1
Изобретение относится к сварке соединений, преимущественно из легких сплавов, и может быть использовано в различных отраслях народного хозяйства при производстве тонкостенных конструкций.
Известно устройство для сварки и деформирования, которое содержит сварочный полуавтомат и механизм деформирования в виде ролика с охлаждением Наличие ролика обеспечивает принудительное формирование сварного шва при сварке вертикальных швов 1.
Однако незначительная деформация металла шва не позволяет использовать данное устройство для термомеханической обработки сварных соединений.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для дуговой сварки в среде защитных газов и деформирования сварного шва, содержащее сварочную горелку и механизм деформирования, которые укреплены на консоли сварочного автомата 2,
В этом устройстве механизм деформировакия закреплен на консоли отдельно от сварочной горелки и может перемещаться относительно нее в двух плоскостях по двум ползунам.
Однако деформирование металла шва либо околошовной зоны может осуществляться только на определенном расстоянии от сварочной горелки. Приблизить механизм деформирования непосредственно к горелке невозможно. Следовательно, нев озможно производить деформирование металла шва в области высоких температур. Это отрицательно
0 сказывается на качестве сварных соединений, особенно при сварке термически упрочняемых материалов.
Целью изобретения является повьндение качества сварных соединений путем
5 снижения пористости и окисных включений в металле шва и устранения остаточных сварочных деформаций.
Поставленная цель достигается тем, что меха;низм деформирования выполнен
0 в виде пс5следовательно установленных в корпусе сварочной горелки соосно с ним фигурных втулок, причем на торце крайней втулки выполнен ударный выступ, а на противоположном торце
5 другой крайней втулки установлен ударный инструмент. На втулках выполнены вырезы для тазо-,токоподводящих и водоохлаждаюиЬх шлангов.
На рабочем торце нижней втулки
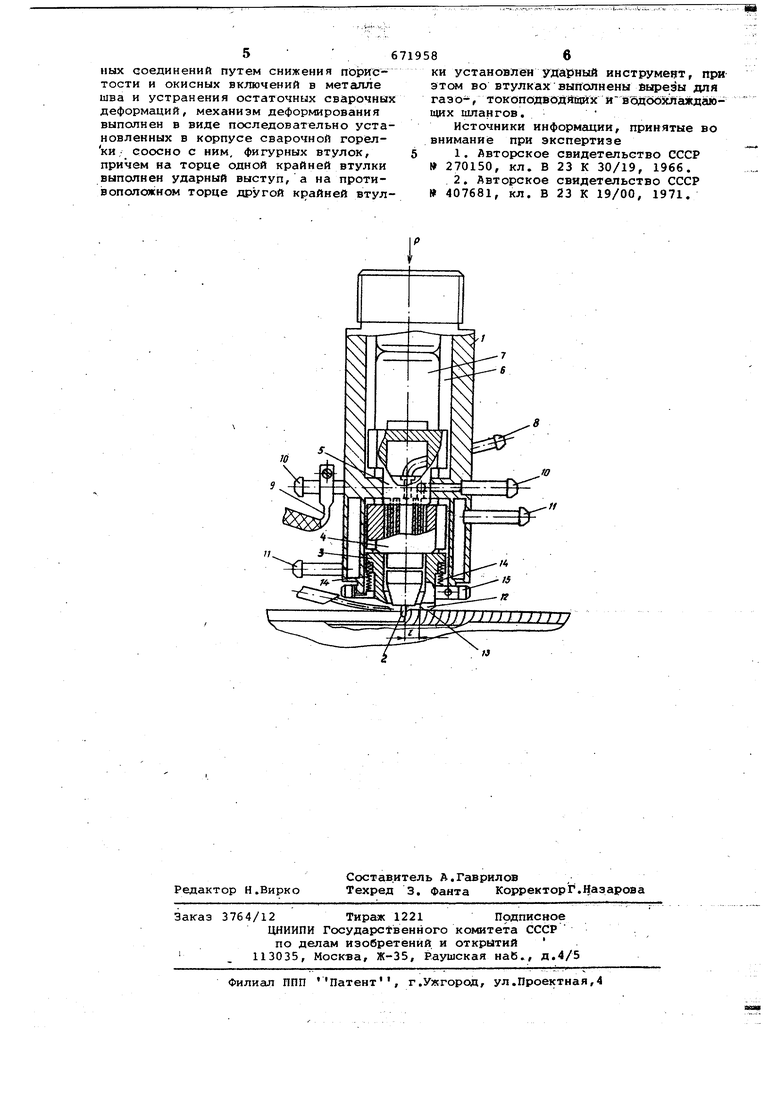
0 может быть выполнено несколько удар3ных выступов для обработки не только околошовной зоны, но и зоны оплавления, что улучшаетгеометрию сварного . На чертеже представлено устройство для дуговой сварки, разрез. Предлагаемое устройство выполнено следующим образом. В корпусе 1 сварочной горелки с электродом 2 установлены с возможностью продольного перемещения фигурные, втулки 3-5 (корпус сварочной горелки играет роль направляющей). Втулки имеют буртики (типа шпонки которыми они вставлшотся в П-образный пах б корпуса. Это предохраняет втулк от перемещения их при работе в окружном направлении. Верхняя фигурная вту ка 5 выполнена в виде стакана, на на ружную поверхность дна которого опира ется ударный инструмент - боек 7, свя занный с ударным приводом (на чертеже не показан). Фигурная втулка 5 имеет вырезы для шланга 8 и токоподвода 9. Охлаждение горелки осущестйляётся через водоохлаждающие шланги 10. Чтобы меньше нагревалась наружная поверхность корпуса, предусмотрена дополни тёльная камера, в которую вода постунает Через водобхлаждающие шланги 11 Вгулка 3 выполнена с выступом .12 на рабочем торце 13. Ударный в1ысту 12 должен располагаться , непосредствен но над сварным швом в момент обработк металла шва.| При деформировании зоны оплавления на рабочем торце 13 втулки 3 могут быть дополнительные боковые выступы (на чертеже не показаны). Рабочий тОрец 13 втулки 3 также . может быть выполнен в виде эллипса, вытянутого вдоль Оси шва (на чертеже не показано). Расстояние от оси электрода 2 сварочной горелки 1 до ударного выступа 12 выбирается, исходя из т1мперй%у С ных условий деформирования, в соответ ствий с изменение диаметра рабочего торца 13 втулки з.----у Для фиксации втулки 3 в корпусе 1 предусмотрены пружина 14 и гайка 15. .Предлагаемое устройство работает следующим образом. Перед сваркой изделия, в зависимости от марки сплава, выбирается требуемая конфигурация нижней втулки 3 с ударным выступом 12. Расстоя Ив от оси электрода 2 сварочной горелки 1 до ударного выступа 12 выбирается также в зависимр ти от скорости Ъвафки. Йзйей1 Н1Гё э б1 Ьрасстояния, а следовательно, режим деформирования при температуре выше температуры неравновесного солидура осущест аляется изменением наружногр диаметра1 втулки 3 в нижней её частй. Зат&4 устанавливается требуемое давление воздух1а в ударном механизме
