1
Изобретение относится к автоматизации технологических процессов в машиностроении и может найти применение для загрузки деталей со смещенным по длине буртиком.
По основному авт. св. № 731624 известно устройство для загрузки деталей в кассету, содержащее питатель, накопитель с ограничительным упором, установленные с зазором относительно друг друга, эжектор, трубопровод, конец которого, обращенный к накопителю, установлен с возможностью перемещения по его поверхности, датчик для контроля пролета детали по трубопроводу, установленный за эжектором и связанный с приводом перемещения конца трубопровода, паз, выполненный в накопителе и расположенный перпендикулярно его отверстиям.
Однако известное устройство малопроизводительно при наборе мелких деталей, требующих ориентации.
Целью изобретения является повышение производительности устройства.
Указанная цель обеспечивается тем, что устройство снабжено, по крайней мере, двумя рядами дополнительных эжекторов, установленных под накопителем с шагом, равным шагу отверстий накопителя, и расположенными под накопителем соответственно каждому дополнительному эжектору распределителями, в каждом из которых один канал расположен соосно дополнительному эжектору, а другой связан с
5 этим эжектором трубопроводом, . причем накопитель установлен с возможностью возвратно-поступательного перемещения в горизонтальной плоскости и в нем выполнены каналы, перпендикулярные его отверстиям, а ограничительный упор размещен в пазу накопителя и выполнен составным из двух пластин, установленных с возможностью перемещения навстречу друг другу и образующих своими стыками
15 гнезда, соосные отверстиям накопителя.
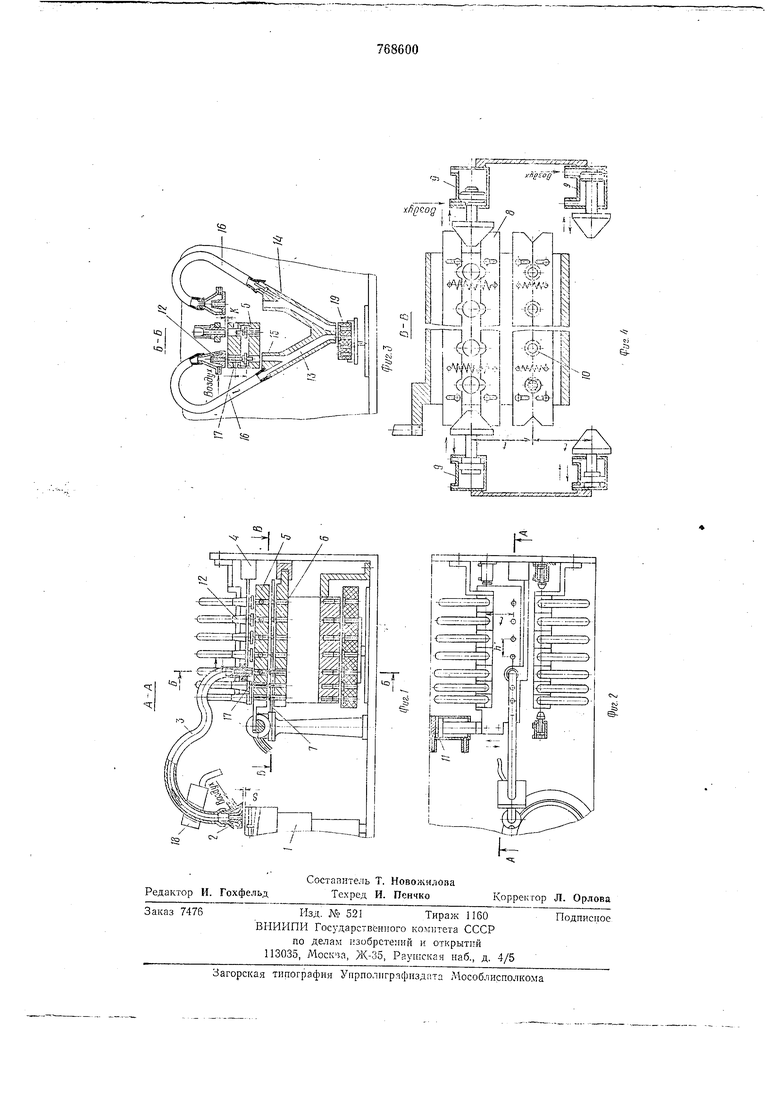
На фиг. 1 изображен общий вид устройства, разрез А-А фиг. 2; на фиг. 2-тоже вид сверху; на фиг. 3-разрез Б-Бфиг. 1; на фиг. 4-разрез В-В фиг. 1.
