113
Изобретение относится к машиностроению,,.в частности к манипуляторам и роботам для автоматизации технологических процессов сборки и обработки полупроводниковых приборов, в частности стабилитронов
Цель изобретения - расширение технологических возможностей за счет . обеспечения возможности разбраковки изделий в процессе перегрузки их в многорядовые технологические кассеты и повьшение надежности.
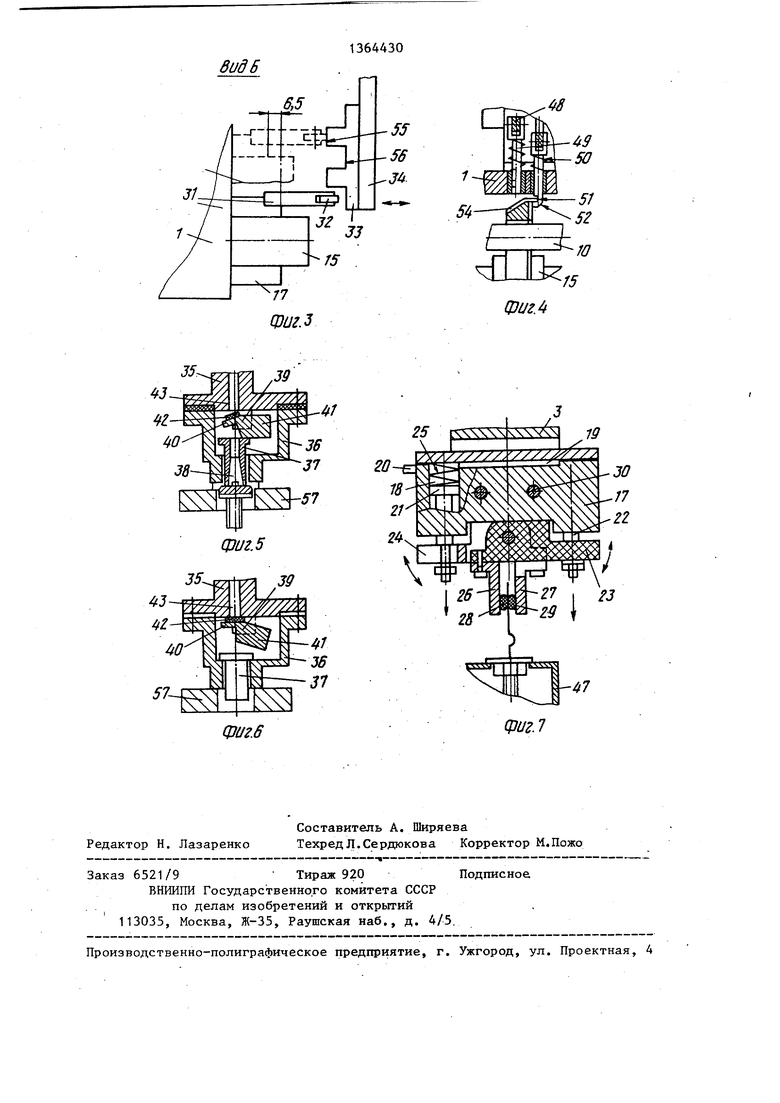
На фиг.1 показан автооператор, общий вид; на фиг.2 - разрез А-А на фиг. 1 , на фиг. 3 - вид Б на фиг. 1; на фиг.4 - узел электромагнитных упоров и основного группового захвата; на фиг.5 - дополнительный групповой захват при наличии детали в спутнике на фиг.6 - то же, при отсутствии де-. тали в спутцикб, на фиг.7 - основной групповой захват.
Автооператор состоит из корпуса 1 с цилиндрическими направляющими 2, по которым перемещается основной 3 и дополнительный 4 групповые захваты, разделенные между собой пружинами 5. Корпус 1 может перемещаться вертикально в шариковых направляющих 6, за-. крепленных на основании, выполненном в виде кронштейна 7, посредством которого автооператор крепится к станине 8. В кронштейне 7 запрессована направляющая втулка 9, в которой установлен входной элемент привода перемещения основного и дополнительного
групповых захватов, например, в виде штока 10, снабженного роликами 11-13. Между роликами 11 и 12 заключена каретка 14 дополнительного группового захвата 4, а ролики 13 ограничивают каретку 15 основного группового за-, хвата 3 с одной стороны. Вертикальный ход корпусу 1 и горизонтальный ход штоку 10 передается от привода (не показан). Сверху на корпусе 1 закреплен блок 16 электромагнитов, электрически связанный с командоаппаратом (не показан).
Основной групповой захват 3 представляет собой корпус 17, закрепленный на каретке 15 и в котором выполнены две полости 18, соединенные с полостью 19, которая сообщается с форвакуумной системой через трубку 20 и распределитель (не показан), / В полостях 18 расположены поршни 21 и 22, взаимодействующие с поворотны
430
0
0
5
2
ми планками 23 и 24 отжимаемыми вниз пружинами 25. К планкам 23 и 24 прикреплены захватные рейки 26 и 27 с эластичны ш элементами 28 (в виде резиновых трубок) и 29 (в виде эластичных пластин). Корпус 17 может передвигаться в поперечном направлении по направляющим 30, которые закреплены в каретке 15. Кроме того, на . корпусе 17 расположена стойка 31 с роликом 32, взаимодействующим в процессе работы с неподвижным копиром 33, установленным на кронштейне 34,
5 который неподвижно крепится к -кронштейну 7.
