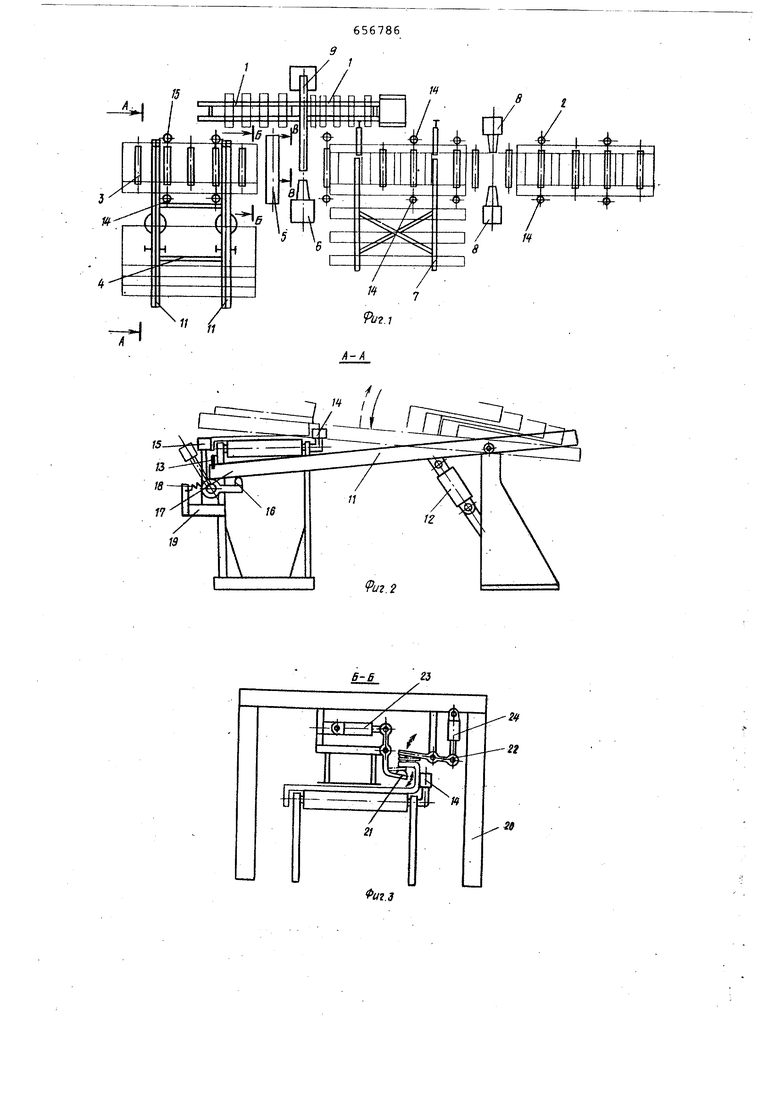
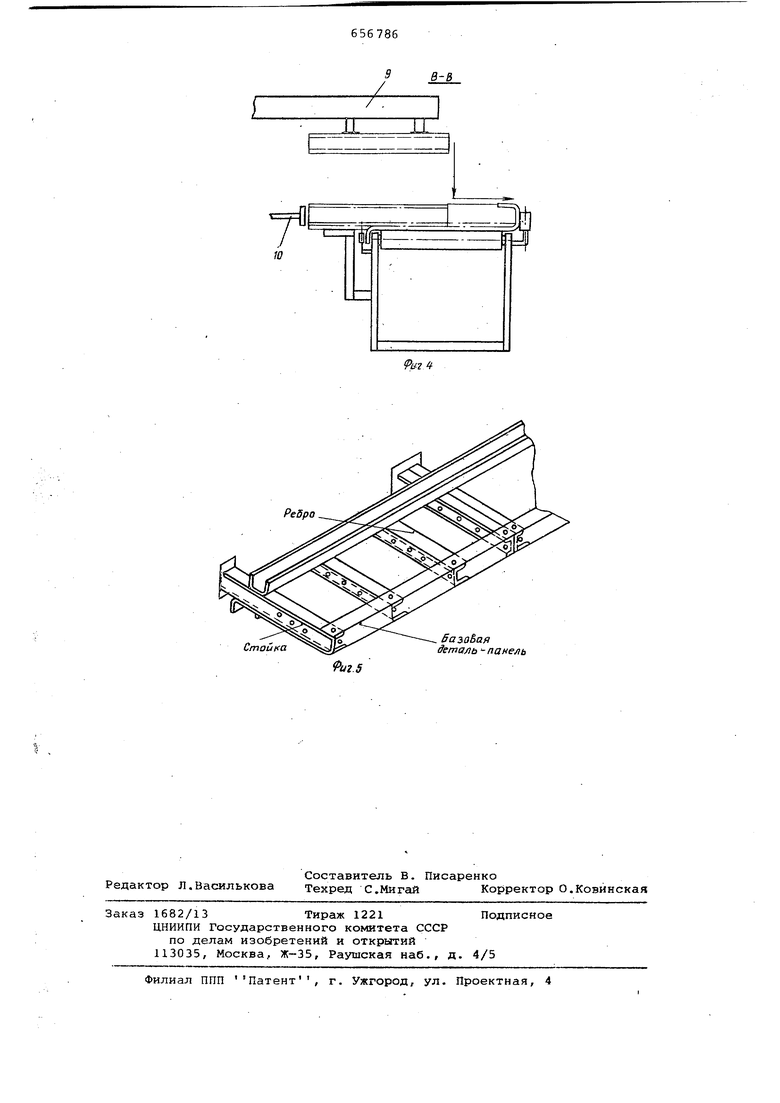
правляющим кареткой и собачкой, а .также смонтированные на основании упоры и выполненные в виде поворотных рычагов основные прижимы для закрепления изделия 3. Однако известная линия не. дает высокого качества сборки изделий и малопроизводительна, так как не обес печивает калибровки бортовой балки. Целью изобретения является повышение качества сборки изделий и повышение производительности путем обе печения калибровки бортовой балки. Эта цель достигается тем, что предлагаемая линия оснащена калибрующим устройством, выполненным в виде дополнительного прижима и приводных поворотных роликов, смонтированных на основании в плоскости/ перпендикулярной основанию рольганга при этом направляющая каретка с собачкой установлена на основании с возможностью установочного поворота в плос1 ости, перпендикулярной основа нию рольганга, и взаимодействия с одним из плеч каждого основного при жима . На фиг. 1 схематически показана предлагаемая линия, общий вид; на фиг. 2 - сечение по А-А на фиг. 1; на фиг. 3 - сечение по Б-Б на фиг. «а фиг. 4 - сечение В-В на фиг. 1; на фиг.. 5 - бортовая балка панели светоаэрационного фонаря. Автоматизированная поточная линия для сборки и сва1рки металлоконструк ций состоит из участка 1 подготовки подузлов - ребер и стоек - и участка 2 общей сборки и сварки. На участке 2 установлен центральный транспортер 3, например рольганг перпендикулярно ему установлен накопитель-укладчик 4 панели, а по ходу технологического потока установлено .калибровочное устройство 5, сварочн машина 6, укладчик 7 продольного ише лера/ сварочные машины 8. Между участком 1 .подготовки под узлов и участком 2 обшей сборки установлен перегружатель 9, подакидий ребра и стойки из участка 1 на базо вую, деталь, находящуюся на участке 2, и досылатель 10, заталкивающий ребра и стойки в зев панели. . На линии установлены механизмы фиксации, перемещения изделий, сред ства автоматики, которые на чертеж не -показаны. Накопитель-укладчик 4 базовой де тали (панели) состоит из качающихся вертикальной плоскости направляюсщх 11, привода, 12 наклона направляющих 11, стойки с закрепленными с возмож ностью поворота на ней направляющих 11 и.привода 12. На направляющих установлены перемещающиеся каретки (на чертеже не показаны) с собачкой 13, которая захватывает изделие и п редает с места накопителя на центральный трлнспортер 3. Вдоль центрального транспортера3, по обе стороны зоны транспортирования изделия установлены базовые упоры 14, выполненные в виде роликов с вертикгшьной осью вращения и образуюдае базовую зону,не позволяющую изделию смещаться в поперечном направлении. На позиции укладки панели первой позиции транспортера 3 со стороны подачи панели на транспортер с накопителя-укладчика 4 установлены базовые упор 14, ас противоположной стороны основные прижимы 15, выполненные в виде роликов с вертикальной .