(54) УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ЗАГРУЗКИ ДЕТАЛЕЙ
за эжектором двух-трех деталей. Это обеспечивает появление обратного потока воздуха практически без задержки.
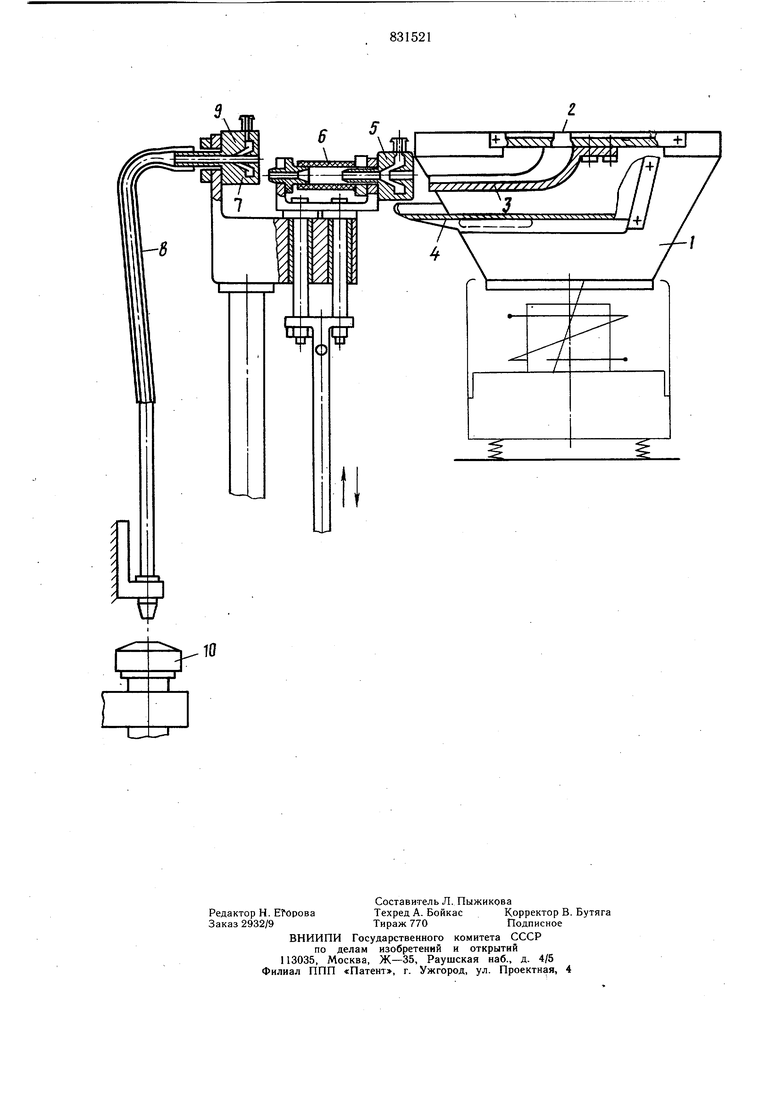
Ограничительный упор 7 снабжен отводным каналом 8, сообщенным с источником сжатого возд.уха, например эжектором 9. Отводной канал подведен непосредственно к рабочему органу 10 станка. Ограничительный упор 7 смещен относительно выходного лотка-накопителя 3 параллельно оси питателя 1 по величину, равную 2-2,5 диаметрам детали.
Указанное смещение выбрано минимальным, но достаточным для исключения попадания деталей с выходного лотка накопителя 3 в эжектор 5, находящийся в верхнем положении, при всех возможных режимах работы питателя 1.
Устройство работает . следующим образом.
К эжекторам 5 и 9 подводится сжатый воздух, и детали из выходного лотка накопителя 3 поступают ко входному отверстию эжектора 5. Воздущный поток течет в направлении продвижения деталей по трубопроводу 6 и выходит в зазор между ним и ограничительным упором 7. Деталь вначале втягивается во входное отверстие эжектора 5, затем транспортируется по трубопроводу 6 сжатым воздухом, двигаясь до ограничительного упора 7, перекрывая собой щель между трубопроводом 6 и ограничительным упором 7.
Когда деталь всасывается в эжектор 5 и проходит его выходное отверстие, то она блокирует выходной канал, не позволяя следующей детали из накопителя 3 войти в эжектор 5. Уперевщись в ограничительный упор 7, деталь продолжает блокировать собой выходное отверстие трубопровода 5, прекращая доступ остальным деталям. Детали
или останавливаются под воздействием воздущной обратной струи, или под воздействием напора остальных выпадают в имеющуюся щель между выходным лотком накопителя 3 и эжектором 5, попадают на отводной; лоток 4 и далее обратно в бункер питателя 1.
После подвода рабочего органа 10 станка на выход отводного канала 8 эжектор 5 вместе с трубопроводом 6 и деталью начинает перемещаться до совмещения с эжектором 9, и деталь, стоявщая на ограничительном упоре 7, подается по отводному каналу 8 в рабочий орган 10 станка.
Эжектор 5 с трубопроводом 6 опускается вниз и поштучный отбор деталей с выходного лотка накопителя 3 повторяется.
Формула изобретения
Устройство для поштучной загрузки дегалей, содержащее питатель, механизм поштучной выдачи деталей с эжектором и трубопроводом, связанным с источником сжатого воздуха, и ограничительный упор, отличающееся тем, что, с целью повыщения надежности, ограничительный упор снабжен отводным каналом, сообщенным с источником сжатого воздуха, и установлен со смещенным относительно трубопровода механизма поштучной выдачи деталей, причем механизм поштучной выдачи деталей выполнен с возможностью перемещения для совмещения осей трубопровода механизма поштучной выдачи деталей с осью отводного канала ограничительного упора.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 599959, кл. В 23 Q 7/08, 1976.
10
Ir
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки деталей в кассету | 1978 |
|
SU768600A1 |
| Устройство для поштучной загрузки деталей в рабочий орган станка | 1986 |
|
SU1371855A1 |
| Устройство для загрузки деталей в кассету | 1985 |
|
SU1294567A1 |
| Устройство для загрузки деталей в кассету | 1977 |
|
SU671989A1 |
| Устройство для загрузки деталейВ КАССЕТу | 1978 |
|
SU831520A2 |
| Загрузочное устройство | 1986 |
|
SU1445910A1 |
| Загрузочное устройство | 1981 |
|
SU952525A1 |
| Загрузочное устройство | 1989 |
|
SU1798111A1 |
| Устройство для набора комплекта деталей | 1987 |
|
SU1463430A1 |
| Устройство для поштучной выдачи деталей | 1982 |
|
SU1063578A1 |