О
00
со
00
Изобретение относится к технике сушки изделий в противнях и может найти.применение в различных отраслях народного хозяйства.
Известна установка для термообработки штучных изделий, содержащая вертикальные камеры с нижними и-верх ними окнами соответственно для вагрузки и выгрузки.изделий и транспортеры для их перемещения от загрузочного устройства к разгрузочному, причем загрузочное и разгрузочное устройства имеют подъемноопускные накопители в виде элеваторных стеллажей, а транспортеры выполнены цепного типа с тележкой, снабженной вильчатым грузозахватомр
Недостатком известной установки является, отсутствие устройства для опорожнения тары, несу1цей изделия.
Наиболее близкой к предлагаемой является сушилка, содержащая корпус и размещенный в нем многоярусный конвейер, несущий противни с изделиями и механизм передачи противней конвейера нижнего яруса на верхний, устройство для разгрузки противней и приемный транспортер И
Недостатком известной сушилки является низкая производительность вследствие отсутствия автоматизированной разгрузки противней.
Цель изобретения - увеличение производительности путем обеспечения автоматизированной разгрузки противней и их ориентированной укладки на приемный транспортер.
Поставленная цель достигается тем что в сушилке, преимущественно для гранулированного катализатора, содержащей корпус и размещенный в нем многоярусный конвейер, несущий противни с изделиями и механизм передачи противней с конвейера нижнего яруса на верхний, устройство для.