I
Изобретение относится к промышленности строительных материалов, в частности к оборудованию заводов стеклянного волокна и стеклопластиков.
Известно устройство для изготовления стекловолокнистой плиты, включающее раму, конвейер, режущий ролик, опору для режущего ролика, привод и подающий ролик (I.
При вращении режущего ролика подающий ролик вращается с той же окружной скоростью, чтобы передать операцию вытягивания для создания расплавленного стекловолокна, а также операцию подачи жгута в место зацепления режущего я подающего роликов.
Следовательно, необходимо, Чтобы жгут полностью находился на поверхности подающего ролика, что происходит с помощью сил трения.
Далее имеется большое разнообразие диаметров нити, количества нитей, длины обренков, концентраций покрывающего агента и cfKtaBOB покрывающего агента. Например, для некоторого диаметра ниги может быть установлена с.1едующая :1авнсимость
между степенью волокнистости (А) стекло-, волокна н создающей волокно окружной скоростью (В):
A f(B). Следовательно, в случае, когда требуется
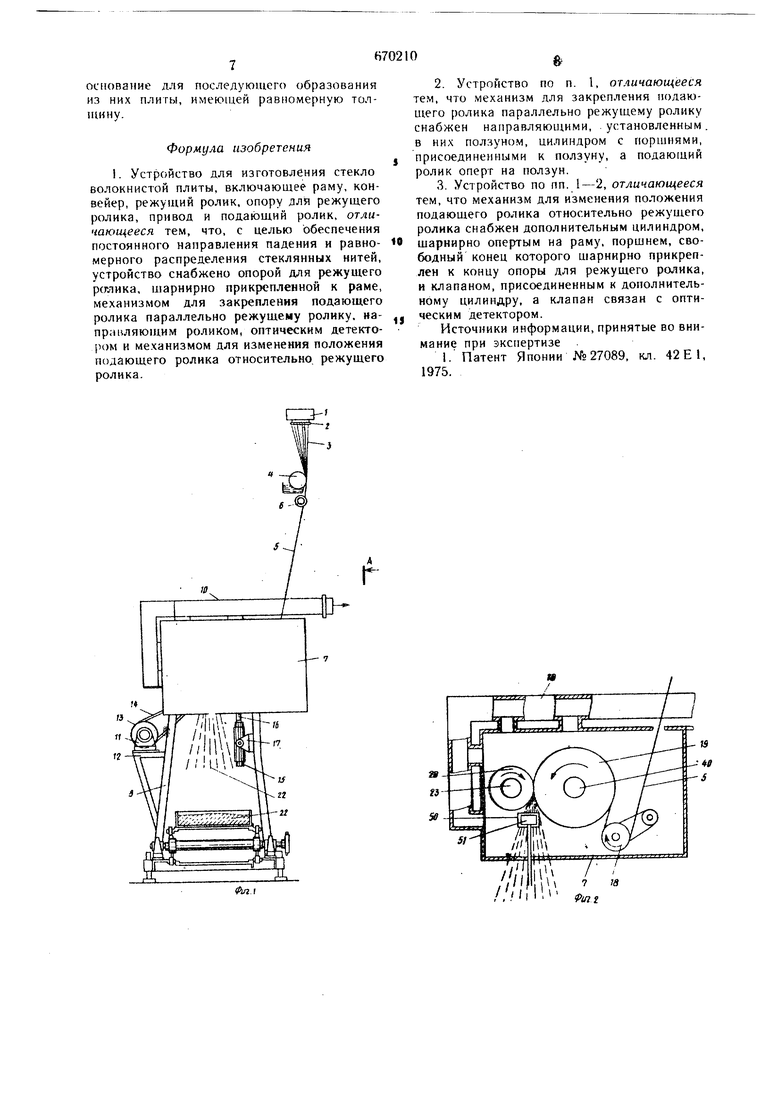
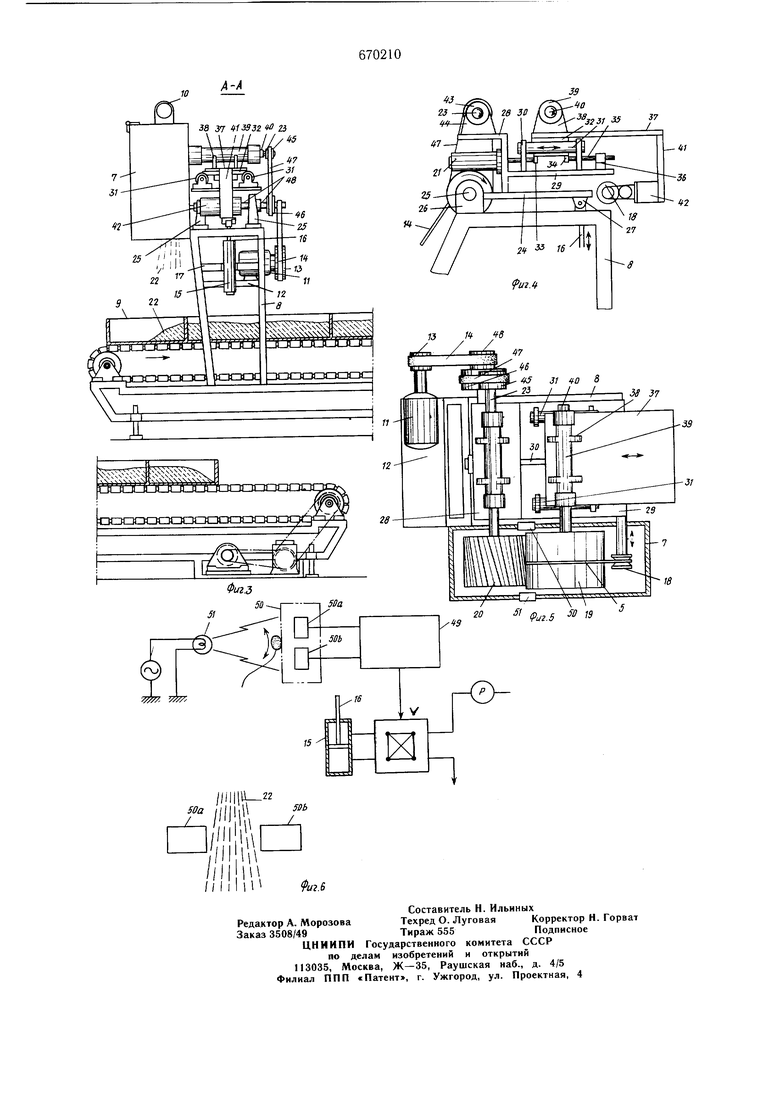
выработка диаметром 10 ик при условии степени волокнистости 13 мк и волокнообразующей скорости 1200 м/мин, изготовление производится путем выдерживания другой константы условий образования волокна и увеличения окружной скорости подающего ролика до 2000 м/.мин. В этом случае при условии, что окружная волокнообразующая скорость подающего ролика равна окружной скорости режущего ролика, скорость режущего ролика также увеличивается. В результате направление падения отрезанных кусков жгута определяется отношением меж.ду силой адгезии отрезанного куска к режущему ролику, его центробежной силой и силой адгезии к поверхности подающего ролика. Увеличение скорости резания приводит к увеличению сил адгезии отрезанных кусков жгута к режущему ролику, т. е. сила адгезии куска относительно уменьшается и, следовательно, направление падения отклоняется к стороне подающего ролика. Если же скорость резания уменьшается, направление падения отклоняется к стороне режущего ролика. Кроме того, согласно различиям в количестве нитей, длине отрезков, концентрации покрывающего агента и виде покрывающего агента изменяется сила адгезии к подающему ролику. Далее, по мере покрывания нитей покрывающим агентом, когда они, еще влажные, наматываются и распределяются по поверхности подающего ролика, избыточное количество агента постепенно