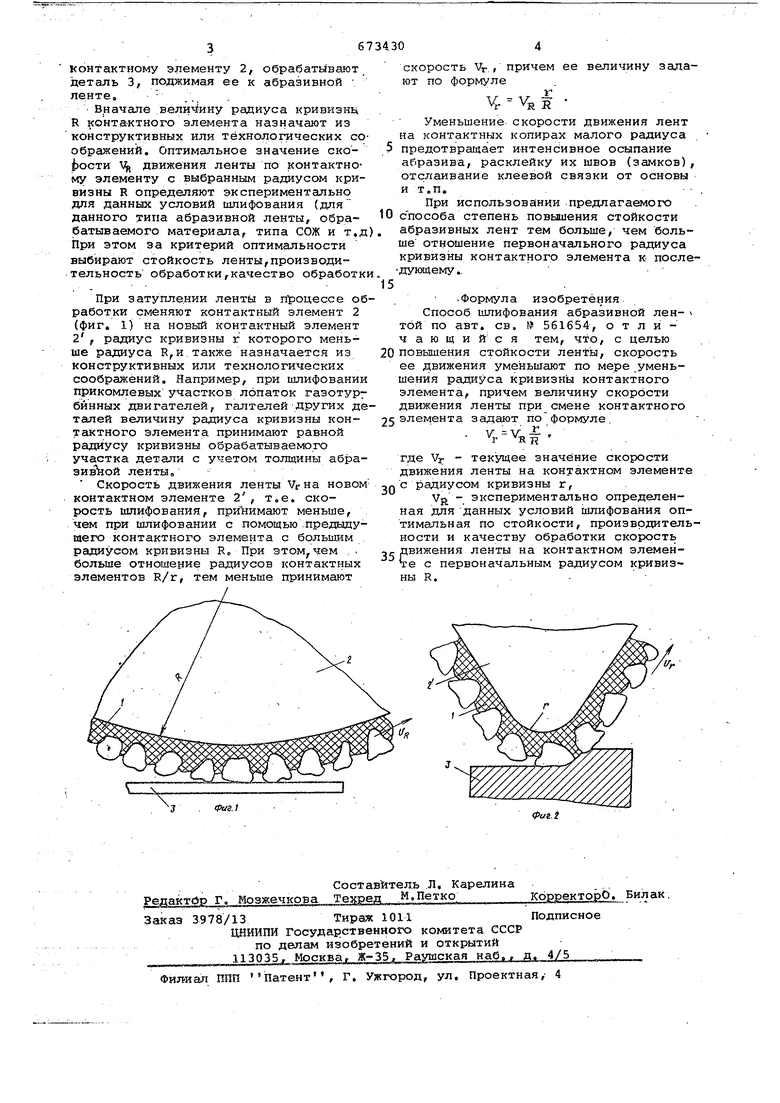
Изобретение относится к ленточнЬму .шлифованию изделий, преимущественно галтелей деталей,абразивньоми лентами. . По основному авт. св. 561654 известен способ шлифования, заключающийся в том, что по мере ёатупления абразивной ленты уменьшают радиус кр визны контактного элемента (копира), поджимающего ise к обрабатываемой детали. ,Однако при движении абразивных лент по контактному копиру малогорадиуса (меньше 10 мм) происходит осыпание абразивного покрытия ленты , Отслаивание участков клеевой связки от основы ленты, а также расклейка швов бесконечных абразивных лент, что не -позволяет полностью использовать режущие способности абразивных лент. Цель изобретения - повышение стойкости абразивных лент. Это достигается тем, что по MefTe уменьшения радиуса кривизны используе мого контактного элемента уменьшают скорость движения огибающей его абразивной ленты, т.е; скорость шлифования, при этом величину скорости шлифования при-смене контактного элемента задают по формуле где Vr- текущее значение скорости движения ленты на контактном элементе с радиусом кривизны г, VR - экспериментально определенная дпя даннйх условий шлифования (типа, абразивной ленты, типа смазочноохлаждающей жидкости, радиуса кривизны контактного