разгрузки противней и приемный транспортер, устройство для разгрузки противней выполнено в виде наклонной течки, установленной с возможностью опрокидывания, имеющей в нижней части зацепы для удержания противня при его разгрузке и укладк.е разгруженного противня на приемный транспортер и снабженной конечным выключателем, управляющим опрокидыванием течки с противнем.
На фиг.1 показана сушилка/общий вид; на фиг.2 - механизм подачи противней на нижний ярус конвейера; на
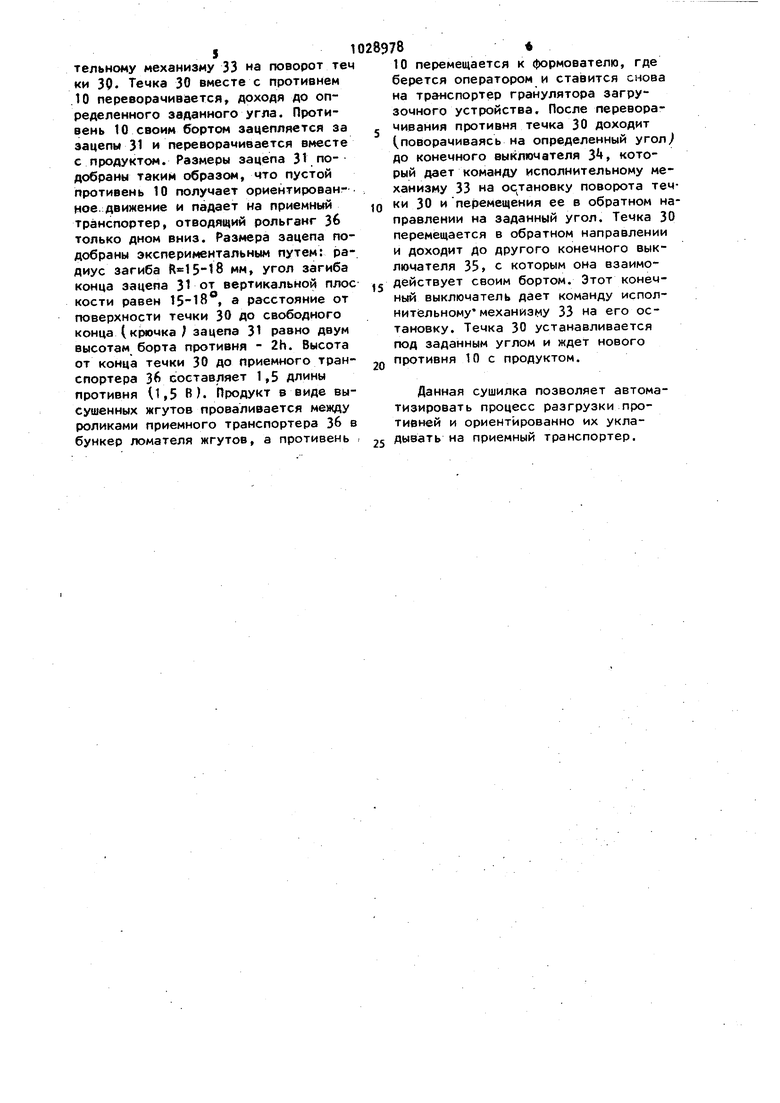
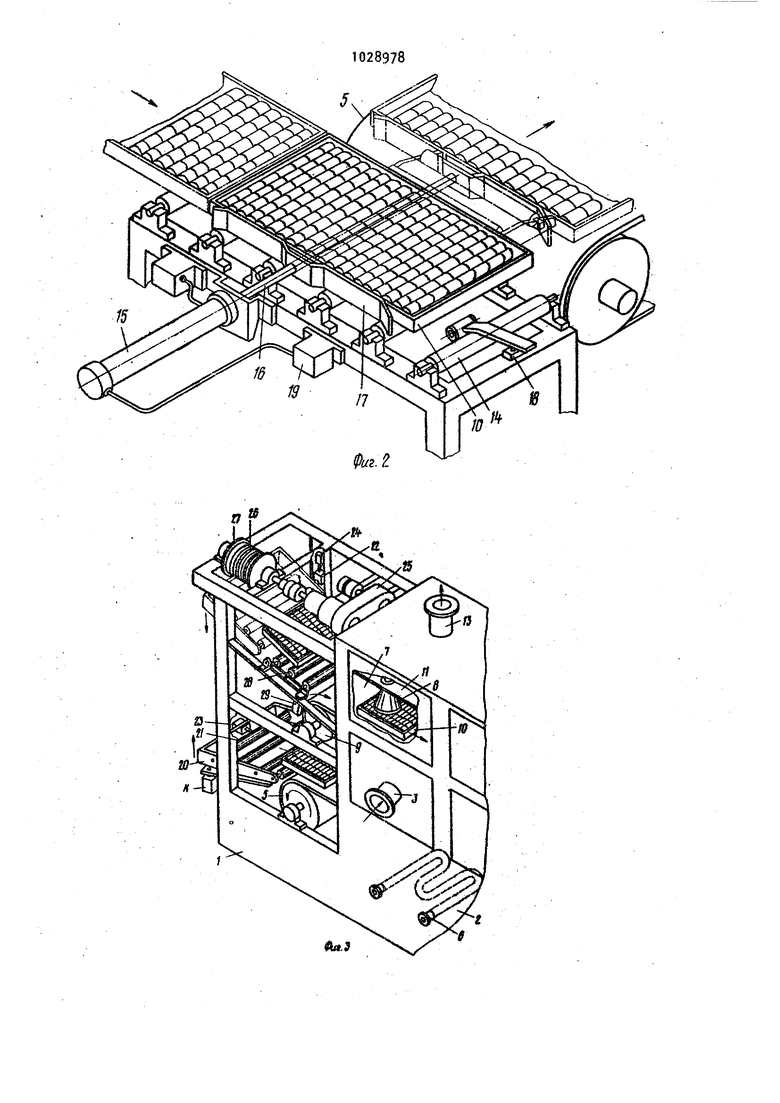
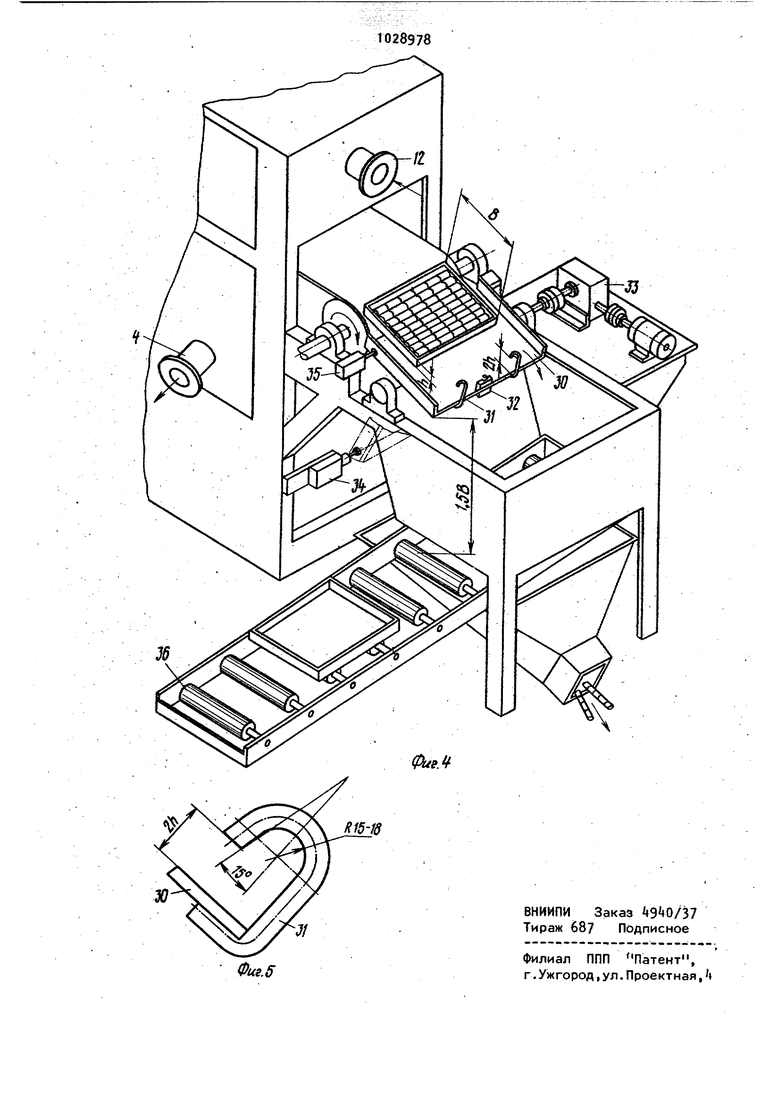
фиг.З - механизм передачи противней с нижнего яруса конвейера на верхний; на фиг.4 - устройство для автоматизированной разгрузки противней и их ориентированной укладки на приемный транспортер; на фиг.5 размеры зацепа.
Сушилка состоит из корпуса 1, разделенного по высоте на две камеры одна из которых является нижней 2/ гд производится конвективная сушка гранул катализатора ГИДП-3, в которую подается теплоноситель через штуцер 3. Вредные пары из нижней камеры 2 отводятся через штуцер . Внутри нижней камеры 2 расположены нижний ярус 5 конвейера и змеевик 6. В верх ней камере 7 Укреплены инфракрасные излучатели 8, под которыми движется верхний ярус 9 конвейера. Конвейер перемещает противни 10. Верхняя камера имеет дополнительную камеру 11 охлаждения, вдоль,которой через штуцер 12 подается холодный воздух, а через штуцер 13 отводится нагретый воздух.
Механизм подачи противней на нижний транспортер выполнен в виде рольганга Vt, пневмоцилиндра 15 с расположенным внутри него поршнем, на штоке 16 которого укреплен толкатель 17, взаимодействующий с противнем 10. На механизме подачи по ходу движения противня от загрузочного устройства установлен конечный выклю чатель 18, который посылает сигнал исполнительному механизму 1Э на движение поршня, с толкателем 17.