осью вращения, но расположенные на рычаге 16, имеющем возможность поворота вокруг оси 17. Пружина 18 соединена со стойкой 19 рольганга 3. Пружина 18, если направляющие 11 накопителя-укладчика 4 находятся в верхнем положении, позволяет свободно укладывать панель на рольганг. Между позицией укладки панели и сварочной машиной б установлено калибровочное устройство 5/ содержащее станину 20, на которой закреплены с возможностью поворота рычаги 21 и 22, работающие от приводов 23 и 24. Линия работает следующим образом. На накопитель-укладчик 4 устанавливается пакет панелей. Исходное положение направляющих 11 - верхнее. На участке .1 на накопителях уложены подготовленные к сборке стойки и ребра. При поступлении команды базовая деталь захватывается собачкой 13 накопителя-укладчика 4 и перемещается по направляющим 11 в зону укладки. Направляющие 11 от привода 12 совершают поворот в вертикальной плоскости на некоторый угол и по ходу своего движения оставляют базовую деталь на рычаге 16,который,поворачиваясь вокруг оси 17,перемещает основной прижим 15 до упора в базовую деталь. Рычаги 16 передают усилие на основные прижимы 15, и происходит смещение детали в поперечном направлении до базовых упоров 14, Затем базовая деталь перемещается на шаг вдоль технологического потока. При этом базовая деталь поступает в зону действия калибровочного устрой-% ства 5. Верхняя полка зева базовой детали заходит в зону мелдду рычагами 1 и 22. Поочередно включаются приводы 23 и 24,поворачивая рычаги 21 и 22, которые взаимодействуют с верхней полкой зева базовой детали и создают проектный размер зева. После калибровки базовая деталь coBejifuaeT движение ещё на шаг, при зев этом на откалиброванный зев перемещается в зону действия перегружателя 9,досш1ателя 10 и сварочной шины 6,а в зону действия калибровоч ного устройства 5 поступает очередн участок зева. Одновременно происходит калибров зеваЧ а в зоне откалиброванного зева перегружатель 9 захватывает стойку или ребро, переносит и укладывает его на базовую деталь. Досылатель 10 заталкивает стойку ил ребро в зев детали. Сварочная машина 6, перемещаясь в поперечном направлении, производит приварку ребра или стойки к панели - базовой детали. Этот цикл повторяется до окончания сборки и сварки панели со всеми ребрами и стойками. nocJle этого панель поступает в зону укладки продольного швеллера. Укладчиком 7 производится укладк продольного швеллера на изделие в проектное положение. Затем изделие перемещается в зону действия свароч машин 8, где производится приварка продольного швеллера к стойкам и ребрам и приварка стоек и ребер в зеве панели. Далее изделие поступает на участо контроля и осмотра,откуда