1
Изобретение относится к автоматизации технологичесхсих процессов в машиностроении.
По основному авт.св. № 671989 известно устройство для загрузки деталей в кассету, содержащее питатель, накопитель с ограничительным упором, установленные с зазором относительно друг друга эжектор трубопровод, конец которого, обращенный к накопителю, установлен с возможностью перемещения по его поверхности, причем оно снабжено датчиком для контроля пролета детали по трубопроводу, установленным за зжектором и связанным с приводом перемещения конца трубопровода, а в накопителе выполнен паз, расположенный перпендикулярно отверстиям накопителя на расстоянии от ограничительного упора, превышающем длину детали fl
Недостатком этого устройства явлется то, что наличие привода пере-
мещения конца трубопровода по пог верхиости накопителя по сигналу от датчика усложняет его конструкцио. Кроме того, устройство малопроизводительно, так как скорость срабатывания привода перемещения Koftца трубопровода по поверхности накопителя ограничена.
Цель изобретения - повьапение производительности и упрощение конструкции.
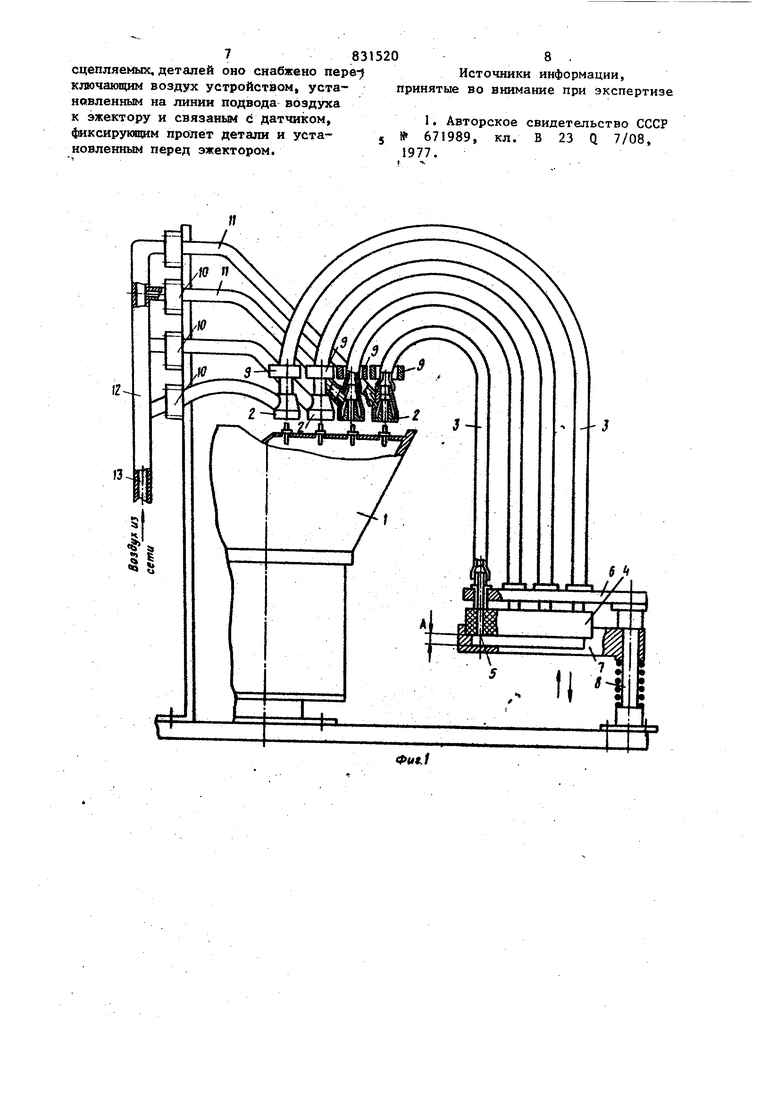
Указанная цель достигается тем, что устройство снабжено по крайней мере одним дополнительным трубопроводом с эжектором, причем число эжекторов панно числу гнезд кассе ы, и установленными за ними датчиками для контроля пролета детали, связаншлми с пневматическим переключающим устройством, установленным на линии подвода воздуха от сети к зжектор 1м,а концы трубопроводов, обращенные к накопителю, установлены соосно отверстиям кассеты. Пневматическое переключакяцее устройство установлено на каждом трубопроводе, идущем к эжектору от коллектора, связанного с трубопроводом подвода воздуха от сети, и выполнено в виде электропневматического преобразователя, связанного с датчиком контроля пролета детали. Пневматическое переключающее устройство установлено перёд кол-, лектором для подачи воздуха от сети в каждьй эжектор и выполнено в виде электропневматического преобразователя, сйязанного с устройством,сумм рующим сигналы датчиков для контрол пролета детали. На фиг.1 изображен вариант распо ложения пневматического переключающего устройства на каждом трубопроводе , идущем к эжектору от коллекто ра; на (1иг.2 - вариант расположения пневматического переключающего устройства перед коллектором для подачи воздуха от сети в каждый эжектор. Устройство состоит из питателя 1 например, вибрационного типа, где детали могут ориентироваться в опре деленном положении, кольцевых эжекторов 2, соедщненных с гибкими трубопроводами 3, накопителя 4 с отвер стиями 5. В качестве накопителя 4 можно использовать непосредственно кассету. Число эжекторов 2 соответствует числу ячеек в кассете 4, требующих заполнения деталями, и установлены они над дорожками питателя 1 с возможностью перемещения деталей под ними. Размеры внутреннего сечения ги кого трубопровода 3 выбраны в соот ветствии с размерами транспортируемых деталей. Вторые концы гибких трубопроводов 3 установлены на кро штейне 6 соосно отверстием 5 накоП11теля 4 по координатам отверстий в кассете, или соосно отверстиям самой кассеты. Под накопителем 4 установлен ог ничительный упор 7, выполненный в виде подставки или кронштейна, име ющего возможность перемещаться по колонке 8. Между накопителем 4 и ограничительным упором 7 имеется зазор А для выхода воздуха, величину