удаляется с жгута при приложении к жгуту, находящемуся на подающем ролике, растягивающей силы, при этом сила адгезии жгута увеличивается. Соответственно, направление падения отрезанных кусков жгута имеет тенденцию отклоняться в сторону подающего ролика. Что касается удаления покрывающего агента, то, если вязкость его относительно мала, наблюдается его смещение в сторону режущего ролика, если вязкость относительно велика, смещение наблюдается в сторону подающего ролика. Кроме того, при любом наматывании на подающий ролик жгута, перемещаемого в осевом направлении, направление падения отрезанных кусков изменяется. Разрезание жгута должно регулироваться направлением падения в течение всего времени, в противном случае, накапливание отрезков жгута будет односторонним. Этот недостаток может быть преодолен накапливанием отрезков жгута в положении, где изменение в состоянии накапливания очень мало, т. е. при малом расстоянии между точками резания и положением накапливания. Однако в случае, когда жгут увлажнен покрывающим агентом, а затем разрезан на куски, если куски жгута накапливаются в положении, близком к точке резания, куски, ударяясь об это скопление, разбрасываются вокруг, в результате чего они ломаются и размочаливаются, что ухудщает качество жгута. Следовательно, когда скорость резания составляет от 1000 до:;1500 м/мин, расстояние между точкой резания и областью накапливания должно быть более 1000 мм. Так как куски жгута содержат воду, которая составляет 10-20% их веса и покрыты покрывающим агентом, вес которого составляет 0,16-1,5% общего веса жгута, воды и агента, соответственно, установлено, что необходимо куски жгута просущивать и консервировать. Однако состояние накапливания кусков жгута, наваливаемых на соответствующем месте, требует усиленной сущки. Если применяется обычная сущка, при которой используется горячий воздух, и куски жгута сваливаются в кучу, образуя неупорядоченное скопление, то условия сущки этих кусков жгута оказываются различными. Например, куски жгута, образующие выпуклую груду, могут высохнуть не полностью, в то время, как куски жгута, образующие вогнутую груду, включают повыщенное количество покрывающего агента, который может изменять твердость жгута или его цвет. В случае, когда применяется сущилка типа высокочастотного индукционного нагревателя, поглощение энергии пропорционально конфигурации груды отрезков жгута. Для вогнутой груды поглощаемая энергия приблизительно равна нулю