Изобретение относится к области станкостроения и может быть иснользовано в ставках для заточки многолезвийного инструмента, .например торцовых фрез, в случае, когда деление и угловое базирование производится по зубьям затачиваемого инструмента.
Известны механизмы деления для заточки торцовых фрез, включающие шпиндель, червячную передачу и гидродвигатель, фреза укреплена на шпинделе и прижата своим зубом к качающейся упорке, установленной на державке, подвижно ом1Онтирова1Нной в корпусе, на державке имеется флажок, взаимодействующий с датчиком 1.
К недостаткам данного механизма следует отнести .невысокую точность деления вследствие того, что колебание давления в гидросистеме вызывает значительное колебание усилия прижима фрезы к упор,ке, низкую жесткость.
Цель изобретения состоит в повышении точности деления путем обеспечения постоянства усилия прижима.
Данная цель достигается тем, что механизм снабжен зубчатой передачей, одна из шестерен которой расположена на валу гидрод вигателя, а другая - закреплена на червяке, установленном с возможностью
свабодного вращения на общем штоке введенных в механизм гидроцилиндров, каждый из которых снабжен датчиком конечного положения.
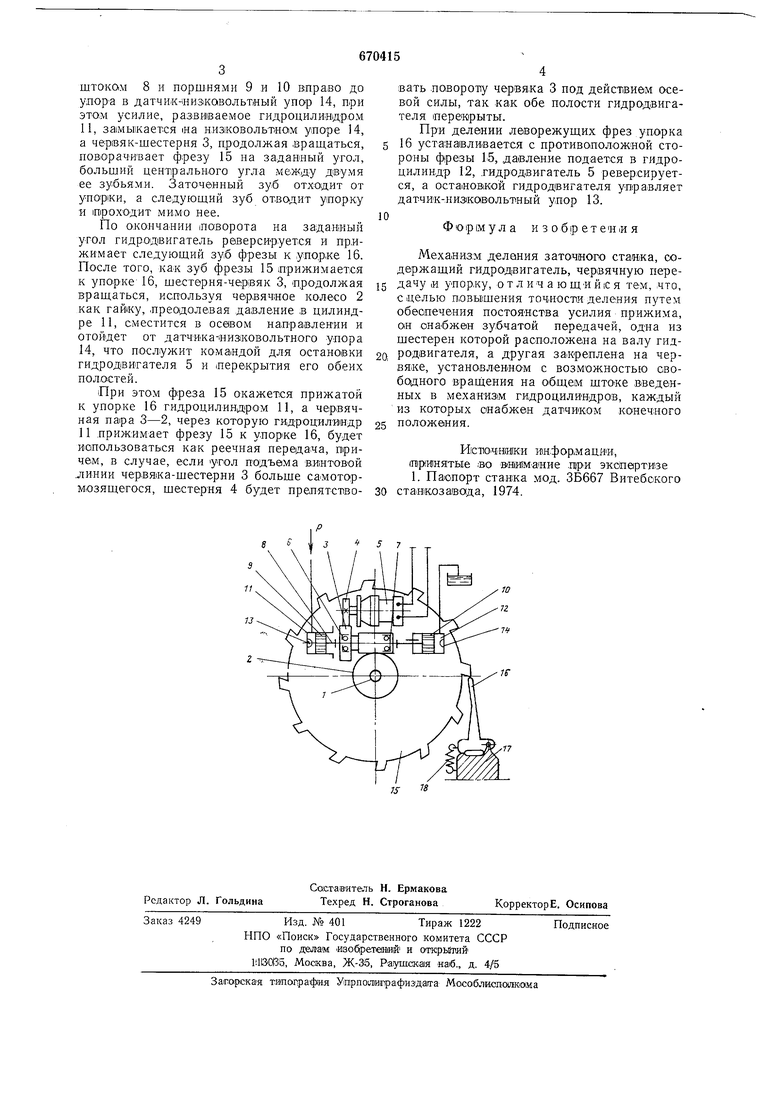
На чертеже схематически показан механизм деления.
На шпинделе 1, укреплено червячное колесо 2, зацепляющееся с шестерней-червяком 3, зацепляющаяся с шестерней 4, укрепленной иа валу гидродвигателя 5.
