I
Изобретение относится к обработке металлов давление.м, например к процессу гидростатического прессования.
Известны конструкции пресс-штемпелей гидроэкструзионных прессов, на поверхности пресс-шайб которых закреплены уплотнительные эле.менты треугольного или круглого сечения из беррилиевой бронзы или меди, работающих по принципу некомпенсированной площади 1.
Однако уплотнения пресс-штемпелей известных конструкций обеспечивают надежную работу инструмента лищь в узком интервале рабочих давлений.
Известен также пресс-щте.мпель гидро:)кструзионного пресса, состоящий из штока с прест-1лайбой, выполненной в форме стакана (- конусны.ми стенка.ми, на участке меньшего диаметра которой установлены уплотни гсльные кольца 2.
Однако при достижении величины рабоMi-Kj давления жидкости до 25-30 кбар. ко.и,новой зазор между стенками контейнера и поверхностью пресс-шайбы ,вследствие окпанания деформации сжатия преес-итемntM,i от деформации растяжения внутренней
втулки контейнера, становится настолько велик, что происходит прорыв рабочей жидкости в надштемпельное пространство. Это приводит к нестабильности процесса и снижению качества пресс-изделий либо к полному прекращению процесса.
Цель изобретения - повыщение надежности работы уплотнений.
Для этого в стенках стакана с торцовой стороны параллельно оси пресс-шайбы и равномерно по периметру выполнены прорези на длине, равной 0,2-0,3 ее высоты.
Выполнение прорезей такой длины позволит увеличить возможную величину упругой деформации пресс-щайбы без уменьщения ее прочности.
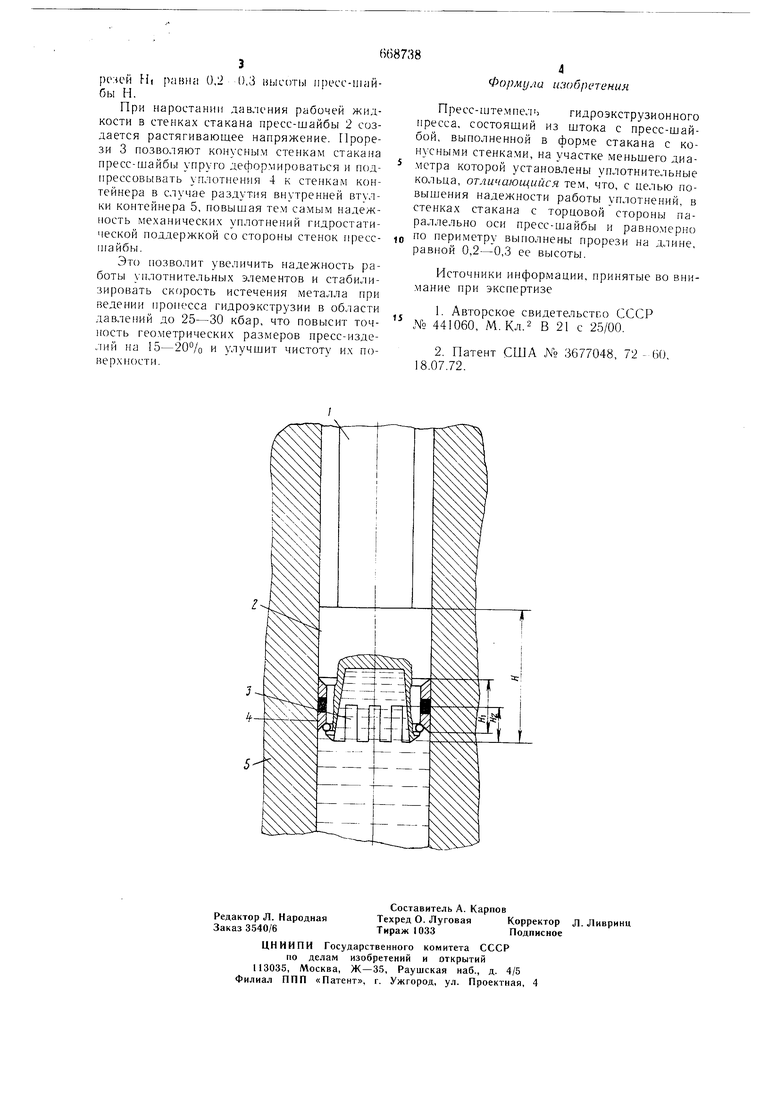
На чертеже изображен предлагаемый пресс-щтемпель.
Он содержит щток 1, пресс-шайбу в форме стакана с конусными стенками 2, в которых выполнены нрорези 3, уплотнительных колец 4.
Пресс-штемпель изображен в рабочем положении в корпусе внутренней втулки контейнера 5, в котором налита рабочая жидкость. Высота уплотнений Нг, а длина про
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ШТЕМПЕЛЬ ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ АВТОМОБИЛЬНЫХ ШИН | 2001 |
|
RU2219052C2 |
| Устройство для выдавливания длинномерных изделий | 1990 |
|
SU1810155A1 |
| Устройство для прессования труб | 1978 |
|
SU774660A1 |
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2108881C1 |
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ МЕТАЛЛА С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ЭКСТРУЗИОННЫЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2105621C1 |
| Способ гидростатического прессования трубы и устройство для его осуществления | 1984 |
|
SU1212642A1 |
| Устройство для прессования прецизионных труб и способ прессования прецизионных труб с его использованием | 2015 |
|
RU2608110C1 |
| Инструмент для прессования | 1980 |
|
SU946714A1 |
| Инструмент для прессования полых изделий | 1974 |
|
SU533417A1 |
| Инструмент к прессу для гидростатического прессования изделий | 1980 |
|
SU984600A1 |