снимается каким-либо транспортным устройством и передается на дальнейшую обработку Положительный эффект заключается в том, что калибровочное устройство обеспечивает полную собираемость изделий в автоматическом режиме, что устраняет установку линии в случае несобираемости изделий и, в конечном счете, повышает производительность линии. Подвижные прижимы, взаимодейству ющие с направляющими, позволяют авто матизировать операцию ,,базирования зева относительно рычагов, что улучшает качество изделия за счет соблюдения геометрии. Номинальный зазор между верхней полкой Эева панели и ребрами 866 обеспечивает улучшение качества иэделий. Формула изобретения Автоматизированная поточная линия для сборки и сварки металлоконструкций, преимущественно бортовой балки панели светоаэрационного фонаря промышленных зданий, содержащая смонтированные на фундаменте основание с рольгангом, установленные по ходу технологического потока накопители и перегружатели, каждый из которых выполнен в- виде шагового транспортера с перемещаемой по направляющей кареткой с собачкой, а также смонтированные на основании упоры и выполненные в виде поворотных основные прижимы для закрепления изделия, отличающаяся тем, что, с целью повышения качества сборки изделий и производительности путем обеспечения калибровки бортовой балки и механизации ее закрепления, линия оснащена калибрующим устройством, выполненным в виде дополнительного прижима и пр1гводных поворотных рычагов-, смонтиройанных на основании в плоскости, перпендикулярной основанию рольганга, а направляющая каретка с собачкой установлена на основании с возможностью установочного поворота в плоскости, перпендикулярной основанию рольганга, и взаимодействия с одним из плеч каждого основного прижима. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство 249511, кл. В 23 К 37/04, 1967, 2.Авторское свидетельство 298453, кл. В 23 К 37/04, 1969. 3.Гитлевич А.Д. и др. Механизация и автоматизация сварочного производства, М., Машиностроение, 1972, с. 261,. рис. 182.
/ /
1
f
HM
4ii
H.
)-
NII / /
//
1
S.
W
/4 Й/г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная механизированная линия для изготовления балок коробчатого сечения | 1975 |
|
SU650761A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Устройство для комплектации печатной корреспонденции | 1989 |
|
SU1678462A1 |
| Поточная линия для сборки и сварки уголков с поперечными армирующими элементами | 1987 |
|
SU1407738A1 |
| Поточная механизированная линия для сборки и сварки балок их двух продольных элементов с деталями насыщения | 1980 |
|
SU897452A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Устройство для подачи деталей из накопителя на обработку | 1984 |
|
SU1248754A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
W
Puz.S
в-В
W
PeSpo
Стойка
веталь - панель
