Изобретение относится к области сварки.
Известен кантователь для сварки изделий, содержащий две стойки с поворотными планшайбами и раму, смонтированную на планшайбах 11.
Однако на таком кантователе нельзя сваривать изделия криволинейного профиля при горизонтальном положении сварочной ванны.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является кантователь, содержащий две стойки с поворотными плаишайбами и раму, смонтированную на планшайбах посредство шарнирных цапф и оснащенную упорами и зажимами 2.
Однако при сварке щвов в различных плоскостях изделие необходимо снимать с рамы и, развернув его на определенный угол, вновь закреплять на раме, что приводит к снижению производительности кантователя.
Целью изобретения является повышение производительности за счет обеспечения возможности cBapfkH швов в любой плоскости без переустановки изделия.
С этой целью рама предлагаемого кантователя оснащена откидными базовыми опорами, шарнирио закрепленными на ее торцовых поверхностях, параллельных плоскости рамы, шарнирные цапфы установлены на планшайбе с воз.можностью перемещения и оснащены электромагнитными фиксаторами, при этом опорная поверхность упоров и зажимов вьщолнена с клиновыми выступами.
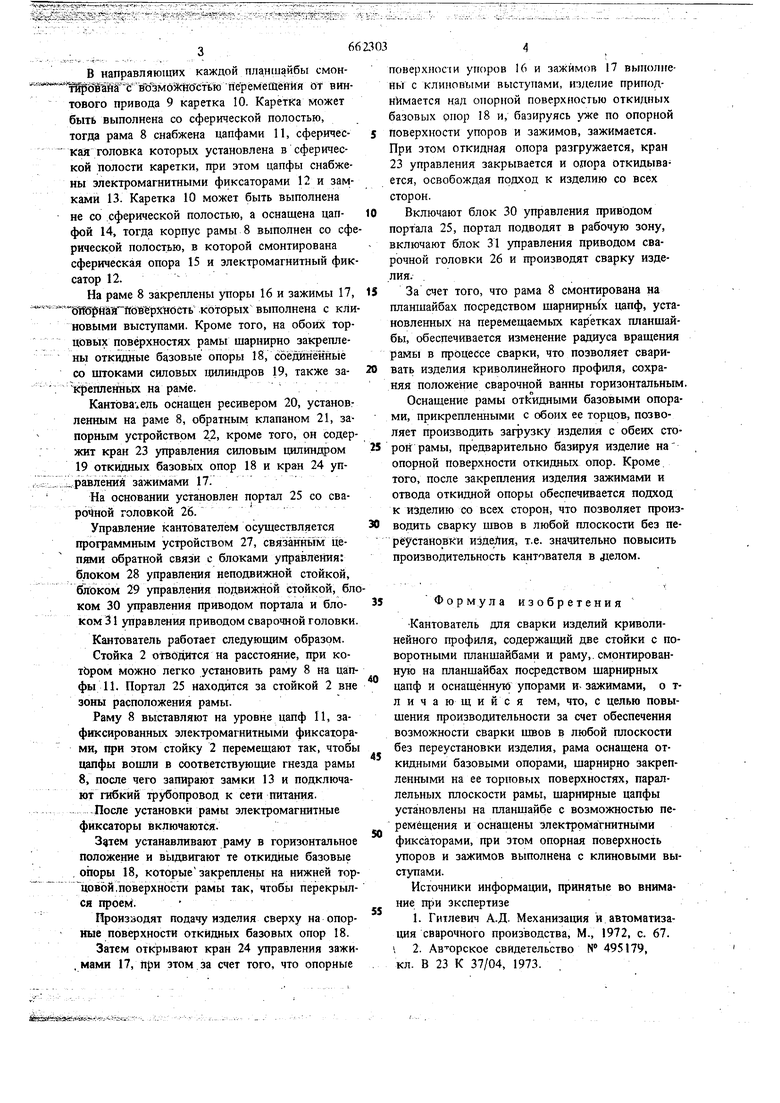
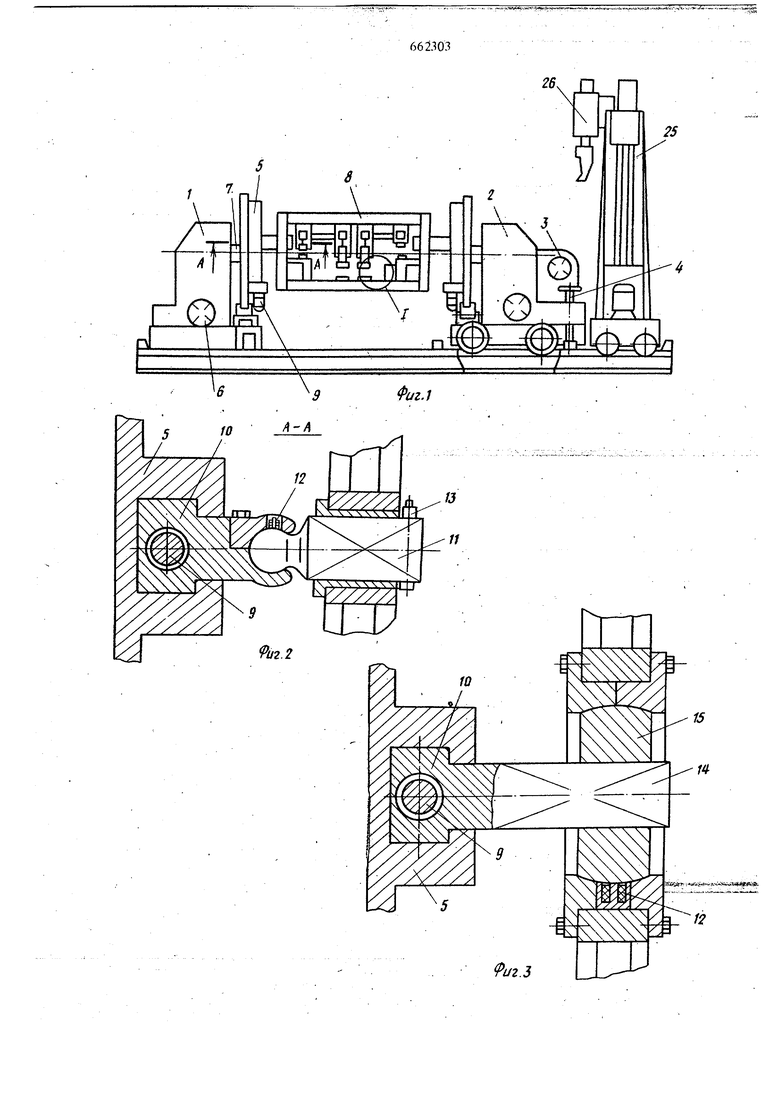
На фиг. 1 изображен предлагаемый кантователь; на фиг. 2 - сечение А-А на фиг. I; на фиг. 3 - кантователь, разрез; на фиг. 4 - узел I на фиг. 1; на фиг. 5 - вид по Б на фк(. 4; на фиг. 6 - схема пневмопитакия кантователя; на фиг. 7 - структурная схема управления.
Каитователь содержит смонтированные на основании неподвижную стойку 1 и подвижную стойку 2 с приводом 3 и стопорным устройством 4.
На обеих стойках закреплены поворотные планщайбы 5 с приводами 6 вращения. Ось 7 вращения планшайбы имеет канал для подачи рабочей среды (газ или вода) к раме В. В направляющих каждой планшайбы смон ШШ ЪЖзмбйсйОстью пёрёмещеййя от винтового привода 9 каретка 10. Каретка может быть выполнена со сферической полостью, тогда рама 8 снабжена цапфами 11, сферическая головка которых установлена в сферической полости каретки, при этом цапфы снабжены электромагнитными фиксаторами 12 и замками 13. Каретка 10 может быть выполнена не со сферической полостью, а оснащена цапфой 14, тогда корпус рамы 8 выполнен со сфе рической полостью, в которой смонтирована