Изобретение относится к обработке металлов давлением, 9 частности х оборудованию для изготовления трубчатых изделий из листового металла.
Цель изобретения - повышение надежности устройства и качества получаемых изделий за счет увеличения точности их геометрических размеров.
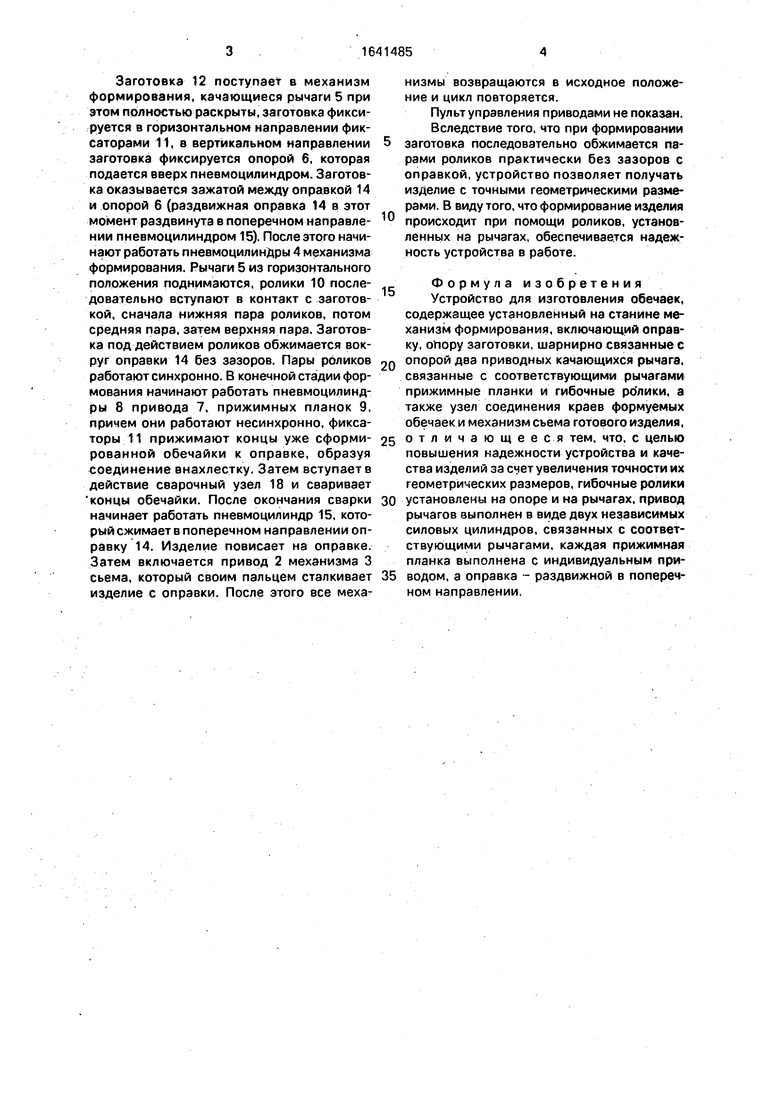
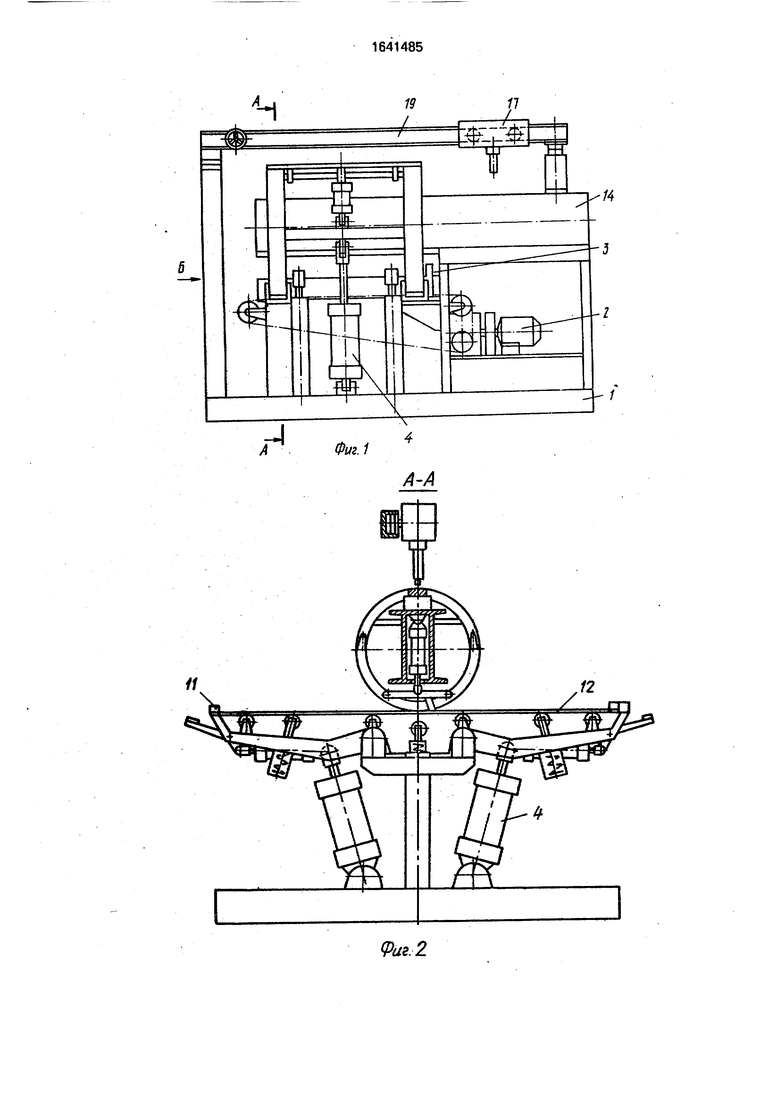
На фиг.1 показано устройство, общий вид, вид сбоку; на фиг.2 - сечение А - А на фиг.1 (в момент перед началом формирования); на фиг.З - вид 5 на фиг.1 (в конечной стадии формирования изделия).
Устройство состоит из станины 1, на которой установлен привод 2 механизма съема готовых изделий, механизм 3 съема, пневмо- циямндры 4 механизма формирования, имеющего качающиеся рычаги 5, шарнирко связанные с опорой 6. Рь чаги 5 имеют приаоды в виде силовых цилиндров 7 и несут пневмо- цилиндры 8 прижимных планок 9. На рычагах 5 и опоре 6 симметрично установлены гибочные ролики 10. Рычаги имеют фиксаторы 11 заготовки 12 Опора б выполнена с пневмоцилиндром 13.
Механизм формирования содержит также оправку 14 с пневмоцилиндром 15 для раздвиженич ее секторов 16 в поперечном направлении.
Устройство содержит также каретку 17 со сварочным узлом 18, перемещаемую по направляющим 19.
Устройство иаботает следующим образом.
Заготовка 12 поступает в механизм формирования, качающиеся рычаги 5 при этом полностью раскрыты, заготовка фиксируется в горизонтальном направлении фиксаторами 11, в вертикальном направлении заготовка фиксируется опорой 6, которая подается вверх