1
Изобретение относится к испытательной технике, в частности к устройствам для проверки на герметичность и прочность изделий, например коробок противогазов.
Известно устройство для автоматического контроля на прочность полых изделий, содержащее подачи изделий на ротор, на котором под колпаком проводится испытание изделий 1.
Недостатком устройства является невозможность одновременного перемещения, испытания и защиты группы изделий.
Ближайщим к изобретению по технической сущности является автомат для групповой проверки на герметичность изделий, содержащий плиту для установки изделий, механизм с приводными дисками для перемещения изделий по поверхности плиты, механизм группового контроля на герметичность, механизм разбраковки и удаления бракованных и годных изделий 2.
Недостатком устройства является низкая производительность проверки.
Целью изобретения является повыщение производительности проверки.
Для этого предлагаемый автомат для групповой проверки на герметичность изделий снабжен зажимным устройством, выполненным в виде установленной с возможностью возвратно-поступательного перемещения перпендикулярно к плите балки с защитными колпаками и копирами, и стержнями, закрепленными на приводных дисках, а механизм для перемещения издеЛИЙ выполнен в виде щагового конвейера с взаимодействующим с копирами планками, в которых выполнены вырезы по форме изделий, взаимодействующие со стержнями приводных дисков.
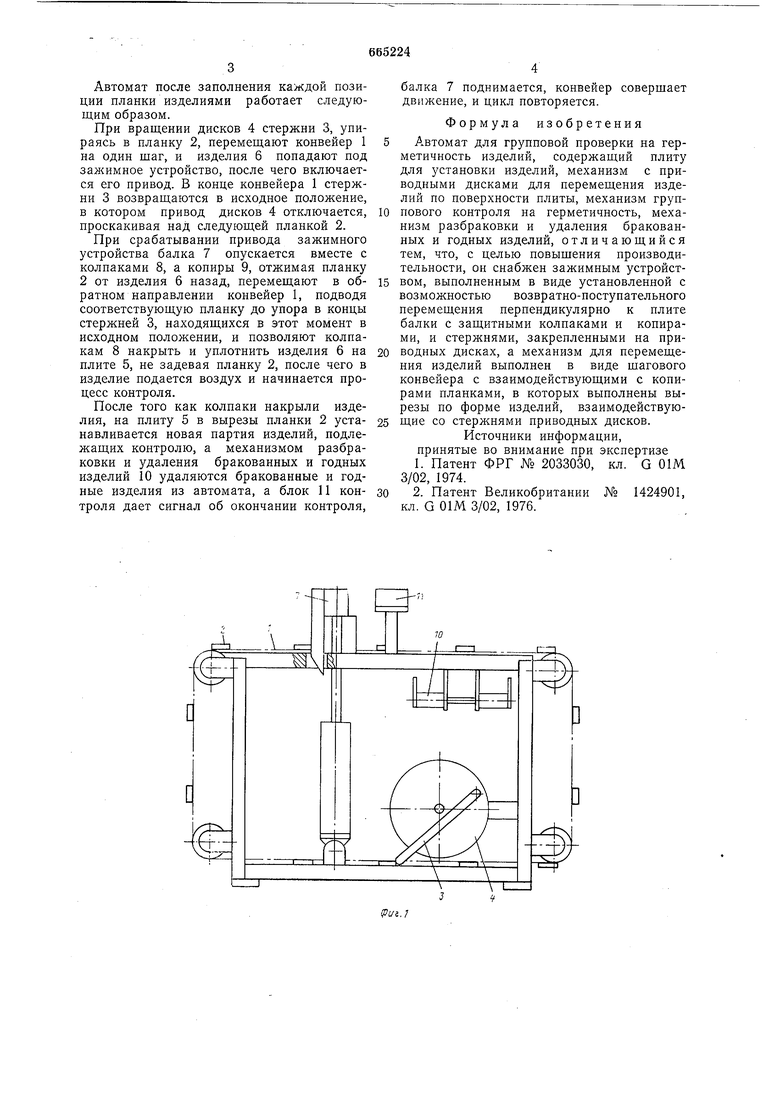
На фиг. 1 показан предлагаемый автомат; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез по А-А на фиг. 2.