и, следовательно, некоторые куски окажутся невысущенными. Поэтому желательно равномерное распределение отрезанных кусков по площади накопления. Цель изобретения - обеспечение постоянного направления падения и равномерного распределения стеклянных нитей. Это достигается тем, -что устройство для изготовления стекловолокнистой плиты, включающее раму, конвейер, режущий ролик, опору для режущего ролика, привод и подаюпхий ролик, снабжено опорой для режущего ролика, шарнирно прикрепленной к раме, механизмом для закрепления подающего ролика параллельно режущему ролику, направляющим роликом, оптическим детектором и механизмом для изменения положения подающего ролика относительно режущего ролика. При этом механизм для закрепления подающего ролика параллельно режущему ролику снабжен направляющими, установленным в них ползуном, цилиндром с порщнями, присоединенными к ползуну, а подающий ролик оперт на ползун. Кро.ме того, механизм для изменения положения подающего ролика относительно режущего ролика снабжен дополнительным цилиндром, щарнирно опертым на ра.му, порщнем, свободный конец которого щарнирно прикреплен к концу опоры для режущего ролика, и клапаном, присоединенным к дополнительному цилиндру, а клапан связан с оптическим детектором. На фиг. 1 изображено устройство, продольный разрез; на фиг. 2 - часть сечения резальной камеры; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - резальная камера, продольный разрез; на фиг. 5 - план приводного механизма; на фиг. 6 - схема электрической регулировки системы. Плавильная печь 1 имеет в дне ряд сопел 2. Расплавленное стекло в печи 1 имеет возможность вытекать наружу через эти сопла с образованием соответствующего числа стеклянных нитей 3. Стеклянные нити 3 покрываются агентом с помощью устройства 4, а затем соединяются в единый жгут 5 с помощью собирающего ролика 6. Затем этот жгут направляется в резальную камеру 7. Резальная камера 7 опирается на раму 8, под которой вдоль соответствующей конвейерной системы движется основание 9. Выхлопная труба 10 присоединяется к резальной машине 7 для отвода летучих материалов от снабженного покрытием жгута 5. Электродвигатель 11 укреплен на опоре 12, прикрепленной к раме 8. Шкив 13 устанавливается на валу двигателя 11 для передачи энергии посредством ремня 14 к приводному механизму, расположенному позади камеры 7. Цилиндр 15 с поршнем 16 также шарнирно опирается на соответствующий опорный элемент 17, прикрепленный к раме 8.