сферическая опора 15 и электромагнитный фиксатор 12. На раме 8 закреплены упоры 16 и зажимы 17, 5ШрйааИб1вёрхНбсть которых выполнена с кли новыми выступами. Кроме того, на обоих торцовых поверхностях рамы шарнирно закфеплены откидные базовые опоры 18, соединенные со штоками силовых цилиндров 19, также за креплейньк на раме. Кантователь оснащен ресивером 20, установленным на раме 8, обратным клапаном 21, запорным устройством 2,2, кроме того, он содержит кран 23 управления силовым цилиндром 19 откидных базовых опор 18 и кран 24 уп.равления зажимами П На основании установлен портал 25 со свароЧной головкой 26. Управление кантователем осуществляется программным устройством 27, связанньтм цепями обратной связи с блоками управления: блоком 28 управления неподвижной стойкой, блоком 29 управления подвижной стойкой, бло ком 30 управления приводом портала и блоком 31 управления приводом сварочной головки. Кантователь работает следующим образом. Стойка 2 отвбдИтся на расстояние, при котЬром можно легко установить раму 8 на цапфы 11. Нортал 25 находится за стойкой 2 вне зоны расположения рамы. Раму 8 выставляют на уровне цапф II, зафиксированных электромагнитными фиксаторами, при этом стойку 2 перемещают так, чтобы цапфы вошли в соответствующие гнезда рамы 8, после чего запирают замки 13 и подключают гибкий трубопровод к сети питания. После установки рамы электромагнитные фиксаторы включаются. устанавливают раму в горизонтальное положение и вьщвигают те откидные базовые , опоры 18, которые закреплень на нижней торцовой, поверхности рамы так, чтобы перекрылся проем. Производят подачу изделия сверху на опорные поверхности откидных базовых опор 18. Затем открывают кран 24 управления зажи, мами 17, При этом за счет того, что опорные поверхнос1и упоров 16 и зажимов 17 выполнены с клиновыми выступами, изделие приподнимается над опорной noBepxfiocTbm откидных базовых рпор 18 и, базируясь уже по опорной Поверхности упоров и зажимов, зажимается. При зтом откидная опора разгружается, кран 23 управления закрывается и ояора откидывается, освобождая подход к изделию со всех сторон. Включают блок 30 управления приводом портала 25, портал подводят в рабочую зону, включают блок 31 управления приводом сварочной головки 26 и производят сварку изделия. За счет того, что рама 8 смонтирована на планшайбах посредством щapниpньfx