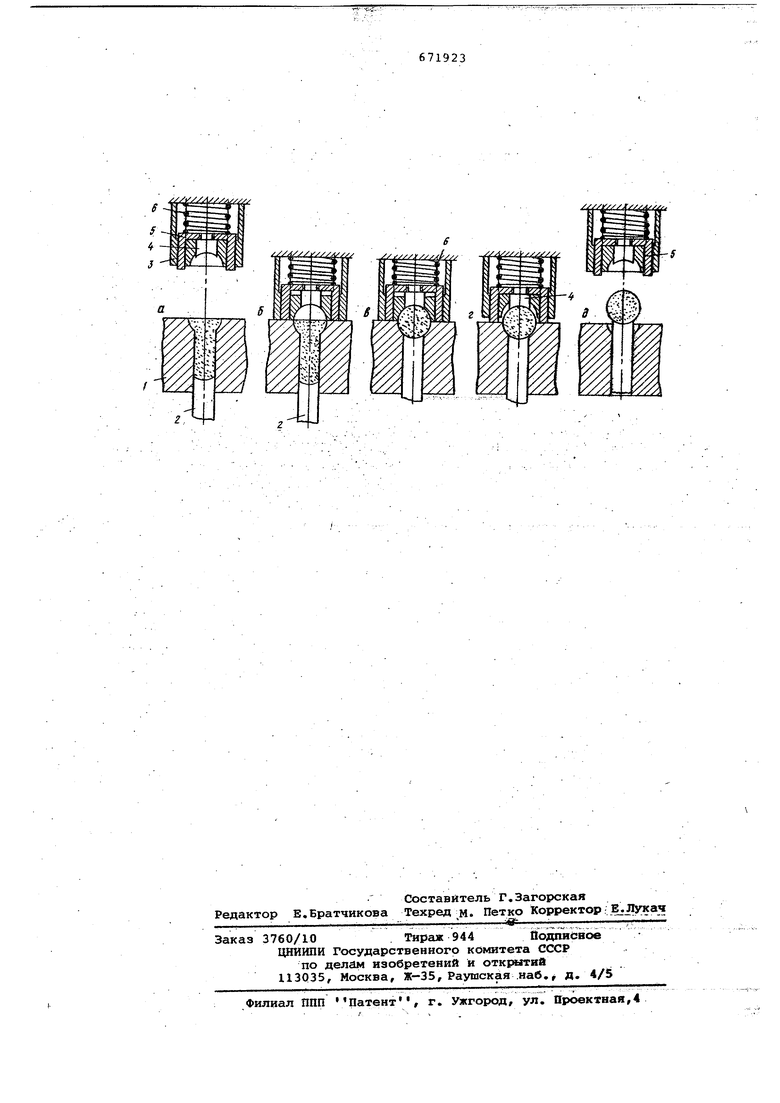
Изобретение относится к порсяакбво металлургии, а именно к пресс-формам для прессования изделий из порсшка. Известна пресс-форма для прессова ния изделий 1СЛОЖНОЙ: формы, состоящая из матрицы, нижнего пуансона и верхнего пуансона-матрицы, имеющего глухую формующую полость. Пуансонматрица выполнен с конической наружной поверхностью и снабжен внешним кольцевым .элементом, который охватывает пуансон-матрицу по конической наружной поверхности. Внешний кольцевой элемент обжимает пуансонматрицу, уменьшая при зтом объем полости. После уплотнения порошка внеш ний кольцевой элемент освобождает сжатую коническую поверхность пуансон атматрицы, при этом размеры полости увеличиваются и прессовка извлекается из Нее более свободно 1. Недостатком известной конструкции является то, что величина упругого расширения глухой полости, определяемая пределом упругости материала пу ансона, недостаточна для освобождения прессовки, когда стенки глухой формующей полости образуют между-собой .угол, значительно меньший угла трения порошка о поверхность пуансона или имеют вертикальный участок. Прессовка |после снятия нагрузки заклинйвается В формующей полости и при извлечении в ней образуются трещины. Для извлечения прессовки необходимо применять выталкиватель. - Известна также пресс-форма для прессования изделий из пор.сшка, вклю чающая матрицу, нижний пуансон, верхний пуансон-матрицу и установленный в нем с возможностью вертикального перемещения выталкиватель 2. Извлечение прэссовки происходит после отхода пуансо.на-матрицы вверх от зеркала матрицы. В крайнем верхнем положении выталкиватель упирается в перекладину пресса и выталкивает прессовку из формующей полости пуансона-матрицы. Недостаток такой пресс-фор1Ф1 заключается в том, что при извлечении прессовки в ней образуются трещины. Это объясняется тем, что прессовка после снятия нагрузки заклинивается в полости матрицы и в полости в хнего пуансона-матрицы. При движении пуансона-матрицы вверх она испытывает растягивающие напряжения, которые и приводят к возникновению трещин или даже разрушению п ессовки по месту разъема матрицы и пуансона-матрицы. Целью изобретения является повышение -качества спрессованных изделий сложной формы. Поставленная цель достигается тем что выталкиватель снабжен пружиной и П-обраэной скобой, вертикальные стен ки которой установлены параллельно оси пресс-формы, направлены к матрице и установлены с образованием выступов относительно торцовой поверхности пуансона-матрицы, а выталкиватель установлен с образованием выступов относительно поверхности внутренней полости пуансона-матрицы, причем высота выступов вертикальных стенок соответствует высоте выступов выталкивателя. На чертеже (a-d) схематически изображена предложенная пресс-форма Пресс-форма содержит матрицу 1, нижний пуансон 2, верхний пуансонматрицу 3. В пуансоне.