:„:; .. -;;-о.;.-- .1 ;;,:. .;, . Изобретение относится к автоматичесйим линиям изготовления теплообменников и может найти примеиенис в различных отраслях машиностроения, в частности в энергомашИиостроеиии Для изготовле ния ребристых трубчатых теплообменников, используемых в конструкциях теплообмёниой аппаратуры.;.;::;; Йзвестпа поточная лнния дли изготовДсния ребрист1)(х труб с наружными рёбрами, содержа щая технологически связанные между собой накопитель Для труб, сварочную машину И калибровочную установку :LU.V -.Ь известной липни приварки ребер к трубам осуществляется на промежуточной мсжоперанпоннои стаднИ, а после формовKif Н сварки орсбренную трубу калибруют.Недостатком этой линии является вьлсокая трудоемкость изготввЛеиИя оребреИНых труб нз-за введения дополнительной технрлогнческой опёрацни - калибровки. Наиболее близким решением к Изобретению является автоматическая линИя дли изготовления ребристых теплообменников содержа щая технологически связанны между собой накопитель для труб, сварбчную машийу, устройство для сборки труб с ребрами, профилегибочиую установку и разматыватеЛь 2. Такая линия в сравнений с выи1е6писйнHoft имеет пренмуществй, так кик обеспечивает боЛее стабильное качество оребргяемьтх труб за счет предварительной сборки гладких с профилированными ребрами и калибровку оребряемой трубы непосредствеНяо роликами сварочноймаи1йitbf в iIpbi ecCe сварки. ;.; ; ;; : Нсдрстатком этой автоматической лниип - является Иёудобство ее обслуживания и громоздкость из-за 11аличия двух технологических потоков: потока подготс1вки гЛаДких труб и профилированных ребер н их Предварительной сборки и потока сварки. Оба потока техиолргически связ:аны устройством Для сборки труб с ребрами ба-рзбанпбго типа, габариты которого обус.прв.пеньГ ме/косевым. расстбяинем между обойми потоками. : .;,-,; .. г.: ; - - ;v-;i .-;: .:: -. - Все это приводит к использованию дополните.11ьных производственных йлОщйдей и при массовом производстве ребристых теплообменников к снижению выпуска. (съема) изделий с одного квадратного метра площади. , ,;;;:x,;:v;-; - ,.:,;;, Целью изобретения является повыщение удобства обслуживания и Сокращение производственной пЛовдади, занимаемой оборудованием линии.; л- ;V
Указанная цель достигается тем, что линия снабжена рольгангом, устанозленнйм между накопителем для труб и устройством для сборки труб с ребрами, сварочная машина размещена над рольгангом, а устройство для сборки труб с ребрами выполнено в виде рамы с вертикальными направлявшими и двух приводных кареток установленных на направляющих с возможностью перемещения.
