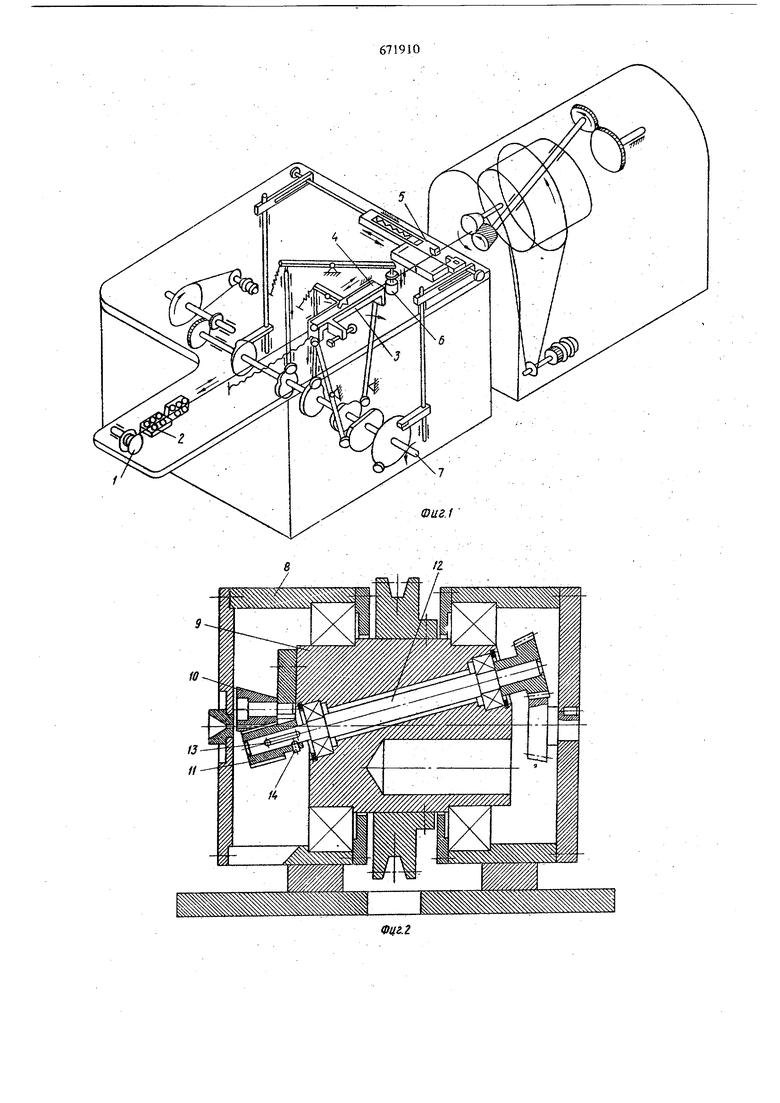
I ,.; Изобретение относится к автоматическим уст ройствам для изготовления изделий из проволоки, в частности к устройству для заточки конца проволоки в автоматах для изготов ения булавок. Известно устройство для заточки конца про волоки к автомату для изготовления изделий из проволоки, содержащее корпус с располо- . женными в нем вращающейся втулкой и двумя смонтированными противоположно на ее торде коническими роликалв1,соприкасающимися боковыми сторонами. При этом один из, роликов жес1ко скреплен со втулкой и имеет отверстие для подачи проволоки, проходящее по оси вту ки, а другой установлен с возможностью вращения вокруг оси, связан с индивидуальным приводным валом, установленным в подшипниках во вращающейся втулке, и выполнен с фрезерными насечками на наружной поверхности 1 . Недостаток этого устройства заключается в недостаточно высокой производительности, так как быстрый износ рабочей части ролика с фречерпой насечкой, ограниченной зоной заточки булавки, требует частой замены э1гйх роликов, что сопряжено с переналадкой автомата. Цель изобретения - повышение производительности автомата путем увеличения по длине рабочей части ролика с фрезерными насечкалт в обеспечении возможности перемеще1шя этого ролика относительно зоны заточки проволоки. Указанная цель достигается тем, что в предлагаемом устройстве, ролик с- фрезерными насечками имеет цилиндрическую форму а ось приводаого вала расположена под углом к оси вращающейся втулки. На фиг. 1 изображена кинематическая схема автомата для изготовления изделий из проволоки с устройством для заточки конца проволоки; на фиг. 2 - устройство для заточки конца проволоки, разрез по оси; на фиг. 3 - то же, без крышки, вид сбоку. Автомат для изготовления булавок собран на общем основании и содержит катуигку 1 с проволокой, рихтбвочное приспособление 2 роликового типа, механизм подачи, рыполненный в виде ползуна 3 с планкой 4, мгхаш1зм формовки со штампом 5 и прижимом 6. Все
указанные механизмы приводятся в действие через кулачковыйвал 7 от электродвигателя.