которого выбирает таким образ чтобы набираемые детали перекрьюали его. После кольцевых эжекторов 2 на гибких трубопроводах 3 установлены датчики 9 дпя контроля пролета детали, управление работой пневматическим переключающим устройством 10. Пневматическое переключающее устройство 10 выполнено в виде электропневматического преобразователя и может быть установлено на каждом трубопроводе 11, идущем к эжекторам 2от коллектора 12, связанного с трубопроводом 13 подвода воздуха из сети (фиг.1). В этом случае размеры внутренних сечений трубопроводов 3могут быть не связаны с размерами транспортируемых деташей, Пневматическое переключающее устройство 10 может быть установлено перед коллектором 12, служащим для подачи воздуха от сети в каждый эжектор 2, и выполнено в виде электропневматического преобразователя,связанного с устройством 14, которое суммирует сигналы датчиков 9 для контроля пролета детали. Устройство работает следующим образом. Включают питатель 1, в сеть подают воздух, который через коллектор 12 и электропневматические преобразователи 10 по трубопроводам 11 подается к кольцевым эжекторам 2. Выходные концы трубопроводов 3 находятся над отверстиями кассеты. Воздушный поток течет в направлении движения деталей по трубопроводам 3, затем через отверстие 5 накопителя 4 или, в случае применения непосредственно кассеты вместо накопителя, через отверстие кассеты выходит в зазор А . При етсутствии сквозных отверстий в ячейках кассеты воздух выходит в щель между вторыми концами трубопроводов 3 и кассетой. Первая деталь,поступившая под входное отвесртие эжектора 2, втягивается в эжектор в результате давления ниже атмосферного, а затем транспортируется по трубопроводу 3 сжатым воздухом. Когда деталь всасывается в эжектор и проходит его выходное отверстие, она блокирует выходной канал, не позволяя следующей детали на лотке войти в эжектор 2. Транспортируясь по гибкому трубопроводу 3, деталь фиксируется датчиком 9, установленным за эжектором, сигнал от которого поступает к электропневматическому преобразователю 10, которьй установлен на трубопроводе II подвода воздуха к эжектору 2 (ф1;г.1), и электропневматический преобразователь перекрывает трубопровод II для подвода воздуха к эжектору 2 через коллектор 12 из сети 13. Следующая деталь, идущая по дорожке питателя 1 вслед за всосавшейся в первый эжект 2, ке заходит в первый эжектор 2 вследствие отсутствия на входе в него давления ниже атмосферного,а деталь всосавшаяся в трубопровод 3, продолжает движение по последнему, вытесняет из него воздух в щель А и попадает в накопитель или непосредственно кассету. Следующая деталь перемещается под первым эжектором, не втягиваетс им и транспортируется под второй эжектор, который втягивает ее и она транспортируется по второму трубопр воду 3 аналогично первой. Траиспортируясь по трубопроводу, деталь фик сируется вторым датчиком 9, сигнал от которого поступает ко второму электропневматическому преобразоват лю 10, установленному на трубопрово де I1 подвода воздуха ко второму эжектору 2 (фиг.I), Электропневматический преобразователь перекрывае второй трубопровод I1 для подвода воздуха ко второму эжектору 2 через коллектор 12 и сети 13 и т.д. Срабатывание всех электропневмообразователей 10 говорит об окончании набора деталей в кассету.