(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОТЯГИВАНИЯ ПАРАЛЛЕЛЬНЫХ НАРУЖНЫХ ПОВЕРХНОСТЕЙВС':СС.ОЗНАЯ I | 1973 |
|
SU366939A1 |
| Автоматическая линия для механической обработки деталей | 1976 |
|
SU580975A1 |
| Автооператор | 1983 |
|
SU1144842A2 |
| Транспортное устройство автоматической линии | 1981 |
|
SU1024233A1 |
| Многопозиционный сверлильный автомат | 1978 |
|
SU774819A1 |
| ПЕРЕНАЛАЖИВАЕМОЕ УСТРОЙСТВО С ПРОГРАММНЫМ УПРАВЛЕНИЕМ ДЛЯ ТРАНСПОРТИРОВКИ И ПЕРЕГРУЗКИЗАГОТОВОК | 1969 |
|
SU246290A1 |
| АВТООПЕРАТОР | 1971 |
|
SU305035A1 |
| Автоматическая линия для обработки крупногабаритных колец | 1985 |
|
SU1252132A1 |
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |





1
Изобретение относится к области станкостроения, а именно, к автоматичеким линиям, для механической обработки цилиндрических деталей типа валов.
Известна автоматическая линия для механической обработки деталей типа валов р..