Шecтeplня-iчepвяк 3 смонтирована на njaрикоподщинниках 6 и 7 на штоке 8, несущем по -концам поршни 9 и 10, находящиеся 1В гидроцилиндрах 11 и 12. В цилиндре
12 имеется шпонка, обеспечивающая поступательное перемещение штока 8 с поршнями 9 и 10. В крышках цилиндра 11 и 12 смонтированы датчики-низковольтные упоры 13 и 14.
На Шпинделе 1 укреплена фреза 15, прижатая зубО|М к упорке 16, подвижно смонтированной в корпусе 17 и прижатая к последнему 18.
Механизм работает следующим образом.
Вращаясь, гидродвигатель 5 через шестерню 4 вращает шестерню-червяк 3, при этом шестерня-червяк 3 под действием давления в цилиндре 11 по червячному колесу, как по гайке, смещается вместе со
штоком 8 и поршнями 9 и 10 вправо до улорЗ в датчИК-щиэковольтный упор 14, при это:м усилие, развиваемое гидроцилиидром 11, за1мы1кается «а низковольтном упоре 14, а червя к-шестерня 3, иродолжая врашаться, поворачивает фрезу 15 на заданный угол, больший центрального угла между двумя ее зубьями. Заточенный зуб отходит от , а следуюш1ий зуб отводит уоорку и проходит мимо нее.
По ОХопчании поворота на задан кый угол гидродвигатель реверсируется и прижимает следующий зуб фрезы к упорке 16. После того, кЯК зуб фрезы 15 прижимается к упорке 16, шестерня-червяк 3, продолжая врашаться, используя червячное колесо 2 как гайку, преодолевая давление в цилиндре 11, сместится в осевом направлении и отойдет от датчика-пиз1ковольтного упора 14, что послужит командой для остановки гидродвигателя 5 и перекрытия его обеих полостей.
При фреза 15 окажется прижатой к упорке 16 гидроцилипдром 11, а червячная пара 3-2, через которую гкдроцнлиндр II приж:имает фрезу 15 к упорке 16, будет использоваться как реечная пере да;ча, причем, в случае, если угол подъема винтовой .линии червяка-шестерни 3 больше са мотормозяшегося, шестерня 4 будет препятст1вовать повороту червяка 3 под действием осевой силы, так как обе полости гидродвигателя перекрыты.
При делении леворежущих фрез упор к а 16 устанавливается с противоположной стороны фрезы 15, давленле подается в гидроцилиндр 12, .гидродвигатель 5 ревер:сируется, а остаиовкой гидродвигателя управляет датчик-низ1ковольтный упор 13.
Ф о р (м у л а и 3 о б р е т е н |И я
Механизм делания заточнОГО стайка, содержаший гидродвигатель, червячную передачу ,и упорку, от л ич а ющИЙ|С я тем, что, с целью повышения точ-ности деления путем обеопечения постоянства усилия прижима, он снабжен зубчатой передачей, одна из шестерен которой расположена на валу гидродвигателя, а другая закреплена на червяке, установленном с возможностью свободного вращения на об|Ше1М штоке введенных в механизм гидроцилипдров, каждый из которых снабжен датчиком конечного
положения.
Источники внформацин, етрмнятые ®о ви1Ма1Ние дрн экспертизе 1. Паспорт станка мод. ЗБ667 Витебского станкозавода, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Полуавтомат для заточки мелкомодульных червячных фрез | 1981 |
|
SU1024235A1 |
| ГИДРОФИЦИРОВАННЫЙ СТАНОК ДЛЯ ЗАТОЧКИ ПРОТЯЖЕК | 1971 |
|
SU310783A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Полуавтомат для заточки червячных фрез | 1988 |
|
SU1565655A1 |
| Зубошлифовальный станок для конических колес с круговыми зубьями | 1974 |
|
SU518287A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА С винтовыми КАНАВКАМИ | 1971 |
|
SU299330A1 |
| Станок для заточки зубьев многолезвийного фасонного инструмента | 1976 |
|
SU737193A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ПРОДОРОЖИВАНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1970 |
|
SU285457A1 |
| Устройство автоматического отключения принудительного вращения червячной передачи стола металлорежущего станка | 1990 |
|
SU1768357A1 |