пневмоцилиндром. Заготовка оказывается зажатой между оправкой 14 и опорой 6 (раздвижная оправка 14 в этот момент раздвинута в поперечном направлении пневмоцилиндром 15). После этого начинают работать пневмоцилиндры 4 механизма формирования. Рычаги 5 из горизонтального положения поднимаются, ролики 10 последовательно вступают в контакт с заготовкой, сначала нижняя пара роликов, потом средняя пара, затем верхняя пара. Заготовка под действием роликов обжимается вокруг оправки 14 без зазоров. Пары роликов работают синхронно. В конечной стадии формования начинают работать пневмоцилиндры 8 привода 7, прижимных планок 9, причем они работают несинхронно, фиксаторы 11 прижимают концы уже сформированной обечайки к оправке, образуя соединение внахлестку. Затем вступаете действие сварочный узел 18 и сваривает концы обечайки. После окончания сварки начинает работать пневмоцилиндр 15, который сжимает в поперечном направлении оправку 14. Изделие повисает на оправке. Затем включается привод 2 механизма 3 сьема, который своим пальцем сталкивает изделие с оправки. После этого все механизмы возвращаются в исходное положение и цикл повторяется.
Пульт у правления приводами не показан.
Вследствие того, что при формировании заготовка последовательно обжимается парами роликов практически без зазоров с оправкой, устройство позволяет получать изделие с точными геометрическими размерами. В виду того, что формирование изделия происходит при помощи роликов, установленных на рычагах, обеспечивается надежность устройства в работе.