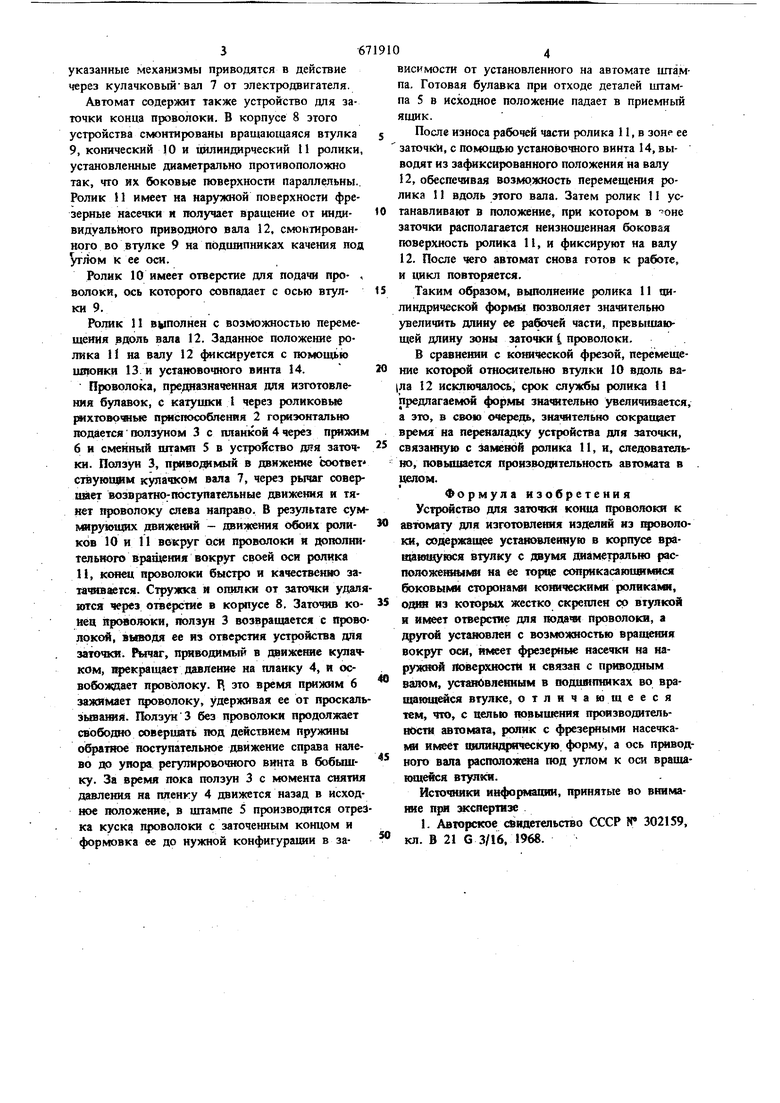
Автомат СХ5держит также устройство для заточки коица проволоки. В корпусе 8 этого устройства смонтированы вращающаяся втулка 9, конический 10 и цилиндирческий 1 ролики, установленные диаметрально противоположно так, что их боковые поверхности параллельны.. Ролик 11 имеет на наружной поверхности фрезерные насечки и получает вращение от индивидуального приводного вала 12, слюнтированкого во втулке 9 на подишпниках качения под глом к ее оси.
Ролик 10 имеет отверстие для подачи про- , волоки, ось которого совпадает с осью втулки 9.
Ролик 11 выполнен с возможностью перемещения вдоль вала 12. Заданное положение ролика И на валу 12 фиксируется с помощью ияюнки 13 и установочного винта 14.
