1
Изобретение отжэсится к области Фор ювания армированных пластиков, nony4eHHbik методом намотки.
Известны способы формования кольцевых изделий из аркшрованНых плас тиков, в частности стеклопластиков, при KOTOi%ix используется послойная поперечная намотка под натяжением пропитанньсс непрерывных волокон на цилиндрическую оправку с последующим отверждением 1.
.Использование известного способа
кнодля наполнителей, имеющих большую величину упругой деформации, как стеклянные или органические волокна, которые позволяют создавать натяжение до 100 кг на 1 см Ошрины леиты. При переработке жестких высокомодульных углеродных или борных волокон методом намотки уровень возможной величины натяжения cyBtecTBeHHO ограничен и обычно не превшвает 10-15 кг/см. Такое низкое дначеиие натяжения не обеспечивает плотной намотки слоев угЛеродных или борных волокон, что приводит к иязкой степени иаполнения пластиков, пояучавмнх; методом , и к повшнэнаому содержанию пор.
Известен также способ изготЬаленйа кольцевых изделий из волокнистых материалов путем намотки заготовки на оправку и прессования ее в форме 2 .
Использование данного способа обеспечивает уплотнение материалов и снижение пористости, но приводит в высокомодульных композиционных материалах с малым относительным удлине0нием к получению искривлений (волнистости) в намотанных слоях, что существенно снижает уровень упругопрочных свойств получаемого материала и увеличивает разброс их харакSтеристик.
Целью изобретения является повышение прочностных свойств изделия.
Эта цель достигается за счет того, что при прессовании заготов0ки осуществляют .приложение усилия в плоскости намотки от центра кольцевого изделия к периферий за счет установки на его торцах конусных формуювшх элементов.
5
Существо способа форзчЬвания намотанных изделий сводктся к обеспечению равномерного натяжения намотанных слоев за счет хчэризонтальной составляющей гидростатического
0 давления прессования, возмикза ёй
при прессовании конусной поверхностью. Величина этой составляющей зависит от величины конусности. Так как обычное среднее давление прессования слоистых пластиков Р, составляет 10-20 кг/см , то при угле конусности равном 3 , горизонтальная составляющая давления равна Р Р 0,5-1 кг/см, что придает кольцевым слояМ правильное расположение и равномерное натяжение. Когда кольца имеют значительную толщину (20 мм и более), угол конусности увеличивают. При угле конусности горизонтальная составляющая давления равна вертикальному давлению прессо- . вания. в этом случае, когда требуется обеспечить переменное горизонтальное давление прессования по радиусу кольца, верхнюю и нижнюю формующую поверхности выполняют по параболической кривой или по иному другому закону. Вид этого закона определяется требуемым законом изменения давления по радиусу кольца. Если горйэбнтальная составляющая давления Р для обеспечения равномерного натяжения всех слоев изменяется по параболическому закону, то формующие поверхности имеют форму этой параболы.
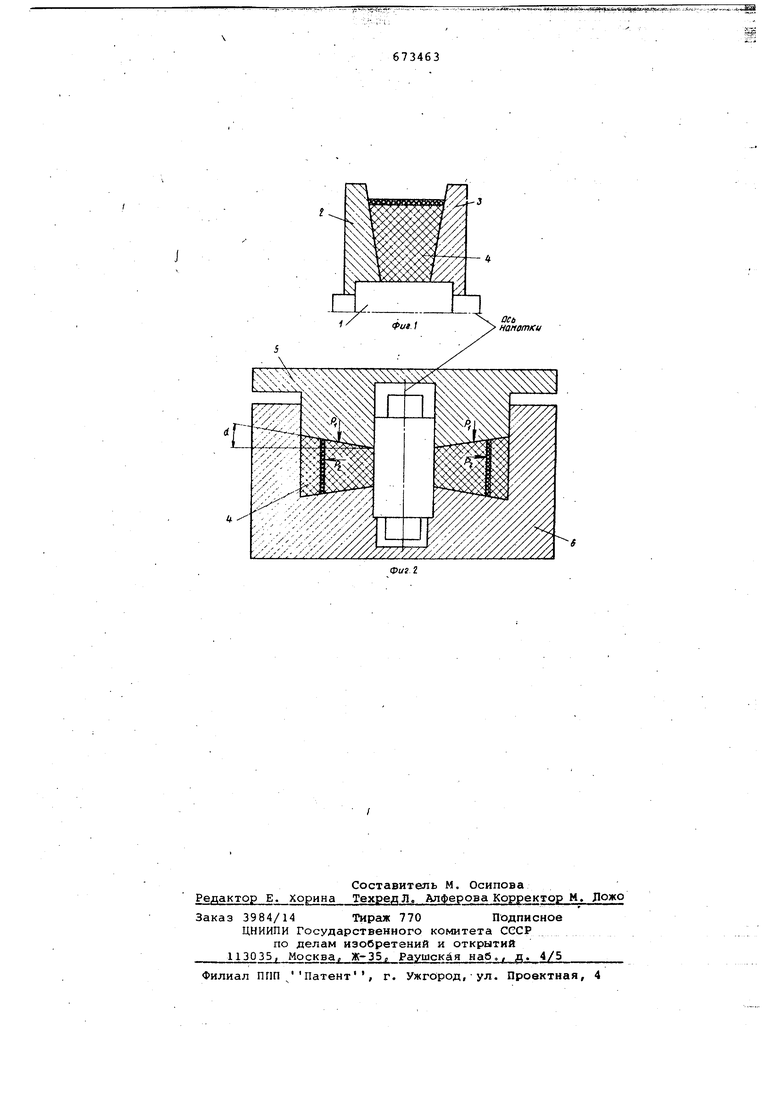
ha фиг. 1 показано кольцо в приспособлении для намотки; на фиг. 2 кольцо во время формования.