Указанная линия содержит транспортер, автооператор с клещевыми захватами и перегрузочное устройство.
Недостатком указанной линии является ее некомпактность и сложность конструкции.
Изобретение устраняет указанный недостаток.
Цель достигаетмя тем, что перегрузочное устройство снабжено кулачком . профиль которого имеет вид многоугольника, углы которого предназначены: один - для открытия клещевых захватов, второй - для их закрытия, а третий - для выталкивания деталей из них.
На фиг. 1 показана компоновка автоматической линии; на фиг. 2Г - общий
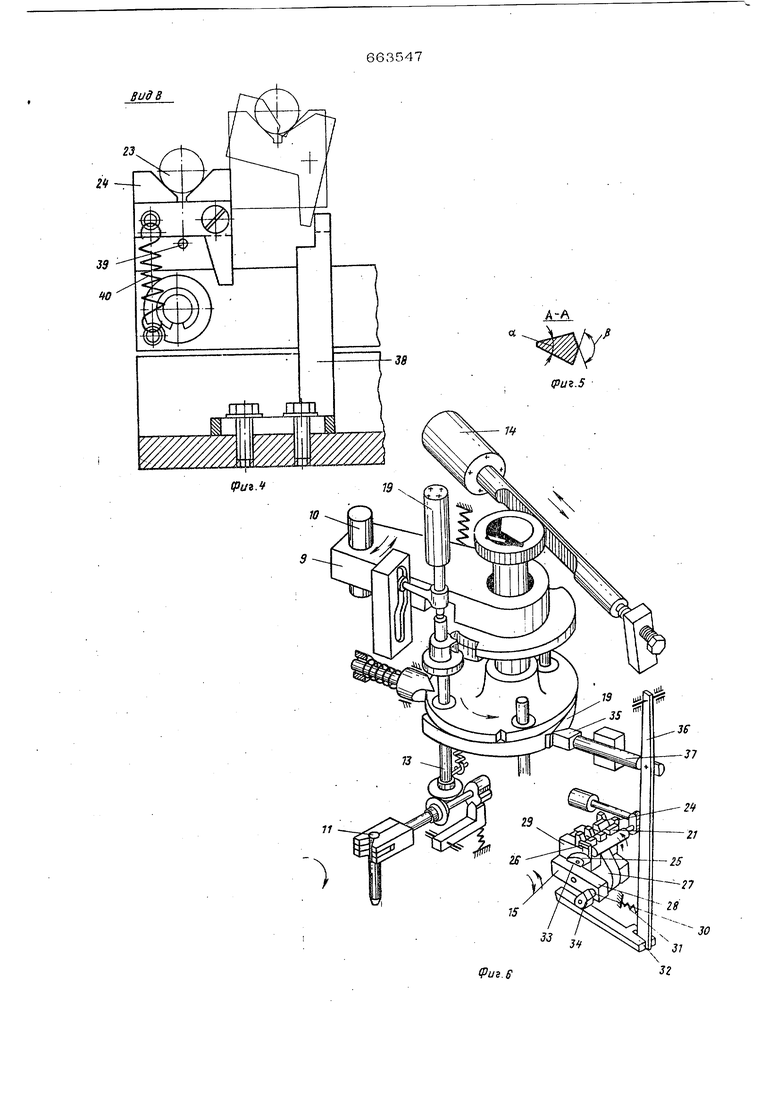
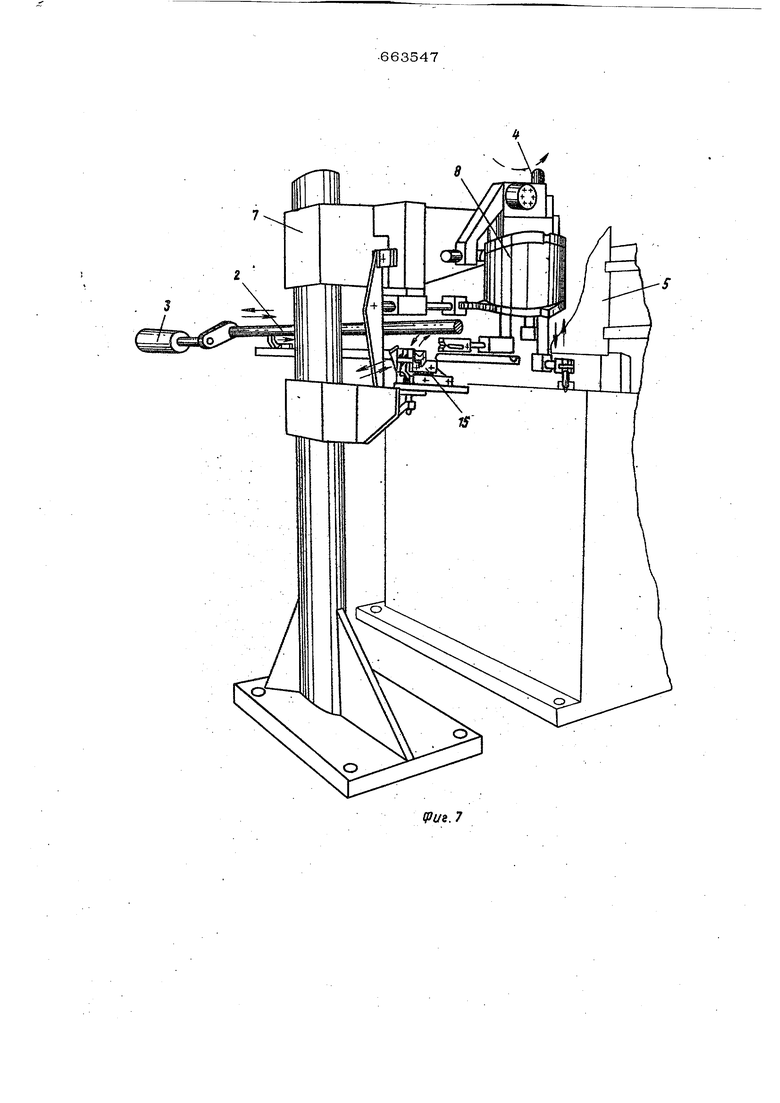
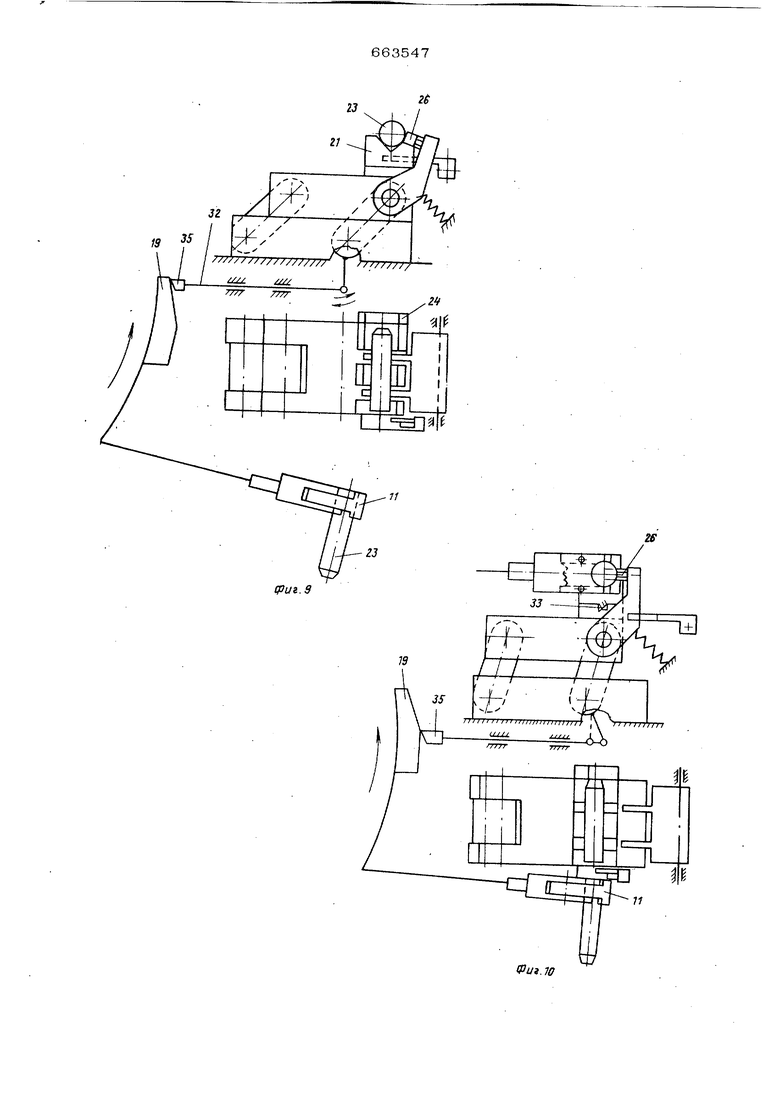
ВИД перегрузочного устройства; на фиг. 3 вид Б на фиг. 2; на фиг. 4 - вид В на фиг. 2; на фиг. 5 - сечение на фиг. 3; на фиг. 6 - кинематическая схема автооператора с перегрузочным устройством: на фиг. 7 «компоновка автооператора, перегрузочного устройства и транспортера; на фиг. 8 - схема транспортирования детали; на фиг. 9, 1О и 11 - три цикла в работе перегрузочного устройства (его взаимодействие с автооператороК); на фиг. 12-15 .показаны циклы работы кулачка перегрузочного устройства при загрузке и выгрузке клещевых захватов автооператора.
Автоматическая линия включает в себя: магазйн.41акопитель 1, штанговый транспортер 2, гидрсяхйлиндр 3, автооператоры 4, .обрабатывающие станки 5 и др. технологическое оборудование, например, моечный аг регат 6.
Магазин-«акопитель 1,устанавливается перед участком станков и служит для выдачи заготовок. На магазине установ-лен гидроцнлкндр 3, обеспечивающий привод для штангового транспортера 2, Штанговый транспортер 2 с призмой, по которой транспортируется заготовка, укреплен при помощи роликов к стойкам автооператоров 4 на определенной высоте от пола.