Неханизм передачи противней с нижго яруса конвейера на верхний выполн в виде подвижной в вертикальной плоскости каретки 20 с роликами 21, перемещаюи4ейся по направляющим 22 сушилки, конечного выключателя 23, установленного в нижней части сушилки, который взаимодействует с приходящим на каретку противнем 10. Вверху сушилки установлен другой конечный выключатель 2, посылающий сигнал исполнительному механизму на остановку движения каретки 20. Исполнительный механизм вьтолнен в виде вариатора 25, передающего вращение барабану 26, на котором укреплен трос 27 Вторым концом трос 27 закреплен на каретке 20. Сушилка также имеет под-, пружиненный наклонный рольганг 28, на который поступают противни 10 с каретки 20 при ее наклоне. Под рольГангом 2В установлен еще один конечный выключатель 29f который дает сиг нал исполнительному механизму на обратное движение каретки после схода противня 10с подпружиненногр наклонного рольганга 28. Сушилка снабже на конечным выключателем ,- который дает сигнал на остановку пришед шей пустой каретки 20.
Устройство для автоматизированной разгрузки прютивней и их ориентированной укладки на приемный тран.спортер состоит из наклонной течки 30 с бортами, закрепленной на поворотной оси под заданным углом к верхнему ярусу конвейера. На конце течки 30 укреплены зацепы 31 (крючки) и конечный выключатель 32 для подачи сигнала исполнительному механизму 33 /вариатору на вращение течки 30.
