Известна установка для сборки под сварку рамно-балочных .металлоконструкций, содержащая конвейер, состоящий из основания с закренленными на нем направляющими, но -которым перемещаются приводные тележки, снабженные ложемента ш для установки свариваемых изделий и механизма.ми зажима и выталкивания изделий, не позволяющая осуществлять непрерывную сборку и сварку изделий типа балок коробчатого сечения, состоящих из двух и более элементов.
Предложенная установка устраняет этот .недостаток, а также позволяет повысить производительность и качество изделия за счет того, ЧТО .механизм зажима изделия установлен в отверстии, выполпенпо.м в тележке по оси ее сим.метрии, а сам механизм зажимл выполнен в виде двух С-образных двуплечих рычагов, установленных на горизонтально расположенной оси, омонтирова-нной на тележке (ВДОЛЬ оси ее симметрии, примем одни плечи рычагов подпружинены относительно друг друга, а другие плечи снабжены роликами, взанмодействующилги с вертикальными полками р -образных направляющих, закрепленных на основании конвейера. Мехапиз.м выталкивания изделия выполнен в виде охватывающей С-образные рычаги подпружине;;НОИ втулки, установленной в отверстии тележки с возможностью вертикального перемещения относительно тележки TI снабжен 1ой ролика.ми, взаимодействующими с горизонтальными полками pi-образных направляющи..
Концы J- -образных направляющих выполнены шо дуге окружности, а дли1на их прямолинейной части равна длине свариваемого шва. Для обеспечения надежного захвата изделия и его приж1И1ма к тележке плечи двуплечих рычагов в з-оне касания с изделием выиол нены рифлеными.
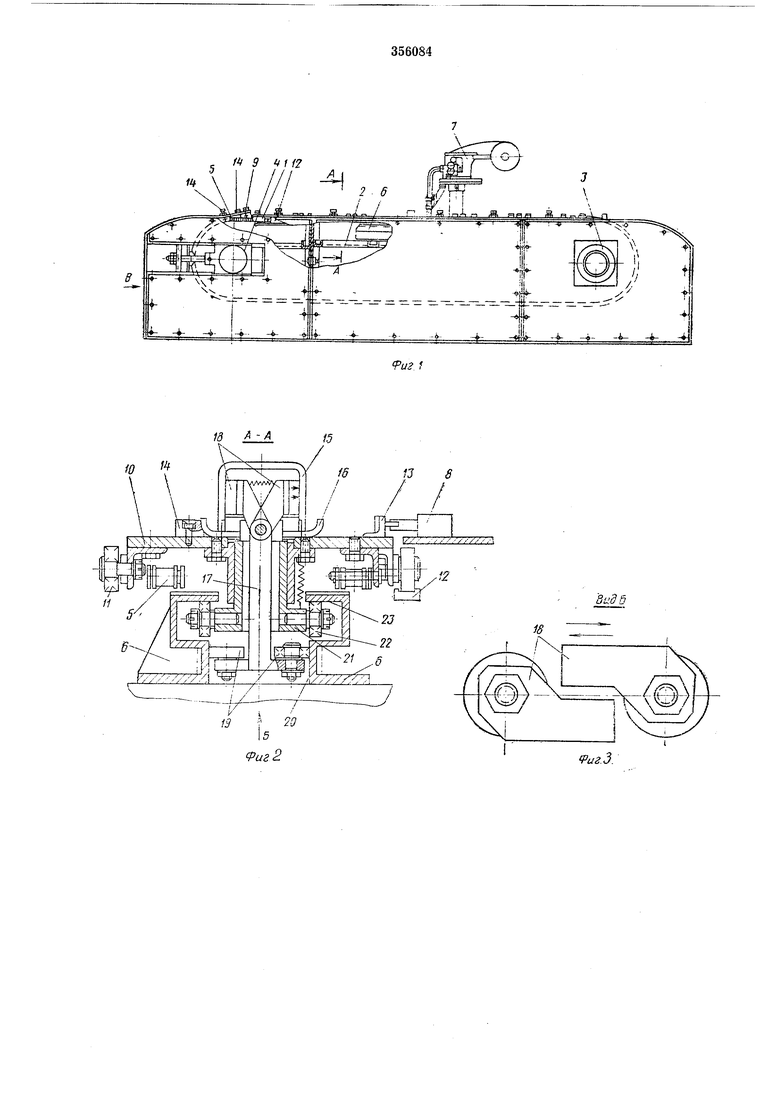
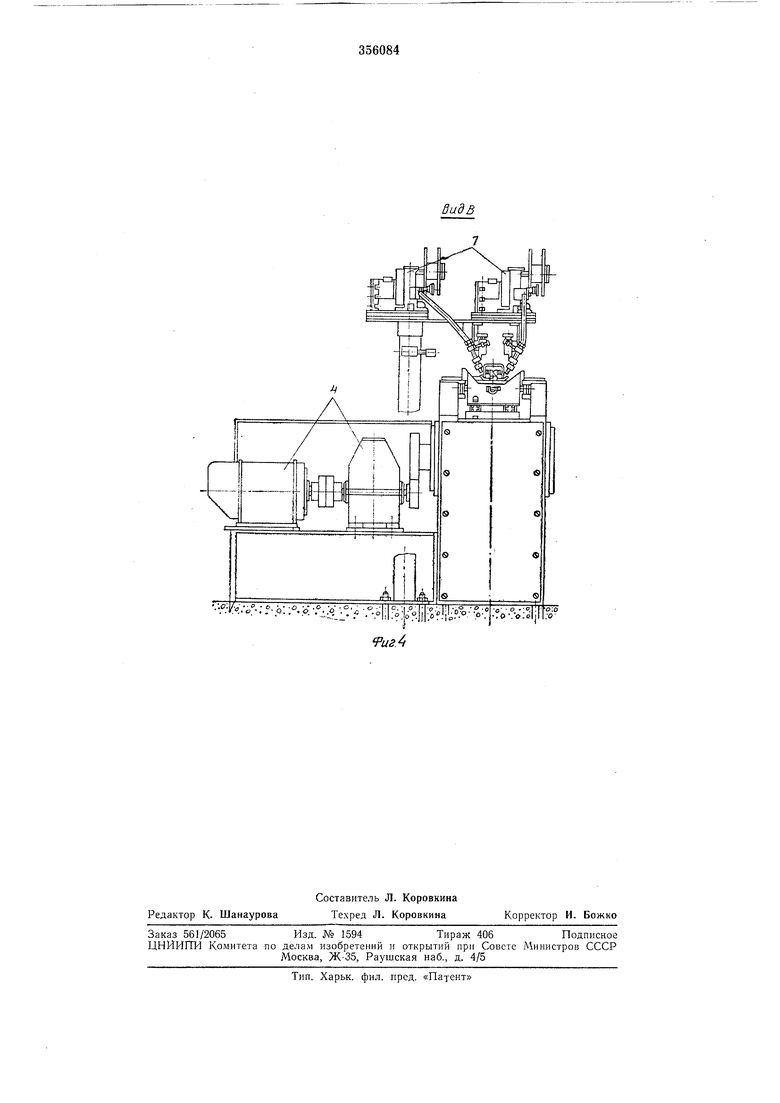
На фиг. 1 изображена нринциииальная схема установки; на ф.иг. 2 - разрез по А-А на фиг. J; на фиг. 3 - вид по стрелке Б; на фиг. 4 - вид по стрелке В на . 1.
