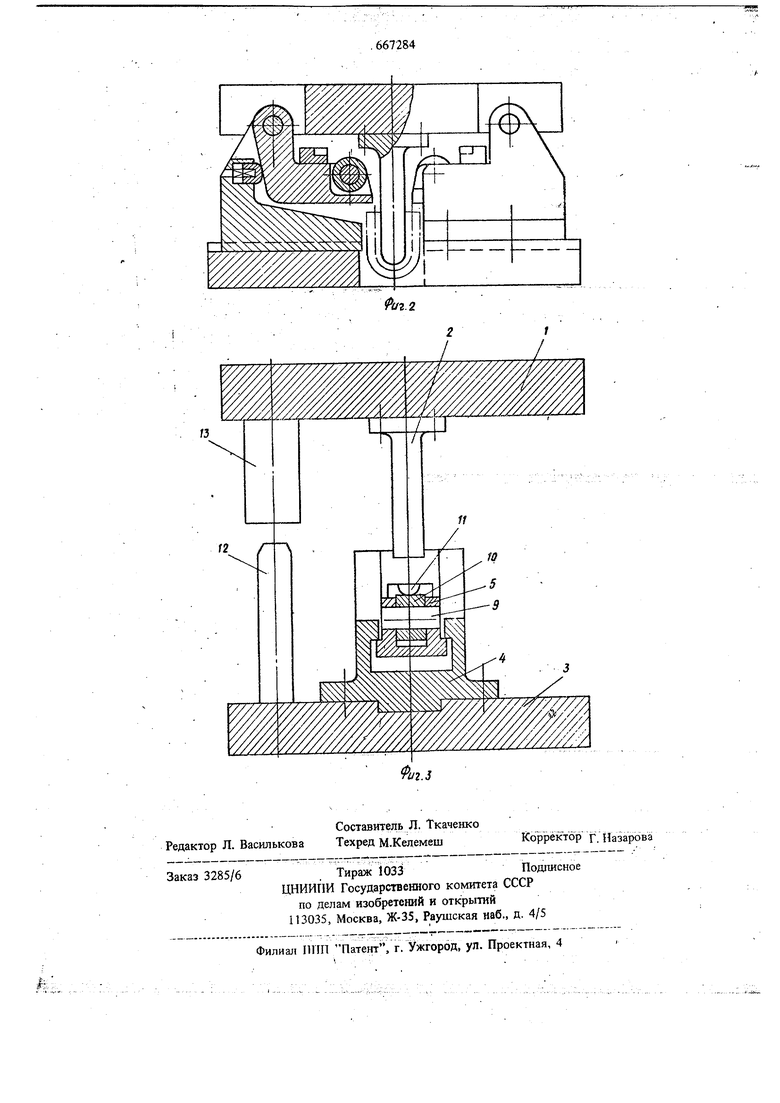
Изобретение относится к обработке металлов давлением, в частности к оснастке для гибки штучных заготовок. Известен гибочный игтамп, содержащий пуансон и матрицу, в котором гибка осуществляется на провал, а съем изогнутой детали происходит за счет поднутрения в окне матрицы 1 I . Однако на известном штампе не могут быть получень детали из профильных заготовок. Наиболее близким к предлагаемому Издбретеник) из .известных является гибочный штамп, содержащий размещенняй на верхней плитепуансон и размещенную на нижней плите составную матрицу, выполненную в виде двух кареток имеющих каждая паз с наклонной нижней плоскостью и закрепленную у торцовой стенки паза ось, на которой установлена с возможностью качания, ограниченного нижней плоскостью паза, рабочая секотя 2. Однако на известном штампе съем деталей производится вручную. Целью изобретения является автоматизация съема деталей. Для достижения этой цели в предлагаемом штампе каждая рабочая секция снабжена роликом, обращенные один к другому торцы рабочих секцнй выполнены наклонными, при этом расстояние между верхними кромками больше расстояния между нижними, а ролики установлены на верхних кромках.. На фиг. 1. показан предлагаемый штамп в исходном положении; на фиг.2 - то же, в коническом положении; на фиг. 3 - сечение по А-А на фиг. 1. Штамп состоит из установленного на верхней гоште 1 пуансона 2 и установленной на нижней плите 3 матрицы, состоящей из кареток 4, в пазу которых установлёнь рабочие секции 5 в виде рьпагов на осях 6, закрепленных вблизи торцовых стенок пазов. Средней своей частью рычаги упираются в стаканы 7, внутри которых расположены пружины 8. На свободном торце рабочих секций установлены на осях 9 ролики 10, а торцы выполнены наклонными, причем расстояние между верхними кромками секций меньше расстояния между нижними. Нижняя Плоскость паза в каретке выпол.. . ,.„ ,,. ,. : ......,1з .,..., -. - 66 иена также наклонной, причем угол йаклона вы й тся1в завйсимВстпГоТ тШй таким образом, чтобы перемещение свободного торца рабочей секщш не превышало топицгаы SatfpTpBKH. - ,-;,..- ..-.;,..,: На рабочйхсШШ1й 1 уйанЬвленыупоры 11. Для направления .пуансона служат колонки 12 и втулки. 