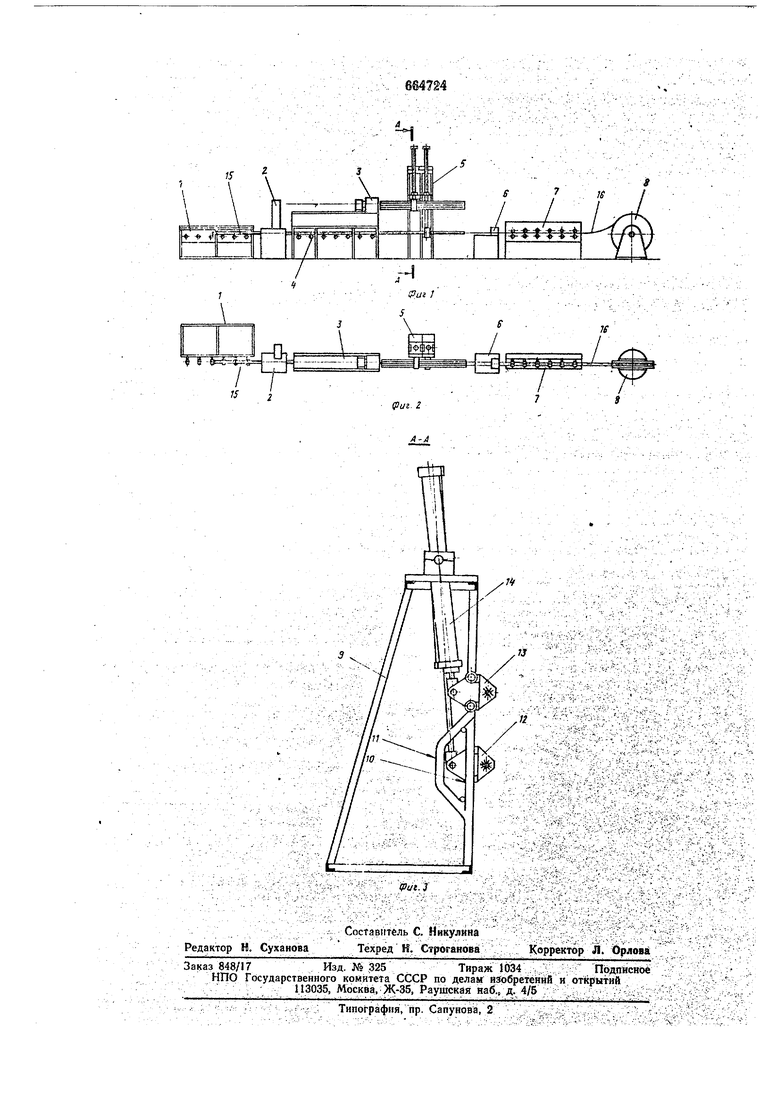
На фиг. I показана автоматическая линия для изготовления ребристых теплообменников, общий вид; на фиг. 2-то Же, вид в плане; на фиг. 3 - разрез А-А на фиг.Ь
Автоматическая линия для изготовления ребристых теплообменников содержит последовательно установленные накопитель 1 для труб, очистное устройство 2, сварочную машину 3 с рольгангом 4, устройство 5 для сборки труб с ребрами, устройство б для мерной отрезки профилированных ребер, профилегибочную установку 7 и разматыватель 8.
Устройс.тво для сборки труб с ребрами выполнено в виде рамы 9 с вертикальными двухплоскостными паправляющнми 10, П и двух приводных кареток 12 и 13, соединенных с цилиндрами 14 и установленных на направляющих с возможностью перемещения.
Линия работает следующим образом.
Гладкая труба 15 с накопителя подастся в очистное устройство, из которого по проходному рольгангу 4 поступает в каретку 12, установленную в положении предварительной сборки.
Одновременно с этим с. разматывателя 8 лента 16 подается в профилегибочнук) установку, в которой формуются профилированные ребра. Профилированное ребро, проходя через устройство 6, режется на мё{)ные заготовки, jkbfopfte такйсе поступают в каретку 12 и набираются по периметру гладкой трубы. ,
Включением одного из цилиндров 4 освобо йденная от nakeTa каретка 13 опус4
кается, обходя каретду 12с набранным пакетом по направляющим 11. После этого каретка 12 включением второго цилиндра 14 перемещается вверх по направляющим 10, устанавливает пакет в положение сварки, а каретка 13 устанавливается в положение предварительной сборки.
Захватным устройством сварочной машины 3 набранный пакет протягивается через сварочное устройство и готовая оребренная труба складируется.
Замена двух технологических потоков одним путем введения проходного рольганга через сварочную машину и наличие в
линии устройства для сборки труб с ребрами челночного типа обеспечивает сокращение габаритов автоматической линии изготовления ребристых теплообменников и соответственно уменьшение занимаемой ею
Производственной плош,ади.