Предложенная установка состоит из конвейера /, предназначенного для непрерывной нодачи изделий в зону сварки. Основание конВейера выполнено в виде рамы 2 со смонтированымп на ней приводной 3 и натяжной 4
5 станциями, соединенными между собой двумя за мкнуты.ми цепями 5. На раме 2 Лсестко закреплены балки 6, два сварочных агрегата / и концевой выключатель 8. предназначенный для включения и выключения сварочных агрепредиааначенные для непрерывной сооркп ii подачи изделий в зону сварки. Каждая тележка 9 состоит из основания 10 рамного типа с ролИКа.ми 11, с помощью которых тележки перемещается по укрепленным на раме направляющим 12. Кроме, того, -па тележке укреплен фигурный флажок 13 для включения и выключения сварочных агрегатов, а также упоры и фи:ксатюры 14 для установки деталей изделия 15 и 16 .в заданном положении. В отверстии, выполненном в тележке по оси ее -ои.мметрии, установлен механ-изм 17 зажима изделия, состоящий из двух подпружиненных, наложенных один на другой и смонФированных .на одной оси двуплечих рычагов 1/5. Каждый рычаг 18 выполнен С-образным, верхнее плечо рычага в зоне касания с деталью выполнено рифленым и предназначено для захвата и зажима детали, а Н1иж«ее плечо, снабженное роликом 19 - для перемещения по копирнЫМ направляющим 20. Механизм 17 зажима размещен внутри подпружиненной втулки 21, установленной с возможностью вертикального перемещения относительно тележки и снабженной роликами 22, установленными с возможностью перемещения по копирным .направляющим 23. Подвижная втулка 2.1 вьшол.няет роль механизма вытал:кивания изделия. Предложенная установка работает следующем образом. При подходе тележки 9 к направляющим 12 на тележку по упорам и фиксаторам 14 устанавливаются две детали 16, а затем деталь 15. .При перемещении тележ.ки 9 по направляющим 12 ролиКи 19 механизма 17 и ро лики 22 механизма выталкивания входят в копирные Направляющие 20 и 23 балок 6. Пр.и перемещении .по ним роликов 19 и 22 происходит одновременно перемещение механизма выталкивания вниз и зажим детали /.5 рычагами 18. Тележка 9, дойдя до концевого выключателя 8, фигурным флажком 13 осуществляет включение сварочных агрегатов, в результате чего производится одновременная двусторонняя сварка детали 15 и деталей 16. При проходе флажком 13 концевого выключателя 8 осуществляется выключение сварочнЫХ агрегатов 7. После этого ролики 19 и 22 выходят из копирных направляющих 20 и 23 балок 6, в результате чего рычаги IS освобождают сваренное изделие, а механизм выталкивания выталкивает изделие с тележки 9 на приемный рольганг. Предмет изобретения 1. Установка для сборки .под сварку из.делий типа балок коробчатого сечения, содержащая конвейер, состоящий из основания с закрепленными на нем наеравляюЩИми, по которым перемещаются лриводные тележки, снабженные ложементами для установки свариваемых изделий и механизмами зажима и .выта/ кивания изделий, отличающаяся тем, что, с целью повыщения производительности, механи-зм зажима изделия установлен в огверстии, выполненном в тележке по оси ее симметрии, а сам механизм зажима выполнен иде дву.х С-юбразных дву-плечих рычагов, .г установленных на горизонтально расположенной оси, смонтированной на тележке вдоль оси ее симметрии, причем одни плечи рычагов подпружинены относительно друг друга, а другие плечи снабжены роликами, взаимодействующими с вертИКальными .полками разных .направляющих, закрепленных на основании конвейера, а механизм выталкивания изделия выполнен в виде охватывающей С-образные рычаги подпружиненной втуяки. установленной в отверстии тележки с воз.можно стью вертикального перемещения относительно тележки И .снабженной роликами, взаимодейотвующими с горизонтальными полками р-образных направляющих. 2. Установка По и. 1, отлиающаяся тем, что концы |-1 -образных направляющих выполнены по дуге окружности, а длина их прямолинейной части равна длине свариваемого шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для сборки и сварки тавровых балок | 1978 |
|
SU747666A2 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Установка для сборки под сваркуи СВАРКи пРОдОльНыХ шВОВ КОНичЕСКиХзАгОТОВОК | 1978 |
|
SU795834A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Установка для сборки под сварку балок коробчатого сечения | 1976 |
|
SU662304A1 |
| Кантователь металлоконструкций под сварку | 1986 |
|
SU1388248A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| Установка для сварки балок двумя горелками | 1990 |
|
SU1808600A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
/5 iO Щ
.i4/.f.o:-.;-.;,;;:.-.-.;|;| : |j|:-.