цапф, установленных на перемещаемых каретках планшайбы, обеспечивается изменение радиуса вращения рамб1 в процессе сварки, что позволяет сваривать изделия криволинейного профиля, сохраняя положение сварочной ванны горизонтальным. Оснащение рамы от дными базовыми опорами, прикрепленными с обоих ее торцов, позволяет производить загрузку изделия с обеих стоpoiT рамы, предварительно базируя изделие на опорной поверхности откидных опор. Кроме. того, после закрепления изделия зажимами и отвода откидной опоры обеспечивается подход к изделию со всех сторон, что позволяет производить сварку щвов в любой плоскости без переустановки изДеЛия, т.е. значительно повысить производительность кантователя в делом. Формула изобретения Кантователь для сварки изделий криволинейного профиля, содержаший две стойки с поворотными планшайбами и раму,. смонтированную на планшайбах посредством шарнирных цапф и оснашённуй упорами и- зажимами, о тличающийся тем, что, с целью повышения производительности за счет обеспечения возможности сварки швов в любой плоскости без переустановки изделия, рама оснащена откидными базовыми опорами, шарнирно закрепленными на ее торповых поверхностях, параллельных плоскости рамы, шарнирные цапфы установлены на планщайбе с возможностью перемещения и оснащены электромагнитными фиксаторами, при зтом опорная поверхность упоров и зажимов выполнена с клиновыми выступами. Источники информации, принятые во внимание при экспертизе 1. Гитлевич А.Д. Механизация и автоматизация сварочного производства, М., 1972, с. 67. , 2. Ав орское свидетельство N 495179, кл. В 23 К 37/04, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь для сварки балок | 1980 |
|
SU927473A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ОТВОДОВ ТРУБ | 1996 |
|
RU2103138C1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Кантователь крупногабаритных изделий | 1984 |
|
SU1326418A1 |
| Устройство для фиксации в кантователе изделия типа корпуса с выступающим элементом на торце | 1990 |
|
SU1750904A1 |
| Кантователь | 1983 |
|
SU1121114A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Кантователь для сборки под сварку | 1980 |
|
SU910388A1 |
| Кантователь для сварки кольцевых и продольных швов | 1973 |
|
SU512891A1 |
йгй й&кй1 3«г - 5 ч П ffi rtrifr .Kr -Yrji4-X U MM5PWt.
3 /
Риг.
Вид б
26
27
22
Ы
. I
25
Фи2.5
21
1
I
f9