20 Устройство состоит из питателя 1, например, вибрационного типа, кольцевого эжектора 2, соедиценного с гибким трубопроводом 3. Размеры внутреннего сечения гибкого трубопровода 3 выбраны в соответствии с размерами транспортируемой детали, а кольцевой эжектор 2 установлен над движущимися деталями с минимальным зазором S, обеспечивающим надежный забор дета.тей с лотка вибробункера.
30 Второй конец гибкого трубопровода 3 связан с механизмом 4, например шаговым двигателем, для перемещения этого конп,а над поверхностью накопителя 5 с зазором К для выхода воздуха. Накопитель 5 имеет отверстия б, расположенные рядами, причем минимальное число рядов равно двум. В пазу наконнтеля установлен ограничительный упор 7, выполненный в виде двух нлаетин 8, установленных с возможностью перемещения навстречу друг другу посредством- механизмов 9, например, нневмоцилиндров с клиновидным штоком. Число пар пластин 8 равняется числу рядов.отверстий в накопителе. В сомкнутом состоянии нластины 8 образуют гнезда 10, оси которых совпадают с осями отверстий 6 накопителя 5,. а их количество равно количеству отверстий в ряде, приче.м гнезда 10, образуемые пластинами 8 в сомкнутом положении, имеют размер, позволяющий хвостовикам деталей проваливаться через них, а буртикам деталей зависать на HILX. Накопитель 5 связан с дополнительным механизмом 11, например пневмоцнлиндром, перемещающим его возвратно-поступательно в горизонтальной плоскости в направлении, перпендикулярно. направлению перемещения конца гибкого трубопровода 3 на щаг /, равный расстоянию между рядами отверетий 6 накопителя 5. Устройство также содержит по крайней мере два ряда дополнительных эжекторов 12, установленных с минимальным зазором над накопителем с шагом h, равным шагу отверстий в рядах накопителя 5, причем при крайних положениях накопителя 5 оси отверстий 6 крайних рядов накопителя 5 совпадают с осями входных отверстий дополнительных эжекторов 12. Нод накопителем 5 соответственно каждому дополнительному эжектору 12 установлены распределители 13. Распределители 13 имеют по два канала 14 и 15. Причем каналы 14 гибкими трубопроводами 16 связаны с дополнительными эжекторами 12, а каналы 15 расположены под накопителем 5 соосно дополнительным эжекторам 12. В накопителе 5 выполнены каналы 17 для выхода воздуха, расположенные перпендикулярно отверстиям 6 накопителя 3. Расстояние / от ограничительных упоров 7 до каналов 17 выбирается несколько большим, чем расстояние от торца буртика детали, которым она опирается в ограничительный упор 7, до ближайшего торца детали. На гибком трубопроводе 3 за эжектором установлен датчик 18, фиксирующий пролет деталей и управляющий работой механизма 4, перелтещающего конец трубопровода 3 над поверхностью накопителя 5. Длина трубопровода 3 от датчика 18 до иаконителя 5 выбрана так, что время иролета детали от датчнка до накопителя 5 больще времени перемещения конца трубопровода 3 над накопителем 5 до совпадения со следующим отверстием. Устройство работает следующим образом. Включают питатель 1, к эжектору 2 подводится сжатый воздух и детали, идущие под эжектором, вследствие вакуума поступают в гибкий трубопровод 3. Выходной конец гибкого трубопровода 3 в исходном положении находится над накопителем на расстоянии, равном шагу h отверстий 6 в накопителе 5 от первого отверстия крайнего ряда. Воздущный поток течет в направлении продвижения детали по гибкому трубопроводу 3, затем через зазор К между накопителем и подвижным концом гибкого трубопровода 3. Деталь, поступившая ко входному отверстию эжектора 2, втягивается в эжектор 2 в результате возникповения давления ниже атмосферного, а затем транспортируется по гибкому трубонроводу 3 сжатым воздухом. Когда деталь всасывается в эл ектор 2 и проходит его выходное ojBepCTne, то она блокирует выходной канал, не позволяя следующей детали из питателя 1 войтив эжектор 2. Транспортируясь по гибкому трубопроводу 3, деталь фиксируется датчиком 18, установленным за эжектором, сигналот которого поступает на исполнительный механизм 4, перемещаюц1,ий конец гибкого трубопровода 3 над поверхностью накопителя 5 па шаг h, равный шагу отверстий б в ряду накопителя 5 до совмещения гибкого трубопровода 3 с первым отверстием 6 в крайнем ряду отверстий накопителя 5. Так как время пролета детали по трубопроводу 3 от датчика 18 до накопителя 5 больше вмещения гибкого конца трубопровода 3 до совпадения его с первым отверстием в ряду накопителя 5, то транспортируемая деталь находится в трубопроводе 