Формула изобретения
Автоматическая линия для изготовления
ребристых теплообменников, содержащая технологически связанные между собой накопитель для труб, сварочную машину, устройство для сборки труб с ребрами, профилегибочную установку и разматыватель,
отличающаяся, тем, что, с целью повышения удобства обслуживания и сокраН1ения производственной площади, она снабжена рольгангом, установленным между накопителем для труб и устройством
для сборки труб с ребрами, сварочная машина размещена над рольгангом, а устройство для сборки труб с ребрами выполнено в виде рамы с вертикальными направляющими и двух пр1 водных кареток, установленных на направляю1цих с возможностью перемещения. .. . .
Источники информации, принятые во внимание при экспертизе
1.Патент Англии № 1080874, кл. В ЗА,
1967. : , 2.Авторское свидетельство СССР Ks 154849, кл. В 21С 37/22, i960.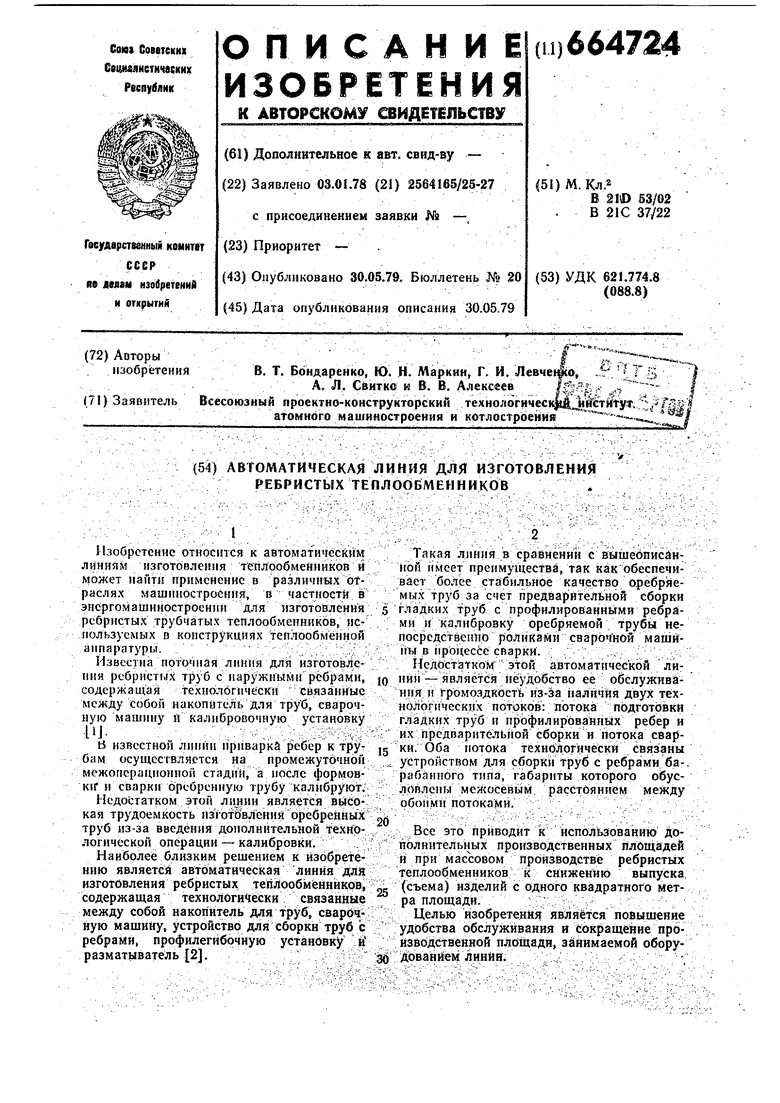
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Автоматическая линия для изготовления секций пластинчатых теплообменников | 1980 |
|
SU963644A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Автоматизированная поточная линия | 1983 |
|
SU1162568A1 |
| Автоматическая линия для продольного оребрения труб | 1986 |
|
SU1454617A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗАМКНУТЫХ ТОНКОСТЕННЫХ СВАРНЫХ ПРОФИЛЕЙ | 2006 |
|
RU2334607C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| Автоматизированная поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU656786A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2007 |
|
RU2340420C2 |