Дополнительный групповой захват 4 выполнен в виде полых корпусов, закрепленных снизу каретки 14. Каждый из полых корпусов состоит из корпуса 35 и наконечника 36, в котором расположен захватный элемент в виде втулки 37 с конусным отверстием 38.
При этом в полости каждого из полых корпусов на осях 39 установлен клапан 40, представляющий собой двуплечий рычаг, на одном конце которого смонтирован противовес 41, а на другом - эластичный элемент 42, перекрывающий седло канала 43 корпуса 35, связывающий полость полого корпуса с общей полостью 44, соединенной с распределителем форвакуума (не показан).
В каретках 14 и 15 дополнительного и основного групповых захватов имеются вертикальные пазы 45, через которые проходит шток 10 силового цилиндра привода перемещения захватов и которые необходимы при верти - кальном ходе этих кареток 14 и 15 Блок электромагнитов 16 состоит из ГРУППЫ электромагнитов 46 по чис лу на единицу менее количества ряg дов в групповой кассете 47, каждый из которых через рычаг 48 связан с упором 49, отжатым вверх пружиной 50.
Упоры 49 расположены параллельно штоку 10 и имеют пазы 51 и скосы
Q 52, в процессе рйботы взаимодействую- шре с выступом 53 и скосом 54, выполненными на каретке 15 основного группового захвата 3.
Копир 33 представляет собой пласс тину, на рабочей поверхности которой выполнены выступы 55 и впадины 56.
Изделия (годные и бракованные) на ПОЗИ1ЩИ перегрузки подаются спутниками 57 и перегружаются в кассеты
5
0
47. На корпусе 1 автооператора расположены регулируемые упоры 58-60 и сборник 61 бракованных изделий.
Автооператор работает следующим образом.
В исходном состоянии корпус 1, а следовательно, основной 3 и дополнительный 4 групповые захваты нахоПосле этого корпус 1, основной групповой захват 3 с изделиями, дополнительный групповой захват 4 поднимаются в верхнее положение и шток 10 приводом (не показан) перемещается вперед, передвигая роликами 11 дополнительный групповой захват 4, который пружинами 5 толкает вперед

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
| Роликовый конвейер для автоматических линий | 1984 |
|
SU1257023A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1990 |
|
RU2028698C1 |
| Автооператор | 1981 |
|
SU1047653A1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| Автооператор для автоматической смены инструмента | 1984 |
|
SU1255371A1 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО | 1991 |
|
RU2014981C1 |
| Устройство для перемещения изделий | 1987 |
|
SU1495055A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Устройство для подготовки радиоэлементов к монтажу | 1985 |
|
SU1314489A1 |


Изобретение относится к манипуляторам и роботам для автоматизации технологических процессов сварки и обработки полупроводниковых приборов, в частности стабилитронов. Целью изобретения является расширение технологических возможностей за счет обеспечения возможности разбраковки перегружаемых изделий. Для зтого автооператор снабжен дополнительным групповым захватом, установленньм на направляющих корпуса, и связанным с выходным элементом привода перемещения основного захвата, который позволяет устанавливать поочередно на позиции загрузки изделий основной и дополнительный групповые захваты. При этом основной групповой захват зажимает годные детали, а дополнительный групповой захват - бракованные. Для поочередной загрузки рядов технологической кассеты основной групповой захват подпружинен относительно дополнительного группового захвата и снабжен роликом, взаимодействующим с копиром. Для обеспечения возможности совмещения операции перегрузки и разбраковки в полости дополнительного группового захвата установлен клапан, перекрьшакнций седло канала, связывающего его с вакуумной системой 2 з.п.- ф-лы, 7 ил. а со
дятся в своем верхнем положении, при- ю и основной групповой захват 3.
чем основной групповой захват 3 - над кассетой 47, а дополнительный групповой захват 4 - над спутником 57 с изделиями. Поршни 21 и 22 опу-. щены вниз, так как полость 19 в данный момент связана с атмосферой посредством распределителя, поэтому планки 23 и 24 отжаты вниз, захватные рейки 26 и 27 разведены. Полость 44 дополнительного группового захвата 4 подключена к форвакуумной системе, но клапаны 40 эластичными элементами 42 перекрывают отверстия 43 под действием противовесов 41 и силы присасывания. Втулки 37 под собственным весом опущены вниз и выступают из наконечников 36, Шток 10 вьщвинут в переднее положение приводом (не показан) ,
При подаче изделий в спутнике 57 на позицию перегрузки шток 10 от привода (не показан) начинает движение вниз, оттягивая за собой роликами 12 и 13 дополнительный 4 и основной 3 групповые захваты, вследствие чего захватные рейки 26 и 27 оказьшаются над спутником 57 с изделиями.