Жгут 5 из собирающего ролика 6 проходит через направляющий ролик 18 и упирается в поверхность подающего ролика 19. Подающий ролик 19 служит также для создания напряжения в нитях 3, благодаря чему стеклянные нити 3 постоянно натягиваются при вращении этого ролика с больпюй скоростью. Жгут 5, прощедщий по ролику 19, вводится в зазор между подающим роликом 19 и режущим роликом 20, который находится в принудительном контакте с подающим роликом 19, причем это усилие регулирует цилиндр 21.
Следовательно, жгут разрезается наклонными режущими кро.мка.ми, образованными по верхности режущего ролика 20, на отдельные отрезки 22, длина которых определяется числом режущих кромок и скоростью вращения режущего ролика 20. Образованные отрезки жгута падают на основание 9 и накапливаются там. Режущий ролик
20неподвижно зак-реплен на одном конце режуще1о вала 23.
Одна сторона базовой плиты 24 щарнирно опирается на вал 25, который, в свою очередь, вращается в подшипниковых опорах 26. Другая сторона базовой плиты 24 снабжена узлом 27, к которому шарнирно присоединен поршень 16 цилиндра 15.
Реверсивная - образная опорная плита 28 крепится к верхней поверхности базовой плиты 24. Далее, плоская опорная плита 29 крепится к одной стороне вертикального участка опорной плиты 28 так, что плита 29 проходит параллельно базовой плите 24. Цилиндр 21 установлен неподвижно на противоположной стороне вертикального участка опорной плиты 28, а поршень 30 цилиндра
21расположен параллельно опорной плите 29.
На плоской опорной плите 29 и.меется пара параллельных направляющих дорожек 31, на которых покоится ползун 32. Ползун 32 имеет пару выступов 33 и 34. Верхняя часть поршня 30 цилиндра 21 присоединяется к выступу 33 ползуна 32, а один конец стержня 35 присоединяется к другому выступу 34. Другой конец стержня 35 находится во фракционном контакте со стопором 36, неподвижно установленномна опорной плите 29. Следовательно, ползун 32 перемещается по дорожкам 31 при втягивании и выдвигании поршня 30. На ползуне 32 закреплен пластинчатый элемент 37, на котором посредством опор 38, прикрепленных к пластинчатому элементу 37, установлен
полый опорный эле.мент 39. Вал 40, на одном конце которого находится подающий ролик 19, проходит сквозь опору 39.
Конец пластинчатого элемента 37 изогнут вниз для образования вертикальной опорной плиты 28. На нижне.м конце вертикальной пластины 41 неподвижно установлен механизм 42.
На реверсивной L-образной опорной плите 28 посредством пары опорных элементов крепится полая опора 43, причем опорные элементы 44 кренятся к стержню 35. Вал 23, один конец которого крепится к режущему ролику 20, а другой конец несет на себе шкив 45, проходит сквозь полую опору 43. Шкив 46 находится на одном конце вала 25 и ремень 47 переброшен через шкивы 46 и 45. Шкив 48 выполнен заодно со шкивом 46Следовательно, вращение электродвигателя 11 передается через щкивы 13, 48, 46 и 45 и ре.мни 14 и 47 режущему валу 23 для вращения режущего ролика 20 с установленной скоростью, так что вращение режущего ролика 20 передается подающему ролику 19, относительно режущего ролика 20.
