(54) КАМЕРА ТЕРМООБРАБОТКИ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Камера термообработки изделий из древесины | 1975 |
|
SU714121A1 |
| Сушилка | 1981 |
|
SU1028978A1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1970 |
|
SU267869A1 |
| УСТАНОВКА ДЛЯ ОТДЕЛКИ ЩИТОВЫХ ЭЛЕМЕНТОВ МЕБЕЛИ | 1969 |
|
SU240507A1 |
| Технологическая линия для производства ограждающихКОНСТРуКций | 1973 |
|
SU472549A1 |
| Сушилка | 1985 |
|
SU1262238A2 |
| Устройство для выдержки изделий | 1976 |
|
SU808801A1 |
| Устройство для перемещения и укладки мебельных щитов | 1977 |
|
SU617339A1 |
| Сушилка | 1984 |
|
SU1196642A2 |
| Сушилка | 1986 |
|
SU1334012A2 |
I
Изобретер|ис относится к сушильной техШ1ке и может быть использовано при термообработке изделий из древисины в мебельной и деревообрабатывающей промышленностях.
Известна камера термообработки изделий из древисины, содержащая корпус с гюярусно расположенными внутри рольгангами для иеремешения щитов от загрузочного конца камеры к разгрузочному и ленточные транспортеры для перегрузки щитов на смежные рольганги fl.
Недостатком данной камеры является невозможность стыковки с ней другой аналогичной камеры, что снижает производительность.
Целью изобретения является повышение производительности.
Поставленная цель достигается тем, что ленточные транспортеры выполнены консольными, с протиыоположных сторон камеры установлены горизонтально расположенные приемно-перегрузочные рольганги, а между ярусами - наклонный рольганг для перемещения изделий от ленточного транспортера нижнего яруса к ленточному транспортеру
верхнего яруса, и между транспортерами и приемио-перегрузочнымп рольгангами установлены ролики принудительно-свободно о вра1це1П1я, имею1Ц1 е блокирующую Спяяь с ,;4-HTO4HbiMii траиспортсраММ.
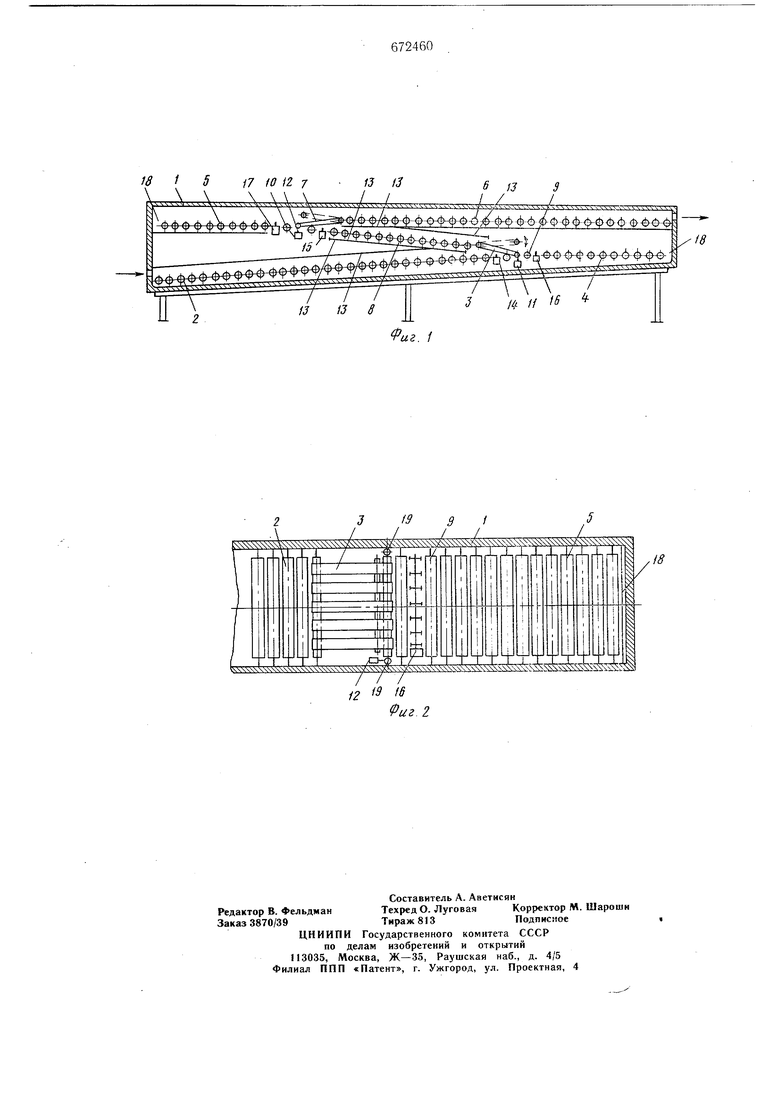
На 1 изображена камора термообр;;бот1;и излслмм из дрезеп;), продолыи и
разрс-л; ;i) ф|г. 2 - ирисмпочюрегрузочиый .ьт и перогрузочньп .юиточ-и,; транспортер, вид сверху.