Оснастка для намотки (фиг. ,1) состоит из оправки 1 с боковыми щечками (ограничителями) 2 и 3, имеющими конусные поверхности, необходимые для получейия горизонтальной составляющей усилия формования кольца 4. Форма для формования изделия (фиг. 2) имеет конические формующие полости на пуансоне 5 и матрице 6.
Данный способ формования состоит из двух основных Операций - намотки пропитанного материала на оправку и прессования материала в пресс-форме.. Осуществляют данный способ слёдующим образом.
В приспособлении (фиг. 1), установленном на намоточном станке, проjJзвoдят послойную намотку пропитанных
673463
полимерным связующим углеродных жгутов со скоростью 15-20 м/мин и при натяжении 300 г на жгут до требуемого диаметра, или толщины кольца 4.
Затем намотанную заготовку с оправкой 1 помещают в матрицу 6, опускают
5 пуансон 5 и производят процесс прессования по заданному режиму.
Во время расплавления полимерной матрицы при нагревании за счет давления формования Р| и. конусности на 10 формующих плоскостях пуансона 5 и матрицы 6 возникает горизонтальная составляющая давления Pj -Р, tgot. . При угле конусности эта горизонтальная составляющая равна 15 0/1 Р« И 15 зти при Р, 15 ати. Благодаря этой составляющей намотанные кольца диска во время формования находятся в распрямленном состоянии и поддерживаются в этом положении
2Q вплоть до отверждения изделия. В результате кольца имеют зафиксированные при отверждении без каких-либо искрив. Лений армирующие волокна . Данный способ обеспечивает в 1,5 раза повышение
с стабиль нйс ти свойств материала кольца.
Формула изобретения
30 Способ изготовления кольцевых изд;елий из волокнистых материалов путе намотки заготовки на оправку и прессования ее в форме, отличающийся тем, что, с целью повышения прочностных свойств изделия, при прессовании заготовки осуществляют
. приложение усилия в плоскости намот ки от центра кольцевого изделия к периферии за счет установки на его
40 торцах конусных формующих элементов.
Источники информации, принятые во внимание при экспертизе
1. Киселев Б. А. Стеклопластики. М., ГосхиМиздат, 1961, с. 140. 45 2. Цыплавок О. Г. Научные основы .технологии композиционно-волокнистых материалов. Пермское книжное издательство, 1974, ч. 1, с. 147, рис. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ СЕПАРАТОРА ШАРИКОПОДШИПНИКА ИЗ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 2002 |
|
RU2205106C1 |
| ВКЛАДЫШ ПОДШИПНИКА СКОЛЬЖЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2600969C1 |
| ТРЕХМЕРНАЯ ВЫСОКОПРОЧНАЯ ВОЛОКНИСТАЯ КОМПОЗИТНАЯ ДЕТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2688551C2 |
| Способ изготовления цилиндрических изделий из слоистых пластиков | 1981 |
|
SU990542A1 |
| Способ изготовления толстостенных намоточных изделий | 1980 |
|
SU988574A1 |
| Полиимидное связующее для слоистых пластиков | 1978 |
|
SU763406A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ТУРБИНЫ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2004 |
|
RU2280767C2 |
| Способ изготовления армированных изделий | 1980 |
|
SU981004A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ И ЕЕ КОНСТРУКЦИЯ | 1999 |
|
RU2174467C2 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ПУСТОТЕЛЫХ ОБОЛОЧЕК (ОБОЛОЧЕК ВРАЩЕНИЯ) ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2458791C2 |