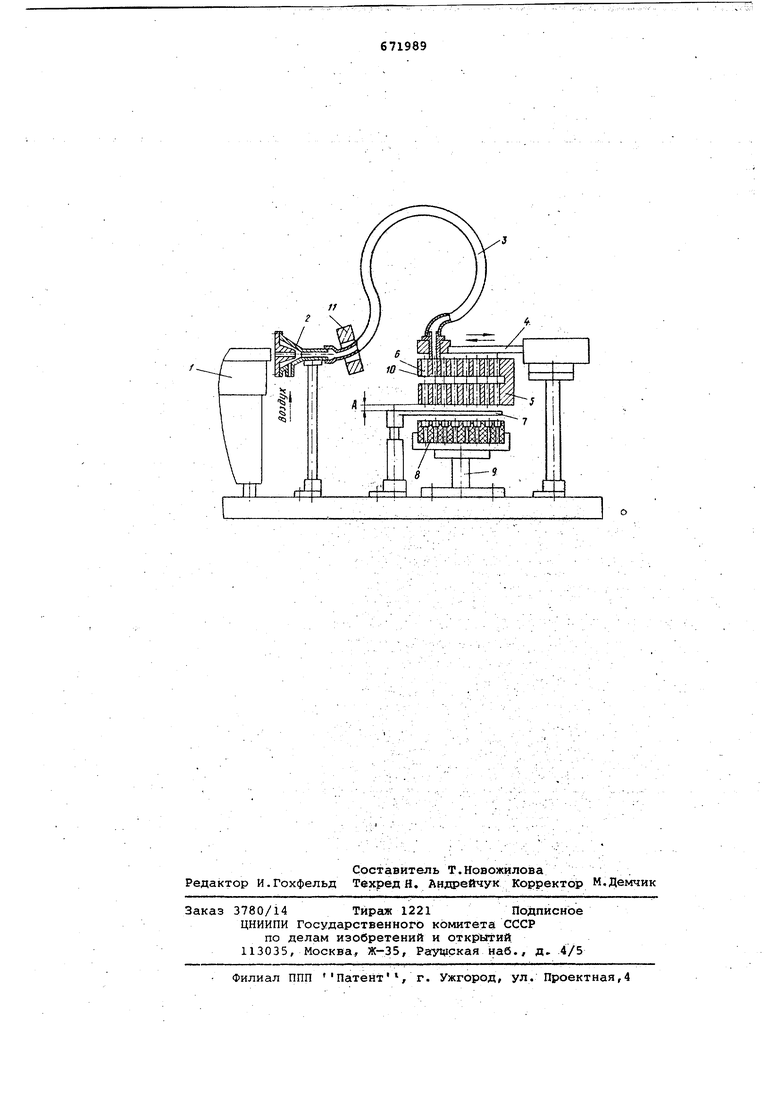
(54) УСТРОЙСТВО для ЗАГРУЗКИ ДЕТАЛЕЙ В КАССЕТУ pa A выбирай таким образом, чтобы набираеккле детгши перекрывали зазор А и отверстие 6 на длине от зазора до паза 10, После кольцевого эжектора 2 на трубопроводе 3 установлен датчик 11, фиксирующий пролет детал и управляющий работой механизма 4, перемещающего конец трубопровода 3 по поверхности накопителя 5. Длина т ру бдпровода 3 от датчика 11 до накопителя 5 выбрана так что время пролета детали от датчика 11 до нак пителя 5 больше времени перемещения конца, трубопровода 3 по накопителю 5 до йсЛожения блокировки выходного отверстия трубопровода 3. Устройство работает следующим об разом. Включают питатель 1, к эжектору 2 подводится сжатый воздух, и детали из питателя 1 поступают ко йходно1 1у отверстию эжектора 2. Выходной ifcoHeu гибкого трубопровода 3 находатся над одним из отверстий 6 накдпителя 5. возДушный поток течет в направлении продвижения детали по гибкому трубопроводу 3, затем через отверстие б накопителя 5 и выходит через паз 10 и зазор А. Деталь, поступивгяая ко входному отверстию эжектора 2, втягивается в него в результате возникновения давления ниже атмосферного, а затем транспортируется по гибкому трубопроводу 3 воздухом Когда (ёташь всасывается в эжектор 2 и проходит его выходное отверстие то она блокирует выходной канал, не позволяя следующей детали из питателя 1 войти в эжектор 2. Транспортируясь по гибкому трубопроводу 3, деталь фиксируется датчиком 11, установленным -за эжектором, сигнал от которого поступает на иОполнитальный механизм 4, йослёдний перемещает конец гибкого трубопровода 3 пО поверх ности накопителя 5 до совмещения с соседним отверстием. Так как время пролета детали по трубопроводу 3 от датчика 11 до накопителя 5 больше . времени смещения гибкого койца трубо
671989 дровода 3 до полной блокирО1Вки его выходного отверстия, то выход воздушного потока через отверстия накопителя, паз 10 и зазор А прекращается, и транспортируемая деталь находится в трубопроводе 3 перед накопителем 5 до совмещения гибкого трубопровода 3 со следующим отверстием б накопителя 5. в результате совмещения воздух выходит по отверстию 6 в паз 10 и зазор А, транспортируя деталь в накопитель 5. Во время пролета по накопителю 5 деталь блокирует паз 10 и зазОр А. При соприкосновении детали с ограничительным упором 7 паз 10 открьгвается, что позволяет следующей детали войти в эжектор 2. Когда эта деталь пройдёт эжектор 2, она фиксируется датчиком 11, сигнал от которого поступает к исполнительному механизму 4. Исполнительный механизм 4 начинает перемещать конец гибкого трубопровода 3 по поверхности накопителя 5. . Цикл повторяется. Благодаря тому, чтО: конец гибкого трубопровода 3 при помощи исполнительного механизма 4 пере 4ёщается после каждой пролетаемой по трубопроводу 3 детали, становится возможным поштучный набор легкосцеп- , ляемых деталей без пропусков. После заполнения деталями накопителя 5 питатель 1 отключается, огра1нйчительный упор 7 открывается и детали западают в гнезда кассеты 8. Формула изобретения Устройстйо для загрузки деталей в кассету ПО аззт.св. 599959, о т л и ч а ю щ ее с я тем, что, с целью повышения надежности устройства, оно снабжено датчиком для контроля пролети детали по трубопроводу, установленньлм за эжектором и связанным с приводом перемещения конца трубопровода, а в накопителе выполнен паз, расположенный перпендикулярно отверстиям накопителя на расстоянии от ограничительного упора, превышающим длину детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки деталей в кассету | 1978 |
|
SU768600A1 |
| Устройство для загрузки деталейВ КАССЕТу | 1978 |
|
SU831520A2 |
| Устройство для загрузки деталей в кассету | 1985 |
|
SU1294567A1 |
| Устройство для поштучной загрузки деталей | 1979 |
|
SU831521A1 |
| Устройство для групповой ориентации и загрузки деталей | 1987 |
|
SU1458147A1 |
| Устройство для ориентации и загрузки деталей в гнезда кассеты | 1987 |
|
SU1436158A1 |
| Устройство для ориентации деталей | 1989 |
|
SU1641567A1 |
| Загрузочное устройство | 1981 |
|
SU952525A1 |
| Устройство для поштучной загрузки деталей в рабочий орган станка | 1986 |
|
SU1371855A1 |
| Устройство для ориентации деталей типа контактов штепсельных разъемов | 1980 |
|
SU918011A1 |
й -;ЙЙ ч;йй1К--.