Штанговый транспортер 2 перемещает aarofoBKH от магазина в зону загрузки автооператоров, а из зоны загрузки авто операторов при этом же ходе в моечный агрегат 6. Против каждого автооператора 4 установлен станок 5, -К верхнему крон- , штейну стойки 7 прикреплен транспортный ротор. 8 при помощи рычага 9 и оси 1О. таким образом, что он может поворачиваться относительно оси 10 на некоторый угол. Ротор 8 снабжен тремя руками с клещами 11 для захвата и транспортирования детали, К корпусу автооператора 4 прикреплен цилиндр 12 для перемещени руки 13с клещами 11, а сбоку - цилинд 14 для поворота ротора 8. Книжнему кронштейну стойки 7 прикреплено перегрузочное устройство 15. Это устройствопри помощи рычагов 16, 17 и 18 получает привод от кулачков 19 ротора 8 при его вращении. Призма перегрузочного устройства 15 вписана в разрыв призмы штангового транспортера 2 и образует с ней загрузочную зону. К перегрузочному устройству на оси прикреплена гребенка 2О. Гребенка служит для сброса заготовки с призмь 21 в случае, если станок 5 не работает. Приводом для гребенки 20 служит гидроцилиндр 22
Перегрузочное устройство 15 для де талей 23 состоит из упора 24, призмы 21, рычага 25, кулачка 26, шарнира 27 плит 28 и 29,.четырех осей 30, пружины 31, зубчатой рейки 32, упора 33,, зубчатого сектора 34, кулачкр 35, рычага 36, штока 37, упора 38, упорного штифта 39 и пружины 40, Плита 28 неподвижная, а плита 29 - подвижная. Подвижная плита 29 соединена при помощи осей 30 и шарниров 27 с непод вижной плитой 28. Неподвижная плита укреплена к стойке 7. К рычагу 25 прикреплен кулачок 26. Кулачок 26 в сечении выполнен в виде многоугольника с острым и тупым углом и плоскими прямоугольным уступом. Острый угол сгС предназначен для раскрытия клещей, а
.тупой угол |Ь - для захвата детали клещами с призмы 21.
Автоматическая линия работает следующим образом.
Детали 23 подаются из магазина-на-. копителя штанговым транспортёром 2 на призмы 21. При каждом ходе вперед транспортера 2 одна заготовка подается из магазина-чнакопителя на призму перегрузочного устройства 15, а обработанная .удаляется тем же транспортером на следующую операцию.
Упор 24 при этом надвигается на упор 38 и поворачивается так, что образует упор для необработанной детали на призме 21. При передвижении обработанной детали в клещах 11 она наталки- вается торцом на кулачок 26. Кулачок раскрывает клещи и выталкивает обработанную деталь из них. В раскрытом состоянии клещи 11 перемещаются на деталь, лежащую на призме 21. Зажим детали в клещах при прохождении тупого угла кулачка 26 происходит за счет пружин. Затем призма за счет пружины 31 совершает плоско-параллельное перемещение в крайнее нижнее положение. Обработанная деталь при помощи вилки 41 попадает на призму транспортера 2 перед призмой 21, Возврат призмы 21 в крайнее нижнее положение производится пружиной 31 в тот момент, когда-кулачок 35 оказывается против прямоугольного уступа кулачка 19,
Формул, а изобретения II
Автоматическая линия, например, для
механической обработки деталей типа валов, содержащая транспортер, автоопера- тор с клещевыми захватами и перегрузочное устройство, отлича;ющаяс я тем, что, с целью упрощения конструкции, перегрузочное устройстве снабжено кулачком, профиль которого имеет вид многоугольника, углы которого предназначены: один - для открытия клещевых захватов, второй - для их закрытия, а третий - для выталкивания деталей из них,
Источники информации, принятые во внимание при экспертизе
1, Волчкевич Л, И. и Усов Б. А. Автооператоры, М, Машиностроение, 1974, с. 79-80, р, 32;
«/16
Фиг. 10
23
.П
/
// //////////////////////
7Г
2J
УУ7/////////////////////// фигЛЗ .v.JJ /
2J
7 //////////////////////////)(
3
IS 2g (put. n
23
2«
1
Г-. ti
fi/e./V
