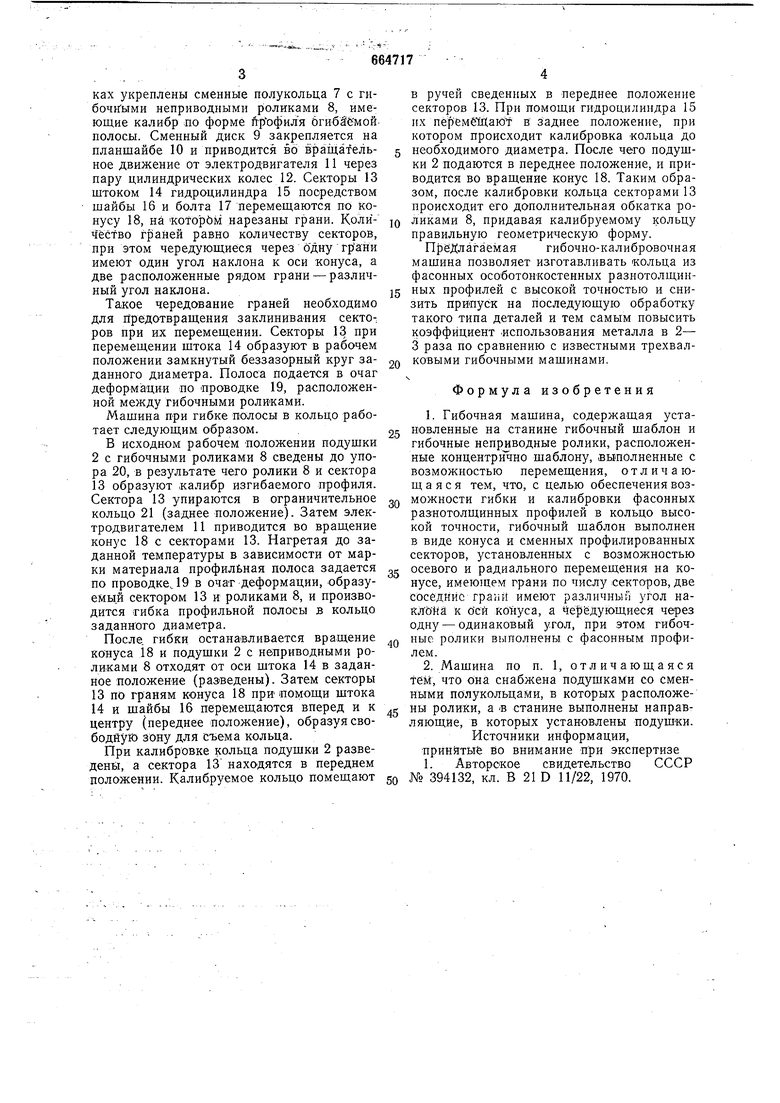
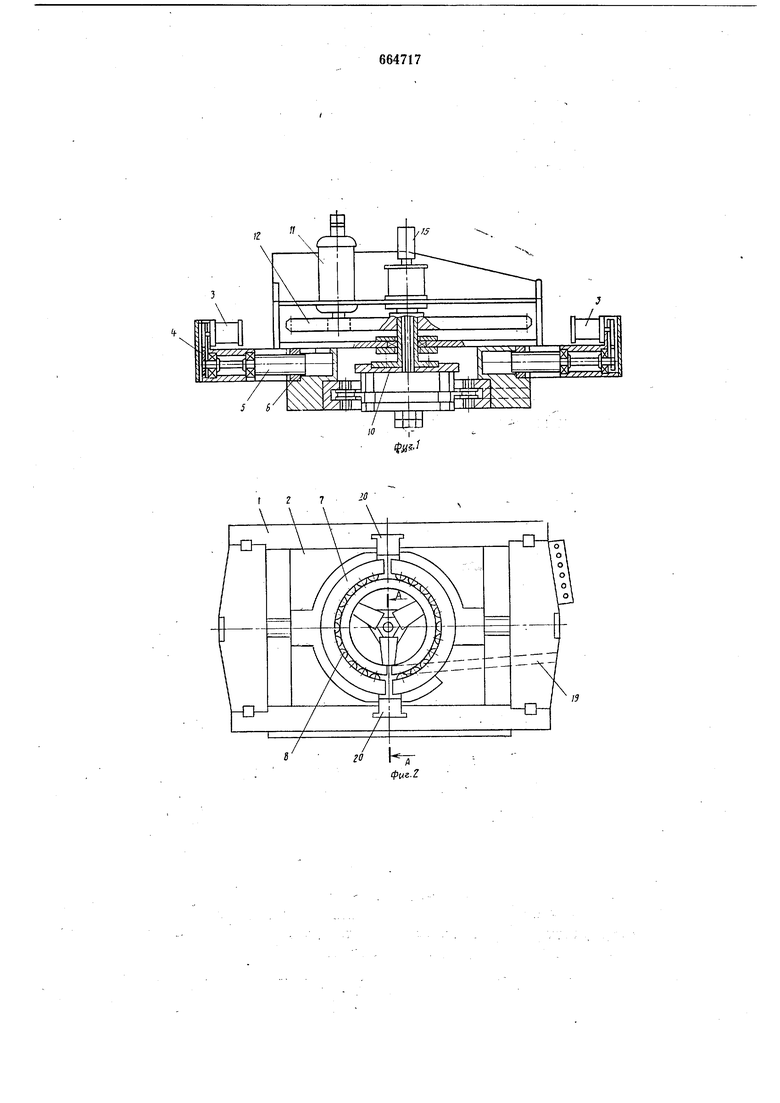
ках укреплены сменные полукольца 7 с гибочными неприводными роликами 8, имеющие калибр ;по форме профиля бгнбЗёмой полосы. Сменный диск 9 закрепляется на планшайбе 10 и приводится во вращательное движение от электродвигателя 11 через пару цилиндрических колес 12. Секторы 13 штоком 14 гидроцилиндра 15 посредством шайбы 16 и болта 17 перемещаются по конусу 18, на которбм нарезаны грани. Коли- чёство граней равно