Проволока, предназначенная ддя изготовления булавок, с катушки 1 через роликовые pifXTOBOvibie приспособления 2 горизонтально подается ползуном 3 с планкой 4 через прияжм б и сменный штамп 5 в устройство дяя заточки. Ползун 3, приводамый в движение соответ стауюидам кушачком вала 7, через рычаг совершает возвратно-поступательные движеш я и тянет проволоку слева направо. В результате суммирующих движею й - движения обоих роликов 10 и 11 вокруг оси проволоки я дополнителыюго враще1шя вокруг своей оси ролика 11, конец проволоки быстро и ка кственж) затафгаается. Стружка и опилкн от заточки удаляются через отверстае в кортусе 8. Заточив конец проволоки, 1юлзун 3 возвращается с проволокой, выводя ее из отверстия устройства для заточю. Рычаг, приводимьш в даиженне кулачком, екращает давление на планку 4, и освобождает проволоку. 1 зто время прижим 6 зажимает проволоку, удерживая ее от проскальзыватт. Ползун3 без проволоки продолжает свободно совершать под действием пружины обратное поступательное движение справа налево до упора регулировофюго винта в бобышку. За время пока ползун 3 с момента снятия давлекня на пленку 4 движется назад в исходное положение, в щтампе 5 производится отрезка куска проволоки с заточенным концом и фор|« вка ее до нужной конфигурадаи в зависимостн от установленного на автомате штампа. Готовая булавка при отходе деталей штампа 5 в исходное положение падает в приемный яшик.
После износа рабочей части ролика 11, в зоне ее заточкИ, с помощью установочного винта 14, выводят из зафиксированного положения на валу 12, обеспечивая возможность перемещения ролика 11 вдоль этого вала. Затем ролик 11 устанавливают в положение, при котором в заточки располагается неизношенная боковая поверхность ролика 11, и фиксируют на валу 12. После чего автомат снова готов к работе, и цикл повторяется.
Таким образом, выполнение ролика 11 цилиндрической формы позволяет значительно увеличить Д1шиу ее рабочей части, превышак)щей длину зоны заточки { проволоки.
В сравнении с котшческой фрезой, переккщение которой относительно втулки 10 вдоль вала 12 исключалось, срок службы ролика 11 предлагаемой формы значительно увеличивается, а это, в свою очередь, зна%1тельно сокращает время на переналадку устройства для заточки, связанную с заменой ролика 11, и, следовательно, повышается производательнрсть автомата в целом.
Формула изобретения Устройство дпя заточки конца проволоки к автомату для изготовления изделий из 1фоволоки, содержащее установленную в корпусе вращающукюя втулку с двумя диаметрально распопожешш на ее rofsus с(Н1рикасаю1Ш(м1ся боковыми сторонам когшческими роликакш, ОДЮ1 из которых жестко скреплен со втупм}й и имеет отверстие дпя проволоки, а ;фугой устзж влен с возможностью ърящкаия вокруг оси, имеет фрезерные насечки на наружш й лйшерхиостй и связан с приводным валом, установленным в подцшпниках во вращающейся втулке, отличающееся тем, что, с целью повыиюния производительности автомата, ропик с фрезерными насечкаtm имеет «клиндрическую форму, а ось приводного вала расположена под углом к оси вращающейся втулки.
Источники информации, принятые во внимаwie жспертизе
1. Авторское (идетельство СССР W 302159, кл. В 21 G 3/16, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 1971 |
|
SU302159A1 |
| Устройство для заточки конца проволоки к автомату для изготовления изделий из проволоки | 1977 |
|
SU683842A1 |
| Автомат для изготовления изделий из проволоки | 1973 |
|
SU440193A1 |
| Автомат для изготовления изделий из проволоки | 1973 |
|
SU440192A1 |
| Механизм заточки к автомату для изготовления изделий из проволоки типа булавок | 1974 |
|
SU499015A1 |
| Автомат для изготовления изделий из проволоки | 1980 |
|
SU917890A1 |
| Устройство для изготовления из проволоки застегивающихся булавок | 1950 |
|
SU97237A1 |
| Устройство для изготовления изпРОВОлОКи издЕлий ТипА булАВОК | 1979 |
|
SU797831A1 |
| Устройство для изготовления из проволоки деталей типа штырей | 1982 |
|
SU1180129A1 |
| Автомат для изготовления изделий из проволоки | 1990 |
|
SU1719141A1 |