13... ...:.,/; ..;„, ..,.,. . . Штамп работает следующим образом. Заготовку кладут на упоры 11. При опуска-; НИИ г.ерхней плиты с пуансоном 2 вначале происходит поворот рабочих секций 5 доУпВра в ; нижние плоскости пазов кареток 4, осуществляемый пуансоном через заготовку, прйэтбм заroTOBka немного изгабается, ji затем осуществлЯ ется окончательная гибка. После гиб5д1 пуайсон дбшШййтельно опускается, так что тортда детали оказываются ниже нижних кромок работах секций. Рабочие секции под действием пружины 8 звраШ1ЬтТ;я% исходное положение. Приj3TOM нижние кромки, сблизившись, размещаются на расстоянии меньшем, чем ширина детали и при ходе пуансона вверх снимают с него деталь ДЬшее цикл повторяется. Формула изобретения Штамп гибочный, содержащий размешенный на верхней; плите пуансон и размещенную на нижней ШйтёГШйавЯунб матрицу, выполненную в видедвух карёт6к,: имеющих каждая паз с йаклонной нижней плоскостью и закрепленную у торцовой стенки Паза ось, на которой установлейа (Гвйзшжностбюкачания ограниченного нижней плоскостью паза, рабочая секция, о т л ич а ю п:ц и и с я тем, что, с целью автоматизации съема готовой детали, каждая рабочая сек1$1Я снабжена роликом, обращенные один к другому торцы рабоЮх секций выполнены наклоннымй; йрСэШм {засстояние между верхними кромками больше расстояния между нижними, ia ролики уйановленЫ на верхних кромках. Источники информации, принятые во внимание при экспертизе г 1.Романовский В. П. Справочники по холодной штамповке Машиностроение, .Л., 1971, с.101102, рис. 86а 2.Патент США №.3258948, кл. 72-57, 1966.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки деталей из штучных листовых заготовок | 1983 |
|
SU1144744A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| ШТАМП ДЛЯ ОТГИБКИ ЭЛЕМЕНТОВ ЗАГОТОВКИ В РАЗНЫЕ СТОРОНЫ | 1991 |
|
RU2021861C1 |
| Штамп для гибки | 1978 |
|
SU764787A1 |
| Гибочный штамп для получения скобообразных деталей | 1981 |
|
SU995986A1 |
| Штамп для гибки крестообразных деталей с отогнутой лапкой | 1987 |
|
SU1505630A1 |
| Штамп для гибки деталей | 1985 |
|
SU1287967A1 |
| Штамп для изготовления конусных деталей | 1983 |
|
SU1139550A1 |
| Штамп для гибки профилированной заготовки преимущественно типа швеллера | 1983 |
|
SU1136868A1 |
ййКйаия вЁйЛ; ;