-матрице 3 установлен с возможностью вертикального перемещения выталкиватель 4. На вЁлталкйвателе 4 закреплена П-образная скоба 5, вертикальные стенки которой установлены параллельно оси пресс-фор№1 и направлены к матрице 1. На выталкиватель 4 со скобой 5 в направлении выталкивания воэдейотвует пружина б, отжимая их вниз. При этом выталкиватель 4 и вертикальные стенки П-образной скобы 5 выступают из пуансона-матрицы 3. Длина вертич кальных стенок скобы 5 такова, что они выступают из пуансона-матрицы 3 на ту же величину, что и выталкиватель 4. Пресс-форма работает слёдуюьдам образом. Полость матрицы 1 заполняют порошком и опускают верхний пуансонматрицу 3 вниз до контакта с торцом матрицы 1. При этом вертикальные стенки скобы 5 упираются а торец матрицы 1 и вместе с вьатаякивателем 4 утййпий.аются в . пуансоне- матрйце, сжимая пружину б. Образуется глухая формующая полость. Затем нижним пуансоном 2 уплотняют порошок. Нижняя часть прессовки формуется в матрице 1, верхняя - в попостги пуансона-мат рицы 3. После уплотнения пс сш1ка верхний пуансон-матрицу 3 поднимают. В начале подъема выталкиватель 4, упираясь вертикальными стенками скобы 5 в торец матрицы 1, удерживается на месте пружиной 6 и выталкивает прессовку из полости верхнего пуансона-матрицы 3. После отхода верхнего пуансона-матрицы 3 нижний пуансон 2 выталкивает прессовку из полости матрицы 1. Применение изобретения позволяет повысить качество спрессованных изделий сложной формы, формующихся в полости матрицы и верхнего пуансонаматрицы, путем исключения повреждений прессовки при извлечении. В частности, изобретение может быть использог вано в твердосплавной промышленности для производства твердосплавных, шаров. Применение предложенной пресс-формы т:озволяет прессовать их полным про- филем, что значительно увеличивает производительность труда и уменьшает, потери твердого сплава за счет уменьшения припуска на дальнейшую обработку.. . Формула изобретения Пресс-форма для прессования изделий, из порошка, включающая матрицу, нижний пуансон, верхний пуансонматрицу и установленный в нем с возможностью вертикального перемещения выталкиватель, отличающаяся тем, что, с целью повышения качества СЛрессОваиных изделий сложной формы, выталкиватель снабжен пружиной и П-образной скобой, вертикальные стенки koтopoй установлены параллельно оси пресс-форг«и, направлены к матрице и установлены с образованием выступов относительной торцовой поверхности пуансона-матрицы, а выталкиватель установлен с образованием выступов относительно поверхности внутренней полости пуансо1На-матрицы, причем высота выступов вертикальных стенок соответствует высоте выступов -вьзталкивателя. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №582907, кл. В 22 F 3/02, 1975. 2.Радомасельский И.Д. и др. Прессформы для порошковой металлургии, Киев, Техника, 1970, с. 63-64, рис. 45.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования изделий сложной формы из порошка | 1990 |
|
SU1752510A1 |
| Пресс-форма для прессования изделий из порошка | 1988 |
|
SU1556815A1 |
| Пресс-форма для двухстороннего прессования изделий сложной формы из порошков | 1978 |
|
SU685437A1 |
| Пресс-форма | 1986 |
|
SU1315135A1 |
| Пресс-форма для прессования изделий из порошка | 1985 |
|
SU1324760A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Пресс-форма для прессования изделий из порошка | 1984 |
|
SU1194576A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ НЕФОРМУЮЩЕГОСЯ ПОРОШКА КАРБИДОСТАЛИ В ОБОЛОЧКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2369465C2 |
| Устройство для прессования порошка | 1980 |
|
SU942885A1 |