Автомат содержит конвейер 1 механизма перемещения, взаимодействующий с
планками 2, имеющими вырезы по форме изделий, стержни 3, шарнирно закрепленные на приводных дисках 4, плиту 5, на которой устанавливаются по прорезям планки изделия 6 и по которой они перемещаются при движении конвейера, механизм группового контроля на герметичность, включающий зажимное устройство, выполненное в виде установленной с возможностью возвратно-поступательного перемещения перпендикулярно к плите балки 7 с защитными колпаками 8 и копирами 9, взаимодействующими с планками 2 мехамизма группового перемещения, механизма разбраковки и удаления бракованных и
годных изделий 10 и блока 11 контроля.
Автомат после заполнения каждой позиции планки изделиями работает следующим образом.
При вращении дисков 4 стержни 3, упираясь в планку 2, перемещают конвейер 1 на один шаг, и изделия 6 попадают под зажимное устройство, после чего включается его привод. В конце конвейера 1 стержни 3 возвращаются в исходное положение, в котором привод дисков 4 отключается, проскакивая над следующей планкой 2.
При срабатывании привода зажимного устройства балка 7 опускается вместе с колпаками 8, а копиры 9, отжимая планку 2 от изделия 6 назад, перемещают в обратном направлении конвейер 1, подводя соответствующую планку до упора в концы стержней 3, находящихся в этот момент в исходном положении, и позволяют колпакам 8 накрыть и уплотнить изделия 6 на плите 5, не задевая планку 2, после чего в изделие подается воздух и начинается процесс контроля.
После того как колпаки накрыли изделия, на плиту 5 в вырезы планки 2 устанавливается новая партия изделий, подлежащих контролю, а механизмом разбраковки и удаления бракованных и годных изделий 10 удаляются бракованные и годные изделия из автомата, а блок 11 контроля дает сигнал об окончании контроля.
балка 7 поднимается, конвейер совершает движение, и цикл повторяется.
Формула изобретения
Автомат для групповой проверки на герметичность изделий, содержащий плиту для установки изделий, механизм с приводными дисками для перемещения изделий по поверхности плиты, механизм группового контроля на герметичность, механизм разбраковки и удаления бракованных и годных изделий, отличающийся тем, что, с целью повышения производительности, он снабжен зажимным устройством, выполненным в виде установленной с возможностью возвратно-поступательного перемещения перпендикулярно к плите балки с защитными колпаками и копирами, и стержнями, закрепленными на приводных дисках, а механизм для перемещения изделий выполнен в виде шагового конвейера с взаимодействующими с копирами планками, в которых выполнены вырезы по форме изделий, взаимодействуюЩие со стержнями приводных дисков.
Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ № 2033030, кл. G 01М 3/02, 1974.
2. Патент Великобритании № 1424901, кл. G 01М 3/02, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для испытания изделий на герметичность | 1983 |
|
SU1132159A1 |
| Роторный автомат для контроля герметичности собранных изделий | 1989 |
|
SU1602662A1 |
| АВТОМАТ ДЛЯ ПРОВЕРКИ НА ГЕРМЕТИЧНОСТЬ ПОЛЫХ ИЗДЕЛИЙ | 1969 |
|
SU239626A1 |
| Автооператор | 1986 |
|
SU1364430A1 |
| АВТОМАТ ДЛЯ СБОРКИ ПРУЖИНЫ С КОНТАКТАМИ ЭЛЕКТРОМАГНИТНОГО РЕЛЕ | 1991 |
|
RU2043674C1 |
| Автомат для испытания изделий на герметичность | 1978 |
|
SU765678A1 |
| КОМПЛЕКСНО-МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРАНЗИСТОРОВ | 1969 |
|
SU254662A1 |
| Автомат контроля герметичностииздЕлий | 1979 |
|
SU807091A1 |
| Автомат для котроля герметичности изделий | 1984 |
|
SU1201702A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |

риг.