3 перед накопителем 5 до совмещения гибкого трубопровода 3 с первым отверстием б накопителя .5. Нопадая в отверстие 6 накопителя 5, деталь задерживается ограничительным упором 7, кото рый находится в сведенном положении. Нри упоре деталей в ограничительные упо-. ры 7 канал трубопровода 3 разблокируется, так как при расположении детали коротким концом вверх воздух выходит через отверстие 17 и зазор К между подвижным концом трубопровода 3 и накопителем 5, а при расположении детали на упоре 7 более длинным концом вверх - через зазор К между подвижным концом трубопровода 3 и накопителел-г 5. Поэтому следующая деталь всасывается эжектором 2, фиксируется датчиком 18, по сигналу которого перемещается конец гибкого трубопровода 3 н происходит заполнение всех отверстий одного ряда накопителя 5. После заполнения всех отверсгий одного ряда в накопителе 5 нодача воздуха в эжектор 2 прекращается и детали на лотках вибропитателя продолжают перемещаться и возвращаться обратно в чащу. Механизм 11 перемещает накопитель 5 в направлении, пернендикулярном направлению рядов отверстий 6 в накопителе 5 на щаг 1, равный щагу рядов отверстий 6 в накопителе 5. Таким образом, свободный ряд отверстий 6 в накопителе 5 окажется под гибким трубопроводом 3, который при подаче воздуха в эжектор 2 начнет заполнять свободный ряд отверстий 6 деталями аналогично предыдуи1ему ряду отверстий 6 в накопителе 5. При этом конец трубопровода 3 будет перемещаться в обратном направлении.
Ряд, заполненный деталями, при неремещении накопителя 5 механизмом 11 на щаг t, равный щагу рядов отверстий 6 накопителя 5, окажется нод блоком дополнительных эжекторов 12, установленных с щагом h, равным щагу отверстий 6 в ряду акопителя 5 так, что оси дополнительных жекторов 12 совпадают с осями отверстий 6 накопителя 5. В дополнительные жекторы 12 подается воздух и детали, тоящие на ограничительных упорах 7 боее длинным концом вверх, будут поступать в дополнительные эжекторы 12 вследствие того, что каналы 17 в наконителе 5 перекрыты набираемыми деталями, а дополнительные эжекторы 12 максимально приближены к накопителю 5. Так как каналы 15 распределителя 13 выполнены также с щагом h и оси их совпадают в крайнем положении накопителя 5 с осями отверстий 6, то детали, стоящие коротким концом вверх на ограничительных, упорах 7 и не блокирующие каналы 17, при
разведении ограничительных упоров 7 механизмами 9 поступают через каналы 15 в распределитель 13 и кассету 19. После заполнения гибким трубопроводом 3 отверстий 6 накопителя 5 механизм 11 перемещает накопитель 5 на щаг в обратном нанравлении под второй ряд дополнительных эжекторов 12, в результате чего происходит ориентация набранного ряда аналогично предыдущей и набор свободного ряда накопителя 5. Цикл повторяется.
Формула изобретения
Устройство для загрузки деталей в кассету по авт. св. № 671989, отличающееся тем, что, с целью повышения производительности устройства, оно снабжено, по крайней мере, двумя рядами дополнительных эл :екторов, установленных под накопителем с щагом равным щагу отверстий накопителя, .и расположенными под накопителем соответственно до
полнительному эжектору распределителями, в каждом из которых один канал расположен соосно дополнительному эжектору, а другой связан с эжектором трубопроводом, причем накопитель установлен
с возможностью возвратно-поступагельного неремещения в горизонтальной плоскости и в нем выполнены каналы перпенди кулярные его отверстиям, а ограничительный упор размещен в пазу накопнтеля и
вынолнен составным из двух пластин, установленных с возможностью перемещения навстречу друг другу и образующих свои МП стыками гнезда, соосные отверстиям накопителя.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 731624, кл. В 23 Q 7/08, 16.11.77.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки деталей в кассету | 1977 |
|
SU671989A1 |
| Устройство для загрузки деталей в кассету | 1985 |
|
SU1294567A1 |
| Устройство для загрузки деталейВ КАССЕТу | 1978 |
|
SU831520A2 |
| Устройство для поштучной загрузки деталей | 1979 |
|
SU831521A1 |
| Устройство для поштучной загрузки деталей в рабочий орган станка | 1986 |
|
SU1371855A1 |
| Устройство для групповой ориентации и загрузки деталей | 1987 |
|
SU1458147A1 |
| Устройство для набора комплекта деталей | 1987 |
|
SU1463430A1 |
| Устройство для ориентации и загрузки деталей в гнезда кассеты | 1987 |
|
SU1436158A1 |
| Загрузочное устройство | 1986 |
|
SU1445910A1 |
| Загрузочное устройство | 1981 |
|
SU952525A1 |