Устройство имеет конечный выключатель 3, ограничивающий поворот течки 30 в момент переворачивания противня 10 и дающий команду исполнительному механизму на возврат течки 30, и конечный выключатель 35 ограничивающий поворот течки 30 в обратном направлении. Сушилка снабжена приемным транспортером Зб.
Сушилка работает следуюв1им образом..
Паста в виде гранул с влажностью 60% поступает в противне 10 от гранулятора (загрузочного устройства ) к механизму подачи противней на нижний ярус 5 конвейера, перемещающего противни 10 в нижней камере 2. Противень 10 поступает на рольганг И механизма подачи и идет по нему до конечного выключателя 18, который при взаимодействии с противнем 10 дает сигнал исполнительному механизму 19 на перемещение поршня со штоко
16, имеющим толкатель 17. Противень 10 перемещается вдоль нижней ка меры 2, где обдувается теплым воздухом (теплоносителем ), подаваемым через штуцер 3. Температура теплоносителя составляет tO-SO C. Внутри нижней камеры 2 установлен змеевик 6, по которому подается пар для дополнительного подогрева перемещаемого вдоль камеры 2 теплоносителя. Проходя внутри нижней камеры 2, гранулы в противне 10 подсушиваются до необходимой влажности ( примерно до kQ%). После подсушки гранул в ниж.ней камере 2 противни 10 с продуктом поступают на ролики 21 подвижной каретки 20, перемещающейся по вертикальным направляющим 22. При поступлении на нижнюю каретку 20 противень 10 взаимодействует с конечным выключателем 23, который дает сигнал исполнительному механизму 25 (вариатору )на вращение барабана 26, на котором укреплен трос 27. Трос 27 при вращении барабана 26 наматывается на него, поднимая каретку 20 с противнем 10 вверх, к верхнему ярусу 9 конвейера. Каретка 20 с роликами 21, на которых стоит пришедший противень 10 нижнего яруса кон5вейера перемещается вверх по направляющим 22 сушилки до конечного выключателя 2, установленного в верхней части сушилки. При взаимодействии каретки 20 с конечным выключателем 2k последний дает сигнал исполнительному механизму 25 на остановку каретки. Каретка 20 останавливается под наклоном к верхнему яру су 9 конвейера.. Противень 10 скатывается с роликов 21 подвижной каретки 20 на наклонный подпружиненный {юльганг 28, который под воздействием сходящего с каретки 20 противня 10 нажимает конечный выключатель 29,
0 дающий сигнал исполнительному механизму 25 на обратное его вращение, т.е. на перемещение каретки 20 вниз. Каретка 20, доходя до нижнего положения снова нажимает на конечный вык лючатель Л, который дает сигнал
5 исполнительному механизму 25 на его остановку. Таким образом, механизм передачи противней с нижнего яруса конвейера на верхний (т.е. от нижней конвективной камеры сушилки к
0 верхней радиационной ) работает только при поступлении противней 10 на каретку 20. Без поступленния на.иее противня 10.каретка 20 стоит в ожидании очередного противня. Противни
5 с продуктом перемещаются внутри радиационной камеры 7, в которой продукт высушивается до влажности 25. Верхняя радиационная камеры 7 снабжена дополнительной камерой 11, а
0 которую через штуцер 12 подается, а через штуцер 13 выходит, воздух, подаваемый для охлаждения цоколей ламп. При выходе из радиационной зоны противень 10 попадает на наклонную течку 30. При перемещении по течке 30 противень 10 с продуктом воздействует на конечный выключатель 52, который дает сигнал исполнительному механизму 33 на поворот тем ки 30. Течка 30 вместе с противнем .10 переворачивается, доходя до определенного заданного угла. Противень 10 своим бортом зацепляется за зацепы 31 и переворачивается вместе с продуктом. Размеры зацепа 31 подобраны таким образом, что пустой противень 10 получает ориентированг нее.:движение и падает на приемный транспортер, отводящий рольганг 36 только дном вниз. Размера зацепа подобраны экспериментальным путем: радиус загиба R 15-l8 мм, угол загиба конца зацепа 31 от вертикальной плос кости равен 15-18, а расстояние от поверхности течки 30 до свободного конца (крючка зацепа 31 равно двум высотам борта противня - 2h. Высота от конца течки 30 до приемного транспортера 3 составляет 1,5 длины противня (1,5 В). Продукт в виде высушенных жгутов проваливается между роликами приемного транспортера Зб в бункер ломателя жгутов, а противень
10 перемещается к формователю, где берется оператором и ставится снова на транспортер гранулятора загрузочного устройства. После переворачивания противня течка 30 доходит поворачиваясь на определенный угол до конечного выключателя З, который дает команду исполнительному механизму 33 на остановку поворота течки 30 и перемещения ее в обратном направлении на заданный угол. Течка 30 перемещается в обратном направлении и доходит до другого конечного выключателя 35, с которым она взаимодействует своим бортом. Этот конечный выключатель дает команду исполнительному механизму 33 на его остановку. Течка 30 устанавливается под заданным углом и ждет нового противня 10 с продуктом.