количеству секторов, при этом чередующиеся через одну грани имеют один угол наклона к оси конуса, а две расположенные рядом грани -различный угол наклона.
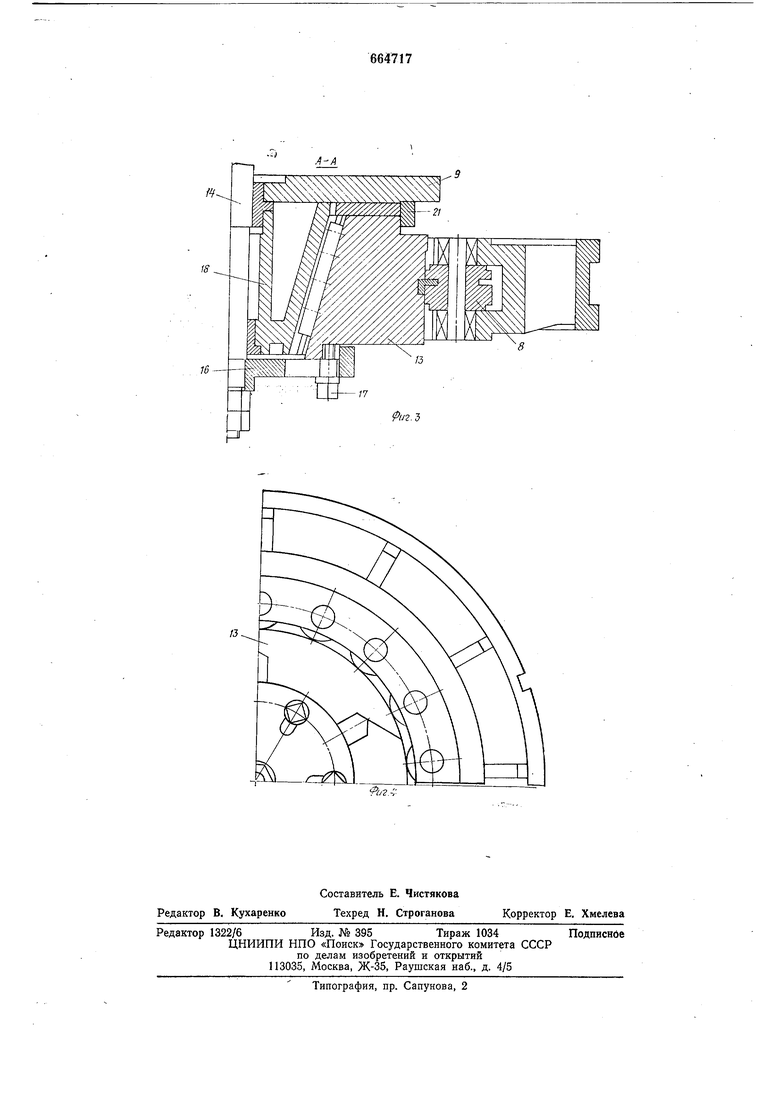
Такое чередование граней необходимо для предотвращения заклинивания секторов при их перемещении. Секторы 13 при перемещении щтока 14 образуют в рабочем положении замкнутый беззазорный круг заданного диаметра. Полоса подается в очаг деформации по проводке 19, расположенной между гибочными роликами.