Камера термообработки содержит корпус 1 и расиоложенные внутри него роль ган1 2 ииж 1е1о яруса, консольный .юнтом {ый транспортер 3, ri vie iHo-neperpy:ui4Hi)ic рольганга и 5 нижнего и зерхнего яруса соответственно, рольганг 6 верхнего яруса, консольный ленточный транспортер 7 н наклонный рольганг 8 для трасниортировкн изделий от ле1точг1О о транспортера 3 нижнего яруса к ленточному транспортеру 7 верхнего яруса. .Между ленточгпям транспортером 3 и приемно-иерегрузочным рольгангом 4 установлен ролик 9 принудительно-свободного врап1еиия, а между ленточным транспортером 7 и приемно-иерегрузочным рольгангом 5 - ролик 10. Ролики 9 п 10 имеют
блокирующ Ю связь с ленточными транспортерами 3 и 7 гюсредством конечных BI Iключателей 11 и 12 соответственно.
Для улучшения аэродинамических условий движения воздуха в камере установлены перегородки 13. Рольганг 2 нижнего яруса снабжен конечным выключателем 14, а наклонный рольганг 8 - конечным выключателем 15. Приемно-нерегрузочные рольганги 4 и 5 снабжены конечными выключателями 16 и 17 соответственно и упорами 18. Для подъема ленточных транспортеров 3 и 7 в камере установлены пневмоцилиндры 19. Термообработка в камере происходит следующим образом. Подлежащие термообработке изделия из древесины, например мебельные щиты, поступают на рольганг 2 нижнего яруса и перемещаются по нему на приемно-перегрузочный рольганг 4. При этом конечный выключатель 14 дает команду на подъем консольного ленточного транспортера 3, который поднимается при номощи пневмоцилиндра 19. При дальнейшей транспортировке щит блокирует конечный выключатель 16, который дает команду на вращение ролика 9, после чего щит закатывается на прие.мно-перегрузочный роотьганг 4 до упора 18. После того, как щит пройдет за конечный выключатель 16, последний снимает блокировку с конечного выключателя 14 и дает команду для остановки ролика 9 и опускания консольного ленточного транспортера 3, Который нажимает на конечный выключатель, и последний дает команду, на вращение роликов рольганга 4. После этого щит поступает на консольный ленточный транспортер 3 и начинает двигаться по наклонному рольгангу 8, при этом конечный выключатель 15 дает команду на подъем ленточного транспортера 3 с помощью пневмоцилиндра 19. При дальнейшей транспортировке щит блокирует конечный выключатель 17, который дает команду на вранхение ролика 10, после чего щит закатывается на приемно-перегрузочный рольганг 5 до упора 18. После того, как щит пройдет за конечный выключатель 17, последний снимает блокировку с конечного выключателя 15 и дает команду для остановки ролика 10 и опускания консольного ленточного транспортера 7, который нажимает на конечный выключатель 12. Последний дает команду на вращение роликов рольганга 5, после чего ш,ит поступает на консольный ленточный транспортер 7, и но рольгангу 6 верхнего яруса щит движется к выходному проему камеры. Если необходима дальнейшая термообработка щитов, то к описанной камере термообработки пристыковывается другая камера с входным проемом расположенным в ее верхней части. Если дальнейшая термообработка щитов не требуется, то к описанной камере стыкуется щитоукладчик. Использование описанной камеры термообратки позволит повысить производительность и сэкономить производственные площади. Формула изобретения Камера термообработки изделий из древесины, например охлаждения мебельных щитов, содержащая корпус с поярусно расположенными внутри рольгангами для перемещения щитов от загрузочного конца камеры к разгрузочному и ленточные транспортеры для перегрузки щитов на смежные рольганги, отличающаяся тем, что, с целью повышения производительности, ленточные транспортеры выполнены консольными, с противоположных сторон камеры установлены горизонтально расположенные приемноперегрузочные рольганги, а между ярусами наклонный рольганг для перемещения изделий от ленточного транспортера нижнего яруса к ленточному транспортеру верхнего яруса, и между транспортерами и приемно-перегрузочными рольгангами установлены ролики принудительно-свободного вращения, имеющие блокирующую связь с ленточными транспортерами. Источники информации, принятые во вни.мание при экспертизе . .А-вторское свидетельство СССР по заявке № 2306025, кл. Е 26 В 15/12, 1975. 815 i7 iO 12 ,,,.
/t
r
XSSNV A
иг. f
3/991
I,..//.. ./
.
i
ЛЦ7П
i TJTILIL
m
т
.18
I i :
Ш
TT±±-ffjfJISj
,04)
ХУУУчУ У У
7
12 9 18
Фиг Z 7