Данная сушилка позволяет автоматизировать процесс разгрузки противней и ориентированно их укладывать на приемный транспортер.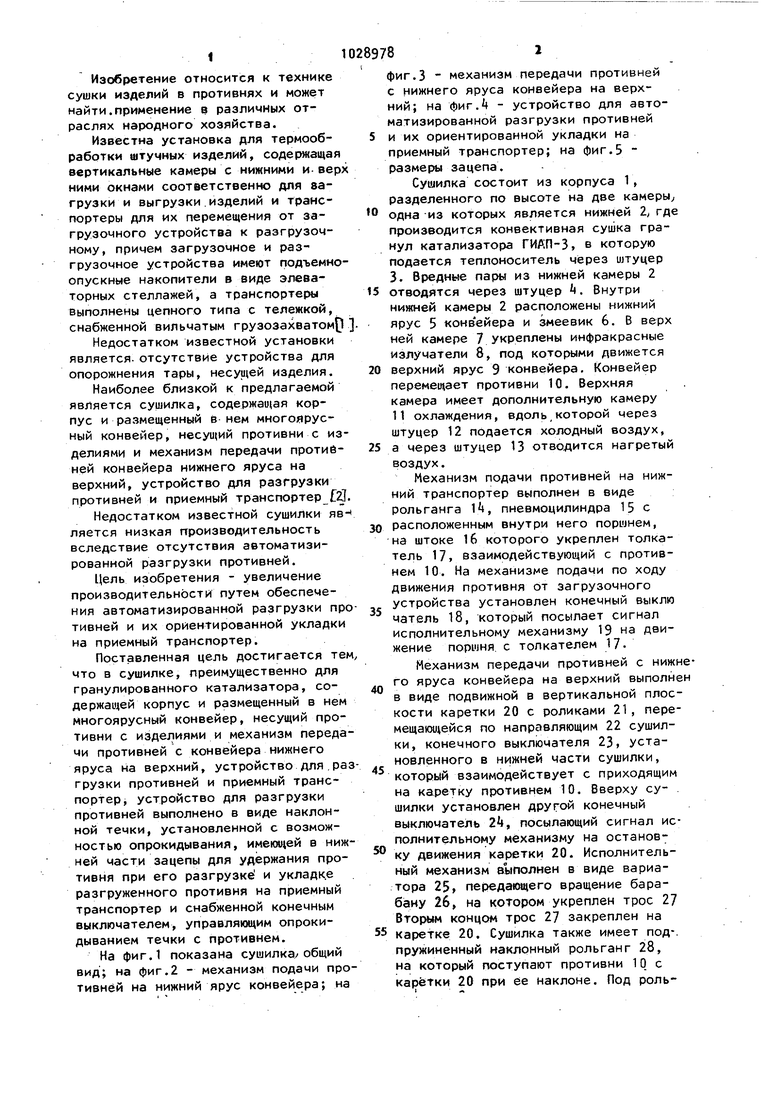

| название | год | авторы | номер документа |
|---|---|---|---|
| Сушилка | 1986 |
|
SU1334012A2 |
| Сушилка | 1984 |
|
SU1196642A2 |
| Сушилка | 1985 |
|
SU1262238A2 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА УГЛЕРОДОСОДЕРЖАЩИХ ФОРМОВОК (ВАРИАНТЫ) | 2002 |
|
RU2209232C1 |
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1426801A1 |
| Сушильная установка для мелких изделий | 1987 |
|
SU1513354A1 |
| Устройство для окрашивания и последующей сушки деревянных погонажных изделий | 1973 |
|
SU526397A1 |
| Устройство для перегрузки плоских изделий | 1987 |
|
SU1537625A1 |
| Устройство для упаковки пакета изделий | 1980 |
|
SU943108A1 |

П
(ka.3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Механическая форсунка | 1925 |
|
SU5572A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для термообработки изделий | 1978 |
|
SU775566A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