671958 После возбуждения сварочной дуги и начала сварки Ьжатый воздух подают в ударный механизм. Одновременно со сваркой начинается ударная обработка металла шва . Ударный боек 7 совершает возвратнЬ-поступательное движение, ударяя по втулке 5, которая перемещается и производит последовательно удар по втулке 4, а затем по втулке 3. Втулка 3 своим ударным выступом 12 производит ударную обработку металла шва при выбранной температуре, т.е. производится термомеханическая .обработка сварного соединения непосредственно в момент его образования. По окончании процесса сварки гасится сварочная дуга и отключается ударный механизм. Пример. При сварке неплавящимся электродом в среде аргона алюминиевых сплавов ЙМгб,01915 толщиной б мм встык со скоростью сварки 18- 20 м/ч однофазной дугой сила тока составляет 340-350 А. Температура неравновесного солидуЛ са для сплава ДМгб . Деформиройание производят при температуре 460-480 0, скорость сваджи 17 м/ч, расстояние по оси шва от электрода сварочной горелки 30-32 мм. Поэтому внутренний диаметр рабочего торца втулки 3 выбирают равным 30 мм. На этом расстоянии ударный ваступ произведет деформирование металла шва. Степень деформации для материала АМгб выбирают в пределах 1215%. Для такой деформации давление воздуха в ударном механизме 1,21,5 ати. Внедрение предложенного устройства дуговой сварки при изготовлении крупногабаритных изделий из материгша АМгб ПОЗВОЛИТ: -полностью устранить остаточные сварочные деформации; -повысить качество сварных швов за счет снижения пор и окисных включений в металле шва - повысить гермётнчность сварных соединений за счет уплотнения металла шва и околошовной зоны. При сварке тёрмоупрочняемых материалов типа 01915, 01911 и других вй.едрение предлсясенного технического решения позволит получить качественные сварные соединения с высокими механическими свойствами. Экономический эффект от внедрения предложенного устройства составит более 100 тыс.руб. i/ Формула изобретения Устройство для дуговой сварки, содержащее сварочную горелку с корпусом и механизм деформирования сварного шва, отличающёес я тем. что, с целью повышения качества свар
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1982 |
|
SU1018830A1 |
| Способ изготовления сварных соединений | 1979 |
|
SU789258A1 |
| Устройство для дуговой сварки | 1979 |
|
SU880680A1 |
| Способ получения сварных соединений | 1982 |
|
SU1052357A1 |
| Способ дуговой сварки неплавящимся электродом | 1981 |
|
SU1183320A1 |
| Способ получения сварных соединений | 1984 |
|
SU1191236A1 |
| Способ сварки плавлением | 1979 |
|
SU859074A1 |
| Способ изготовления сварных соединений | 1986 |
|
SU1389968A1 |
| Способ изготовления сварных соединений | 1985 |
|
SU1320038A1 |
| Способ изготовления сварных соединений | 1990 |
|
SU1738561A1 |
ных соединений путем снижения по|ристости и окисных включений в металле шва и устранения остаточных сварочных деформаций, механизм деформирования выполнен в виде последовательно установленных в корпусе сварочной горелки соосно с ним, фигурных втулок, причем на торце одной крайней втулки выполнен ударный выступ, а на противоположном торце другой крайней втулW
ки установлен ударный инструмент, при этом во втулках выполнены вырезы для газ о-, токоподводйщйх и ведЬд йаждающих шлангов.
Источники информации, принятые во внимани1е при экспертизе
fo
ft
13