элемента, обрабатываемой детали и f.n.) оптимальная скорость движения абразивной ленты на контактном элементе с первоначальным радиусом кривизны R (под Оптимальной имеется в виду cRoiJoC b движения ленты по определенному радиусу кривизны контактного .элемента, при которой не происходит быстрого осыпания абразива, расклейки шва ленты и т.п.). На фиг. 1 изображены элементы устройства, реализующего способ, в первоначальном состоянии; на фиг 2 - . то же,в конечном,состоянии после смены контактного элемента. Абразивной лентой 1 огибают, контактный элемент 2, рабочая поверхность которого имеет радиус кривизны R. .Сообщая ленте скорость движения VR по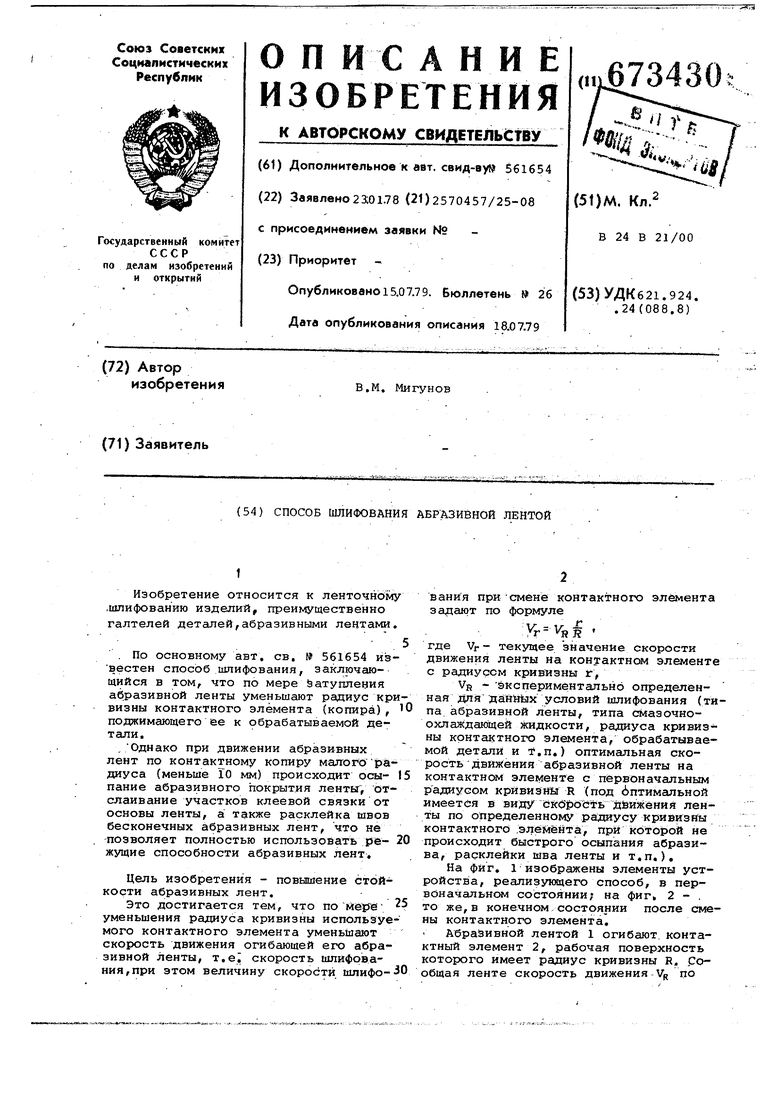
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования криволинейных поверхностей | 1976 |
|
SU732126A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Способ ленточного шлифования | 1979 |
|
SU929410A2 |
| Способ шлифования сложнопрофильных изделий | 1981 |
|
SU965733A1 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Устройство для шлифования лентой | 1981 |
|
SU982875A2 |
| Устройство для ленточного шлифования | 1989 |
|
SU1685691A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1981 |
|
SU948631A1 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU891364A2 |
