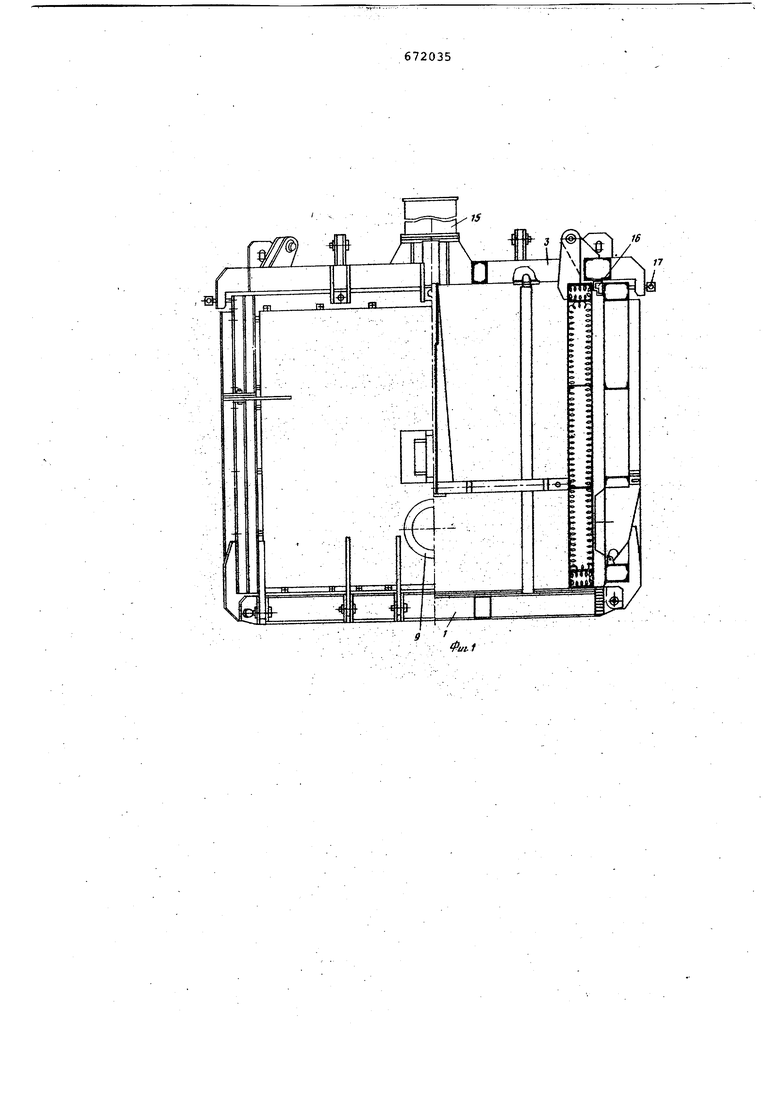
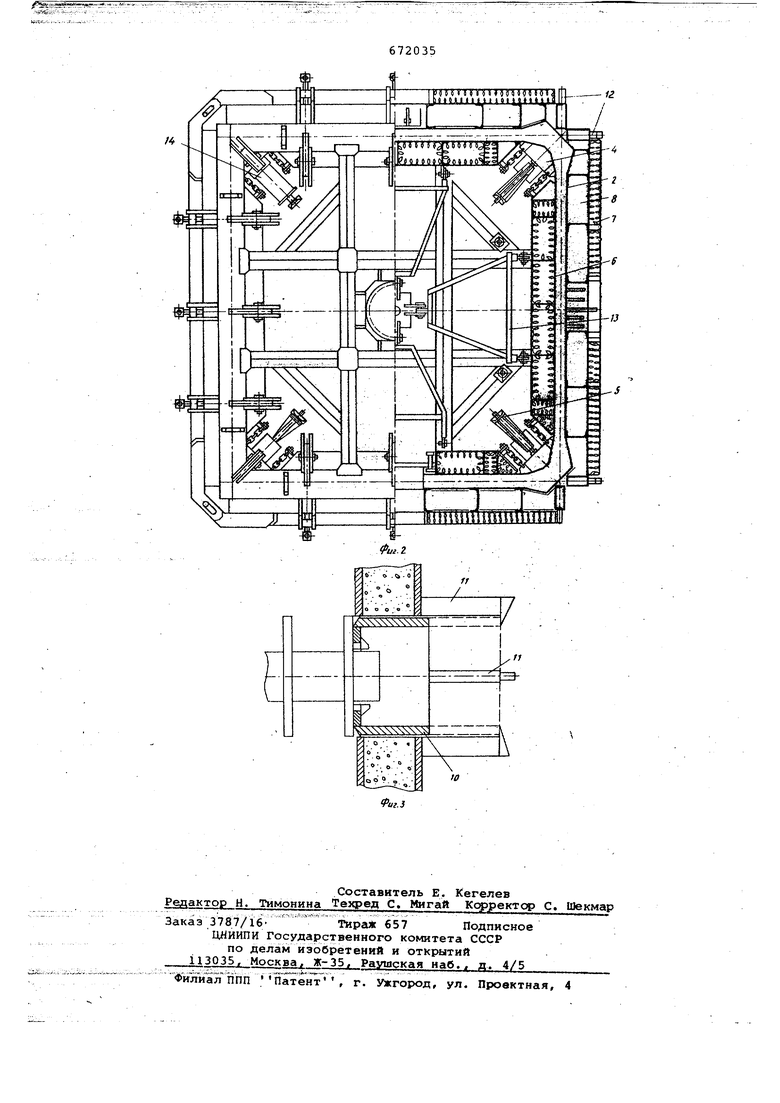
(54) ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЩ . ЭЛЕМЕНТОВ 3 Затем сердечник 3 со сведенными внут рённими уЖбвьйет 4 и промежуточными щитами устанавливают на поддон 1,при помощи силового цилиндра 15 и систе мы рычагов 13, при этом угловые 4 и промежуточные 6 щиты сердечника 3 принимают вертикальное положение и соединяются с поддоном 1. С помощью пневмоцилиндров 14 в угловые щиты вставляются вкладьши 5, которые передают жесткость сердечник В собранный сердечник усгганавливается арматурный каркас/ после чего наружные щиты 2 опалубки з&крываются .и сверху устсшавливается калибрующий пояс 16, котррый крейИтся к наружным щитам струбцинами. I.. Таким образом, наружные щиты 2, поддон 1, сврдеч1ник и калибруйщий: пояс 16 образуют замкнутую полбЬть, форма которой соответствует форме железобетгонйого объемнотр эЛёМЕйта. В о6разовй1нн те замкнут: пШгбсть в форме через затвор 9 за ачигае рся бетонная смесь, по. окончании процес са бетонирований затвор 9 пёрекры ваётся гильзой 10. Для ускорения п1 оцесса тйердения бетона в паровые отсеки 8 щитов одалубки подается пар. После термооб работки производится распаЛубка форr j, осуществляемая в обратном порядке ее сборки, и готовое иЭдёлйе выйимается .рзформы. ,-: : : ; ;/. Эта форма обеспечивает ;изготЬвЛё нйё объёмных железобетонных элемен 6в высокого качества без применеНИН вибрационного оборудования для уплотнения бетонной массы. Формула изобретения 1.