щадкой 2. Шток лри этом поднят в расширенную часть продольного паза 5 и не касается стенок инструмента, внбрярующнх при ультразвуковой сварке. Затем инструмент переносится к месту второй сварки с образование/м проволочной петли. После второй сварки, когда инструмент еще конта1ктирует со сварным соединением, защищает его, оставаясь опущенным, нож 4 опускается и отрезает проволаку. На этом цикл заканчивается.
Формула изобретения
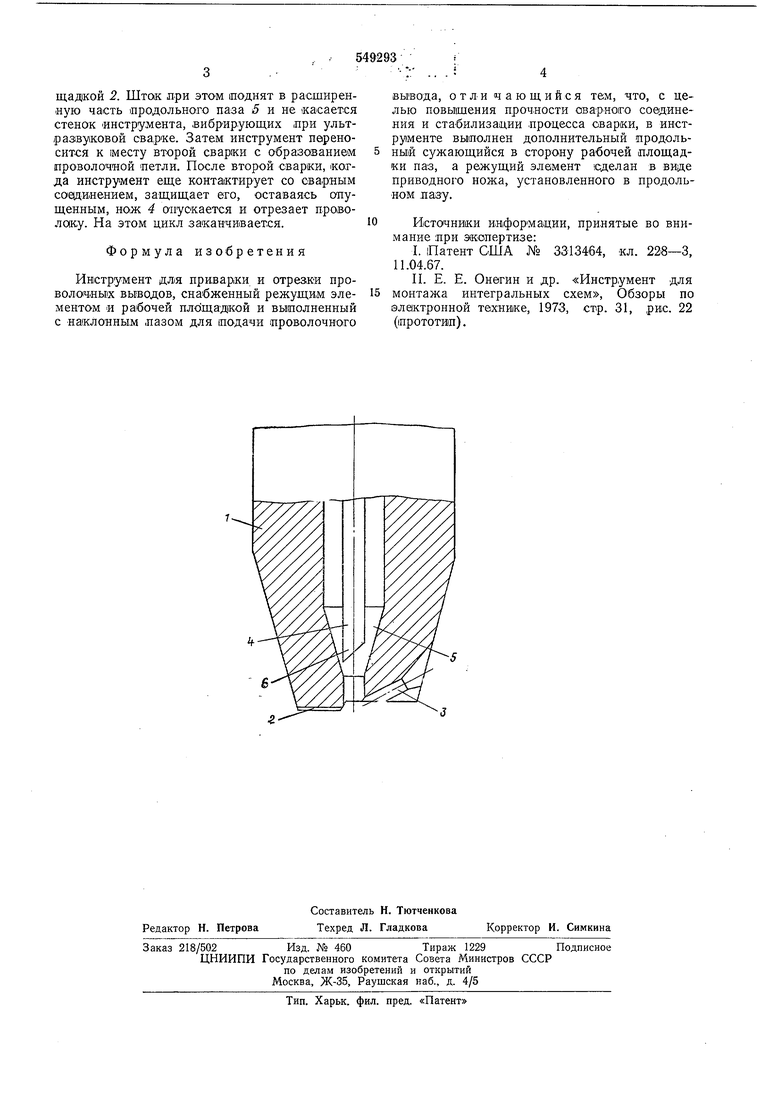
Инструмент дл/я приварки и отрезки провол101Ч«ых выводов, снабженный режущим элементом и рабочей площадкой и выполненный с наклонньш пазом для подачи проволочного
вывода, от ли чающийся тем, что, с целью повышения прочности сварного соединения и стабилизации процесса сварки, в инструменте выполнен дополнительный продольный сужающийся в сторону рабочей площадки паз, а режущий элемент сделан в виде приводного ножа, установленного в продольном лазу.
Источники информации, принятые во внимание при экспертизе:
I.Патент США № 3313464, кл. 22в-3, 11.04.67.
II.Е. Е. Онегин и др. «Инструмент для монтажа интегральных схем. Обзоры по
электронной технвке, 1973, стр. 31, рис. 22 (прототип),
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для приварки и отрезки проволочных выводов | 1978 |
|
SU673403A1 |
| Инструмент для ультразвуковой сварки | 1982 |
|
SU1031695A1 |
| Инструмент для ультразвуковой микросварки | 1985 |
|
SU1276464A1 |
| Способ монтажа перемычек между контактными площадками полупроводниковых приборов | 1984 |
|
SU1230777A1 |
| УСТАНОВКА ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2201858C2 |
| Инструмент для приварки проволочного вывода | 1979 |
|
SU880666A1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1274892A1 |
| Способ монтажа полупроводниковых приборов | 1985 |
|
SU1259591A2 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| Автомат для стыковой сварки давлением | 1988 |
|
SU1668074A1 |