Машина при гибке полосы в кольцо работает следующим образом.
В исходном рабочем положении подушки 2 с гибочными роликами 8 сведены до упора 20, в результате чего ролики 8 и сектора 13 образуют калибр изгибаемого профиля. Сектора 13 упираются в ограничительное кольцо 21 (заднее положение). Затем электродвигателем 11 приводится во вращение конус 18 с секторами 13. Нагретая до заданной температуры в зависимости от марки материала профильная полоса задается по проводке,. 19 в очат деформации, образуемы.й сектором 13 и роликами 8, и производится гибка профильной полосы в кольцо заданного диаметра.
После, гибки останавливается вращение конуса 18 и подушки 2 с неприводными роликами 8 отходят от оси штока 14 в заданное положение (разведены). Затем секторы
13по граням конуса 18 прИпомощи штока
14и шайбы 16 перемещаются вперед и к центру (переднее положение), образуя свободную зону для съема кольца.
При калибровке кольца подущки 2 разведены, а сектора 13 находятся в переднем положении. Калибруемое кольцо помещают
в ручей сведенных в переднее положение секторов 13. При помощи гидроцилиидра 15 их перемё1Даю1 в заднее положение, при котором происходит калибровка кольца до необходимого диаметра. После чего подушки 2 подаются в переднее положение, и приводится во вращение конус 18. Таким образом, после калибровки кольца секторами 13 происходит его дополнительная обкатка роликами 8, придавая калибруемому кольцу правильную геометрическую форму.
Предлагаемая гибочно-калибровочная машина позволяет изготавливать кольца из фасонных особотонкостенных разнотолщинных профилей с высокой точностью и снизить припуск на последуюшую обработку такого типа деталей и тем самым повысить коэффициент .использования металла в 2- 3 раза по сравнению с известными трехвалковыми гибочными машинами.
Формула изобретения
1. Гибочная машина, содержащая установленные на станине гибочный шаблон и гибочные неприводные ролики, расположенные концентрично шаблону, выполненные с возможностью перемещения, отличающаяся тем, что, с целью обеспечения возможности гибки и калибровки фасонных разнотолщинных профилей в кольцо высокой точности, гибочный шаблон выполнен в виде конуса и сменных профилированных секторов, установленных с возможностью
осевого и радиального перемещения на конусе, имеющем грани по числу секторов, две соседние грани имеют различный угол наклона к бей Koftyca, а чередующиеся через одну - одинаковый угол, при этом гибочные ролики выполнены с фасонным профилем.
2. Машина по п. 1, отличающаяся тем, что Она снабжена подушками со сменными полукольцами, в которых расположеНы ролики, а В станине выполнены направляющие, в которых установлены подушки.
Источники информации, принйтые во внимание при экспертизе 1. Авторское свидетельство СССР
№ 394132, кл. В 21 D 11/22, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБКИ, МАЛКОВКИ И РАЗМЕТКИ ШПАНГОУТОВ И МАЛКОВОЧНО-ГИБОЧНЫЙ УНИВЕРСАЛЬНЫЙ СТАН | 1948 |
|
SU85385A1 |
| Валковая рабочая клеть | 1976 |
|
SU592475A1 |
| Кромкогибочная клеть трубоформовочного стана | 1979 |
|
SU878387A1 |
| Способ калибровки и прокатки-гибки тонкостенных профилей с применением роликоштампующих, роликогибочных проводок | 1958 |
|
SU121422A1 |
| Автомат для изготовления гнутых изделий из проволоки | 1984 |
|
SU1240492A1 |
| Устройство для изготовления U-образных деталей гибкой прямолинейных заготовок проталкиванием | 1980 |
|
SU935173A1 |
| Фланцегибочная машина | 1974 |
|
SU508300A2 |
| УСТАНОВКА ДЛЯ ОБРАЗОВАНИЯ ПРОФИЛЕЙ ИЗ ПОЛОСЫ, | 1972 |
|
SU356023A1 |
| Устройство для гибки труб | 1987 |
|
SU1516175A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
/
. Ъ