Форма для изготовления объемных элементов, содержащая поддон, наружные и внутренние щиты наружной опалубки, замки для соединения их друг с другом и средство для перемещения этих щитов опалубки, о т л и ч а и щ а я с я тем, что, с целью првьаиения качества выпускаемых изделий, форма снабжена верхним ЦаЛибрующйм поясом, образующим замкнутую формующую полость и затвором для пЬдачи через него бетонной массы внутрь формуемого контура. 2.Форма по п. 1 о т л и ч а юЩ а я с я тем, что калибруищий пояс выполнен сзъемным. 3.Форма по п. 1, О т л и ч а ющ а я с я Тем, что нару-жные И внутренние щиты опалу бки выполнены с утеплением и паровыми отсеками. 4.Форма по п. 1, о т л и ч а ющ а я с и тем, что затвор для подачи . бетонной массы выполнен в виде подвижной гиЛьзы, перекрывающей гфйемнрё отверстие в форме, причём, пс д15йжнойть гильзы осущёстй.ляётся в нап)равЛйкяцих; закрепленных на BHyTpeiaHeM щите опалубки. Источники Информации, принять е во внимание при экспертизе 1. Авторское свидетельство СССР 203535, кл. В 28 В 7/22, 1964.
16
S
atf
Т
TTTltt
455iiti51f5Ja55 - 12.
ад aattiiii itiimnnm
I
10
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления объемныхэлЕМЕНТОВ | 1979 |
|
SU814749A2 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |
| Установка для изготовленияОб'ЕМНыХ элЕМЕНТОВ | 1972 |
|
SU841978A2 |
| Форма минцковского для изготосления объемных блок-комнат | 1970 |
|
SU670442A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ ЭЛЕМЕНТОВ | 1970 |
|
SU271359A1 |
| Установка для изготовления объемного элемента крышной части здания | 1978 |
|
SU770797A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ЭЛЕМЕНТОВ | 1971 |
|
SU305062A1 |
| Установка для формования объемных элементов | 1977 |
|
SU738885A1 |
| Способ изготовления объемных блоков | 1990 |
|
SU1768390A1 |