Регулирующая система содержит оптическое устройство, сигнальное устройство 49, электромагнитный клапан Уи цилиндр 15 для компенсации изменений направления падения отдельных отрезков жгута.
Светоприемное устройство 50 содержит пару элементов 50 а и 50 Ь, принимающих свет по обе стороны QT скорректированного пути прохождения отрезков 22 для определения отклонения от этого пути и для формирования сигнала о направ.аении этого отклонения.
Например, когда этот путь отклоняется влево, свет, посылаемый устройством 51, излучающим свет на светоприемный элемент 50 а, перекрывается, в то время как элемент 50 b еще принимает свет. При перекрывании света, направленного к элементу 50 а, устройство 50 создает электрический сигнал, который попадает на регулирующее устройство 49 для получения команды от электромагнитного двухходового клапана V, направляющего среду давления к цилиндру 15 для выдвигания поршня 16, что перемещает один конец базовой плиты 24 до тех пор, пока сигнал не прекратится. Соответстветано, подаюц ий ролик 19 оказывается несколько выше режущего ролика 20 и, следовательно, восстанавливается точное направление падения.
Изменение направления падения жгута определяется фотоэлектрическим детекторо.м. Однако количество и определенное расположение оптических элементов, описанное выше, является только примером системы и может быть использовано иное расположение.
Таким образом, направление падения отдельных отрезков жгута реализуется так, что отрезки жгута равномерно падают на
)вание для последующего образования из них плиты, имеющей равномерную толщину.
Формула изобретения
1. Устройство для изготовления стекло волокнистой плиты, BKvTtoMarouie раму, конвейер, режущий ролик, опору для режущего ролика, привод и подакэщий ролик, отличающееся тем, что, с целью обеспечения постоянного направления падения и равномерного распределения стеклянных нитей, устройство снабжено опорой для режущего рсглика, шарнирно прикрюпленной к раме, механизмом для закрепления подающего ролика параллельно режущему ролику, напрмиляющим роликом, оптическим детектором и механизмом для изменения положения подающего ролика относительно режущего ролика.
2.Устройство по п. 1, отличающееся тем, что механизм для закрепления подающего ролика параллельно режущему ролику снабжен направляющими, установленным, в них ползуном, цилиндром с поршнями, присоединенными к ползуну, а подаю ций ролик оперт на ползун,
3.Устройство по пп, 1-2, отличающееся тем, что механизм для изменения положения подающего ролика относительно режущего ролика снабжен дополнительным цилиндром, щарнирно опертым на раму, поршнем, свободный конец которого шарнкрно прикреплен к концу опоры для режущего ролика, и клапаном, присоединенным к дополнительному цилиндру, а клапан связан с оптическим детектором.
Источники информации, принятые во внимание при экспертизе
1. Патент Японии №27089, кл. 42Е1, 1975.
:
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения рубленных пучков из стекловолокна | 1978 |
|
SU967273A3 |
| Устройство для резки непрерывныхВОлОКОН | 1977 |
|
SU797569A3 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПИЩЕВОГО ТЕСТА (ВАРИАНТЫ) | 2000 |
|
RU2201083C2 |
| Фильерная пластина для вытягивания стекловолокна | 1976 |
|
SU948287A3 |
| Устройство для вытягивания стекловолокна | 1980 |
|
SU1072798A3 |
| Устройство для выработки стекловолокна | 1978 |
|
SU890970A3 |
| ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2005 |
|
RU2368469C1 |
| Машина для разделения и перемотки полотна | 1988 |
|
SU1637661A3 |
| Устройство для удаления ястыков икры у рыбы | 1988 |
|
SU1831290A3 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ПИЩЕВОГО ТЕСТА И СПОСОБ РАСКАТКИ ПИЩЕВОГО ТЕСТА | 2013 |
|
RU2581231C1 |
д.
A/j.f