Возд из сети 13 не подается ни к одному эжектору 2. Детали продолжают перемещаться по лотку и после прохождения под всеми эжекторами сбрасьшаются назад в питатель. Кронштейн 7 с кассетой опускается по колонке 8, набранная кассета вынимается, вставляется пустая, кро штейн поднимается вверх и в верхнем положении включаются все электропре образователи 10 (фиг.1. Воздух из сети 13 поступает ко всем эжекторам 2. Цикл повторяется. При установке электропневматического преобразователя 10 перед коллектором 12 (фиг.2 воздух из сети 13 подается в каждый эжектор 2 и первая деталь, поступившая под входное отверстие эжектора 2, втйгивается в эжектор в результате давления ниже атмосферного, а затем транспортируется по трубопроводу 3 сжатым воздухом. Когда деталь всасывается в эжектор и проходит его выходное отверстие, она блокирует выходной канал, не позволяя следующей детали войти в эжектор 2. Транспортнруясь по гибкому трубепроводу 3, деталь.фиксируется датчиком 9, установленным за эжектором, сигнал от которого поступает на сумма рующее устройство 14. Попадая в накопитель или непосредственно в кассету, деталь блокирует выходное отверстие гибкого трубопровода 3, не позволяя следующей детали из питателя войти в первый эжектор 2 . Следующая деталь, вслед за всосавшейся, в первый эжектор 2 не заходит вследствие блокировки его деталью, находящейся в кассете, и Транспортируется под второй эжектор, который втягивает ее, и она транспортируется по второму трубопроводу 3 аналогично первой. Транспортируясь по второму тpyбoпpoвoдy деталь фиксируется вторым датчиком 9, сигнал от которого поступает на суммирующее устройство 14. Попадая в накопитель, деталь блокирует выходное отверстие гибкого трубопровода 3, не позволяя следующей детали из питателя войти во второй эжектор и т.д. Сигналы датчиков 9 для контроля пролета деталей по трубопроводам 3 поочередно поступают в симмируюее устройство 14, которое после олучения последнего сигнала возействует на электропневматический реобразователь, выключающий возух от всех эжекторов. Кронштейн 7 опускается вниз, наранная кассета заменяется пустой, ронштейн 7 поднимается вверх,вклюается электропневматический пребразователь 10, подающий воздух в еть эжекторов 2, и цикл повторятся. Формула изобретения Устройство для загрузки деталей кассету по авт.св. № 67)989, тличающееся тем, что, целью повышения производтельности осредством обеспечения набора легко7831520
сцепляемых, деталей оно снабжено пере-;
ключающим воздух устройством, установленным на линии подвода воздуха к эжектору и связаным с датчиком, фиксирующим пролет детали и установленным перед эжектором.
8 . Источники информации,
принятые во внимание при экспертизе
1, Авторское свидетельство СССР 5 671989, кл. В 23 Q 7/08, 1977.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки деталей в кассету | 1977 |
|
SU671989A1 |
| Устройство для загрузки деталей в кассету | 1978 |
|
SU768600A1 |
| Устройство для загрузки деталей в кассету | 1985 |
|
SU1294567A1 |
| Устройство для поштучной загрузки деталей | 1979 |
|
SU831521A1 |
| Устройство для групповой ориентации и загрузки деталей | 1987 |
|
SU1458147A1 |
| Загрузочное устройство | 1986 |
|
SU1445910A1 |
| Устройство для ориентации деталей | 1979 |
|
SU818815A1 |
| Устройство для пневматического транспортирования деталей | 1986 |
|
SU1404424A1 |
| Устройство для ориентации деталей | 1978 |
|
SU738831A1 |
| Устройство счета и упаковки деталей | 1986 |
|
SU1406048A1 |