Формула изобретения
Устройство для изготовления обечаек, содержащее установленный на станине механизм формирования, включающий оправку, опору заготовки, шарнирно связанные с
опорой два приводных качающихся рычага, связанные с соответствующими рычагами прижимные планки и гибочные ро лики, а также узел соединения краев формуемых обечаек и механизм съема готового изделия,
отличающееся тем, что, с целью повышения надежности устройства и качества изделий за счет увеличения точности их геометрических размеров, гибочные ролики
установлены на опоре и на рычагах, привод рычагов выполнен в виде двух независимых силовых цилиндров, связанных с соответствующими рычагами, каждая прижимная планка выполнена с индивидуальным приводом, а оправка - раздвижной в поперечном направлении.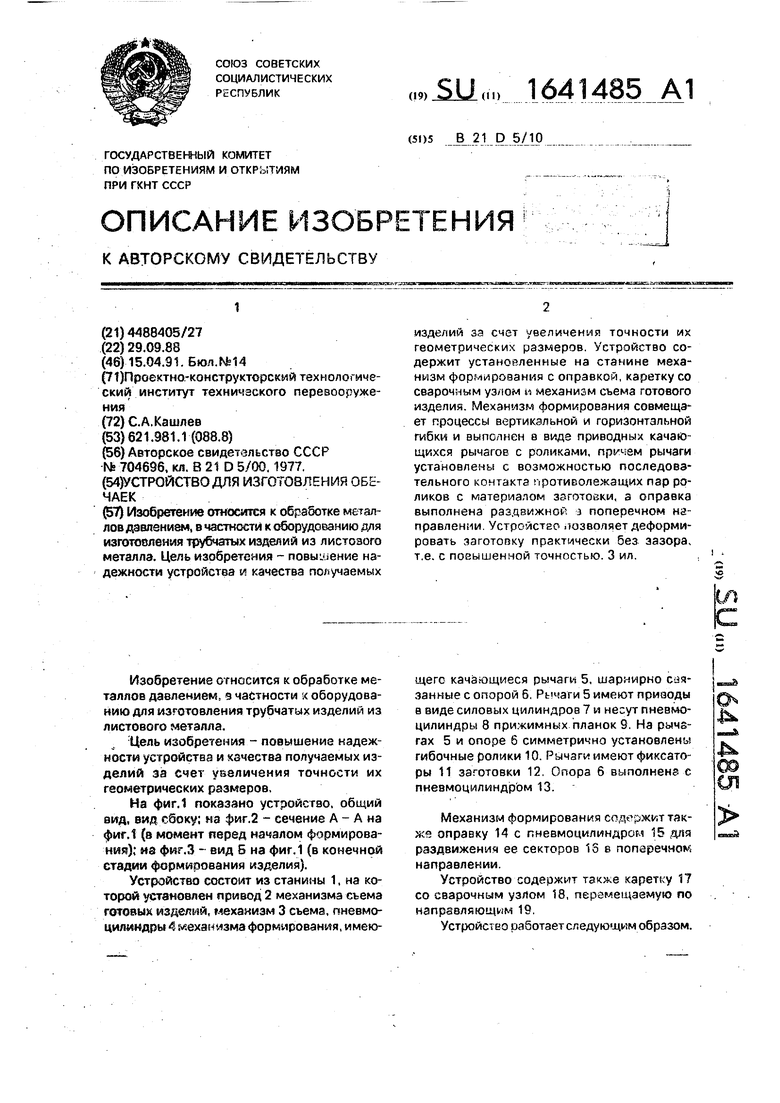
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Устройство для изготовления замкнутых коробчатых изделий | 1986 |
|
SU1342560A1 |
| Устройство для изготовления изделий замкнутой формы,типа хомутов | 1977 |
|
SU742008A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ИЗДЕЛИЯ ТИПА СТЯЖКИ ХОМУТА ДЛЯ ГИБКИХ ШЛАНГОВ ИЗ ЛЕНТОЧНОЙ ЗАГОТОВКИ, ИМЕЮЩЕЙ ПО БОКОВЫМ СТОРОНАМ ОТБОРТОВКУ, А ВНУТРИ - ЗУБЧАТУЮ ДОРОЖКУ | 2009 |
|
RU2422230C1 |
| Устройство для формовки и сварки полых изделий | 1986 |
|
SU1342652A1 |
| Станок для изготовления обечаек | 1975 |
|
SU529874A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Гибочно-сварочная машина для изготовления металлоконструкций | 1977 |
|
SU671970A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления трубчатых изделии из листового металла. Цель изобретения - повышение надежности устройства и качества получаемых изделий за счет увеличения точности их геометрических размеров. Устройство содержит установленные на станине механизм формирования с оправкой, каретку со сварочным уз/юм и механизм съема готового изделия. Механизм формирования совмещэ ет процессы вертикальной и горизонтальной гибки и выполнен в виде приводных качаю щихся рычагов с роликами, причем рычаги установлены с возможностью последовательного контакта противолежащих пар роликов с материалом заготовки, а оправка выполнена раздвижной J поперечном направлении Устройство позволяет деформировать заготовку практически без зазора, т.е. с повышенной точностью. 3 ил.
11
Фиг. 2
19
ВидЬ
фиг.Ъ
| Устройство для изготовления цилиндрических изделий из листовых заготовок | 1977 |
|
SU704696A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