Затем корпус 1 с основным 3 и дополнительным 4 групповыми захватами приводом (не показан) опускается вниз, при этом ролики .11-13 штока 10 прокатьшаются.по поверхности кареток 14 и 15, По достижении регулируемым упором 58 поверхности кронштейна 7 выводы изделий оказываются между эластичными элементами 28 и 29 захватных реек 26 и 27 и распределитель (не показан) подключает полость 19 основного группового захвата 3 к форвакуумной системе, а по- лость 44 дополнительного группового захвата 4 отключает от нее. Поршни 21 и 22 силой разряжения поднимаются вверх и, преодолевая усилия пружин 25, поворачивают планки 23 и 24, которые сводят захватные рейки 26 и 27, и вьгооды изделий оказываются зажатыми между эластичными элементами 28 и 29.
В этот момент срабатывает электромагнит первого по ходу упора 49, последний, сжимая пружину 50, вьщви- гается вниз, и при достижении основным Групповым захватом 3 этого упора 49 выступ 53 входит в паз 51 упора 49, тем самым блокируя упор. Электромагнит после этого обесточивается. Таким образом, основной групповой
захват 3 с годными изделиями останавливаются над первым рядом гнезд кассеты 47, а шток 10 и дополнительный групповой захват 4 продолжают движение, сжимая пружины 5, При достижеНИИ упором 59 втулки 9 .шток 10 останавливается и дополнительный групповой захват 4 оказьшается над спутником 57,
I
Корпус 1 с основным 3 и дополнительным 4 групповыми захватами начинает опускаться вниз и по достижении наконечниками 36 поверхности спутника 57 останавливается, В это время происходит переключение форвакуумной системы от основного группового захвата к дополнительному, захватные рейки 26 и 27 разводятся пружинами 25, годные изделия освобождаются и опускаются в гнезда кассеты 47, Втулки 37 дополнительного группового захвата 4 выступают из наконечников 36 и, так как их наружный диаметр меньше диаметра гнезд спутника 57,
входят в эти гнезда, не меняя поло- ения клапана 40, В случае наличия в спутнике 57 бракованного изделия (с оборванными выводами) соответствующая втулка 37 упирается во фланец зделия, поднимается вверх и нажимает на противовес 41 клапана 40, который поворачивается, и эластичный элемент 42 открывает канал 43, тем самым открывая доступ форвакуума
наконечник 36, Бракованное изделие рисасывается к нему, так как усилие рисасывания значительно превьш1ает уммарную массу втулки 37, противоеса 41 и изделия.
Ввиду того, что между наконечником 36 и втулкой 37 имеется зазор, а во втулке 37 - коническое отверстие 38, усилие присасывания действует практически на весь фланец изделия .
После этого происходит подъем корпуса 1 и отвод штока 10 назад, который вновь оттягивает за собой сначала дополнительный групповой захват 4, а затем - основной групповой захват 3. По достижении захватными рейками 26 и 27 оси очередного спутника 57 шток 10 останавливается. Дополнительный групповой захват 4 в этот момент оказывается над сборником 61 бракованных изделий
Корпус 1 с основным 3 и дополни- тельньм 4 групповыми захватами опускается вниз, распределитель переключает форвакуумную систему от дополнительного 4 к основному 3 групповому захвату, бракованные изделия, освобождаясь, падают в сборник 61, а зажимные рейки 26 и 27 захватывают очередной ряд изделий из поступившего вновь на позицию перегрузки спутника 57. Далее производится подъем корпуса 1 , и начинается подача штока 10 вперед. В этот момент срабатывает электромагнит 46 второго от основного группового захвата 3 упора 49, и основной групповой захват 3, упираясь в него, останавливается над вторым рядом гнезд кассеты 47. Таким образом происходит поочередная загрузка всех рядов гнезд кассеты 47, Отличие составляет загрузка последнего ряда, так как основной групповой захват 3 в это время упирается в регулируемый упор 60.
При загрузке нечетных рядов гнезд кассеты 47 ролик 32 стойки 31 заходит во впадины 56 рабочей части копира 33, а при загрузке четных рядов - на выступы 55. Таким образом осуществляется загрузка изделий при располов кассете 47 в шахматном
жении гнезд
порядке.
Формула изобретения
привод перемещения основного группового захвата, упоры, смонтированные на корпусе, .и копир, отличающийся тем, что, с целью расширения технологических возможностей за
счет обеспечения возможности р азбра- ковки изделий при их перегрузке в технологические кассеты, он снабжен дополнительным групповым захватом, установленным на направляющих корпуса, при этом основной групповой захват подпружинен относительно дополнительного группового захвата,а выходной элемент привода пере1 1ещения основного группового захвата жестко связан с дополнительным захватом, основной групповой захват снабжен роликом, установленным на его каретке с возможностью взаимодействия с копиром, закрепленным на основании.
4rf
16
Н
Фи2.1
«О
фиг. 5
Q}l/lff
Ш
fe
ю
15
Фиг А
25
79
47
фиг. 7
| Автооператор | 1982 |
|
SU1033288A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
