ния является повышение производительности и упрощение конструкции. Автомат содержит раму 1, несущую тележку 5, подающую основание 7 в зону шихтовки, кассеты 26 для укладки стоп пластин сердечника. С трех сторон от зоны шихтовки над кассетами установлен механизм захвата с магнитами, закрепленными на пластинах 18, имею/щих возможность перемещения от привода 16. Для зашихтовки пластин имеется укладчик пластин, вьтолненный в виде трех толкателей 24, имеющих приводы 22. Кассеты снабжены приводом их сме127
1
щения, а основание 7 - грузом 34. Основание 7 с тележки 5 скатывается . по рельсам в зону шихтовки и фиксируется Магниты механизма захвата забирают сверху из кассет 26 три пластины. Толкатели 24 зашихтовьшают пластины на основание 7 под груз 35 с трех сторон до необходимого количества пластин. Кассеты после каждого выбора пластин смещаются для обеспечения переплета. За счет шихтовки пластин с трех сторон обеспечивается повышение производительности. 8 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для садки кирпича на печные вагонетки | 1983 |
|
SU1104023A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Устройство для снаряжения боеприпасов | 1971 |
|
SU1841266A1 |
| Способ формирования группы кирпичей и устройство для его осуществления | 1980 |
|
SU960021A1 |
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
| МЕХАНИЗМ ТОРМОЖЕНИЯ | 2010 |
|
RU2440908C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ НАТЯЖЕНИЯ ПРИ ПРЕССОВАНИИ МЕТАЛЛОВ | 2005 |
|
RU2278758C1 |
| Устройство для подачи изделий | 1978 |
|
SU1057385A2 |
| Многопозиционный прессово-формовочный автомат | 1984 |
|
SU1235622A1 |
| Комплекс для штамповки деталей из полосового и ленточного материала | 1983 |
|
SU1199379A1 |
Изобретение относится к электротехнике и может быть использовано как технолйгическое оборудование при изготовлении сердечника, в частности шихтовки сердечника. Целью изобрете(Я С Фиг.1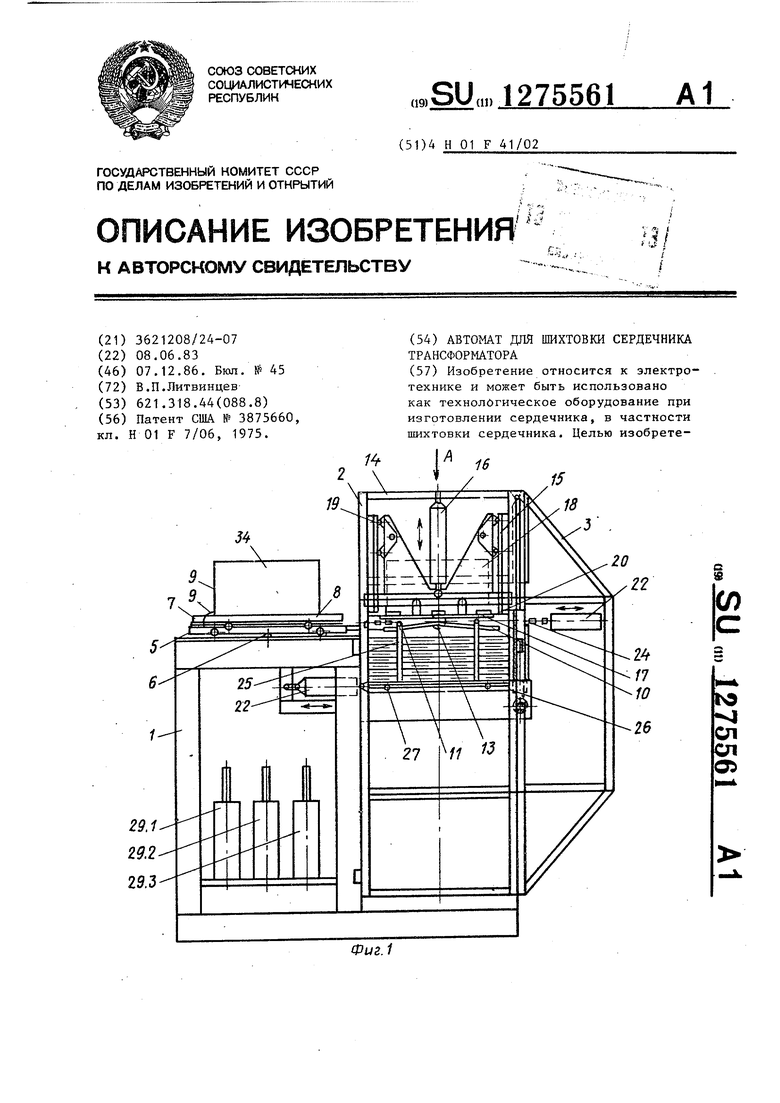
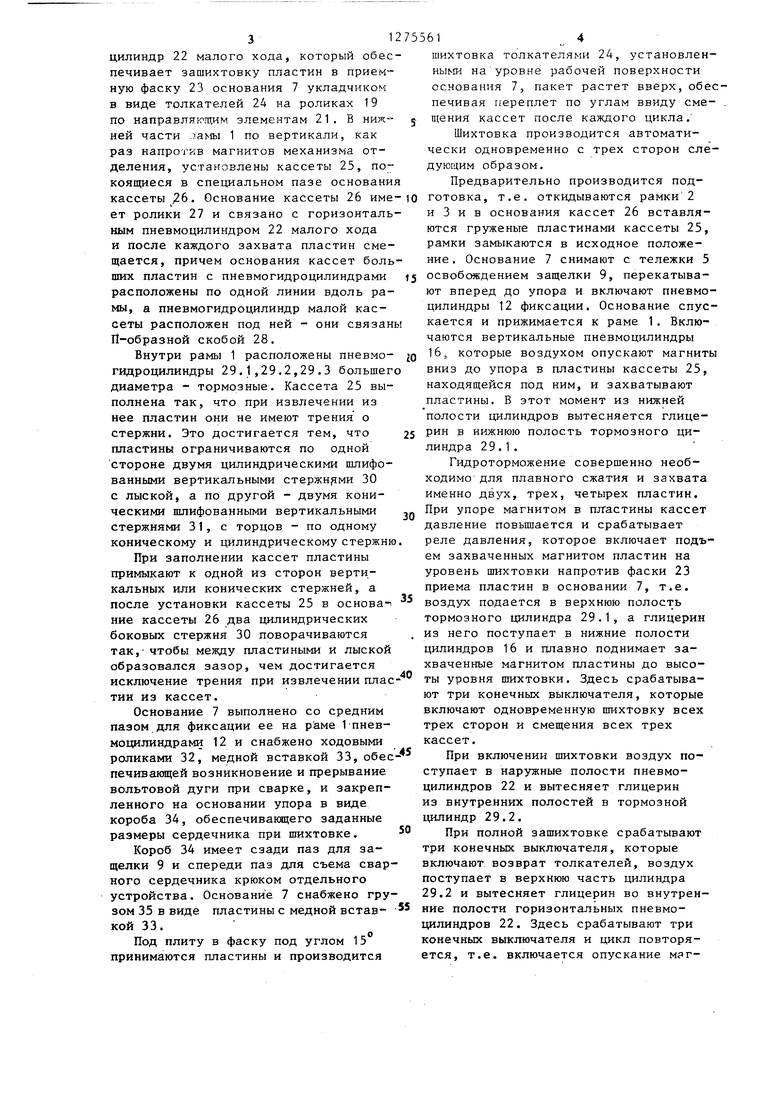
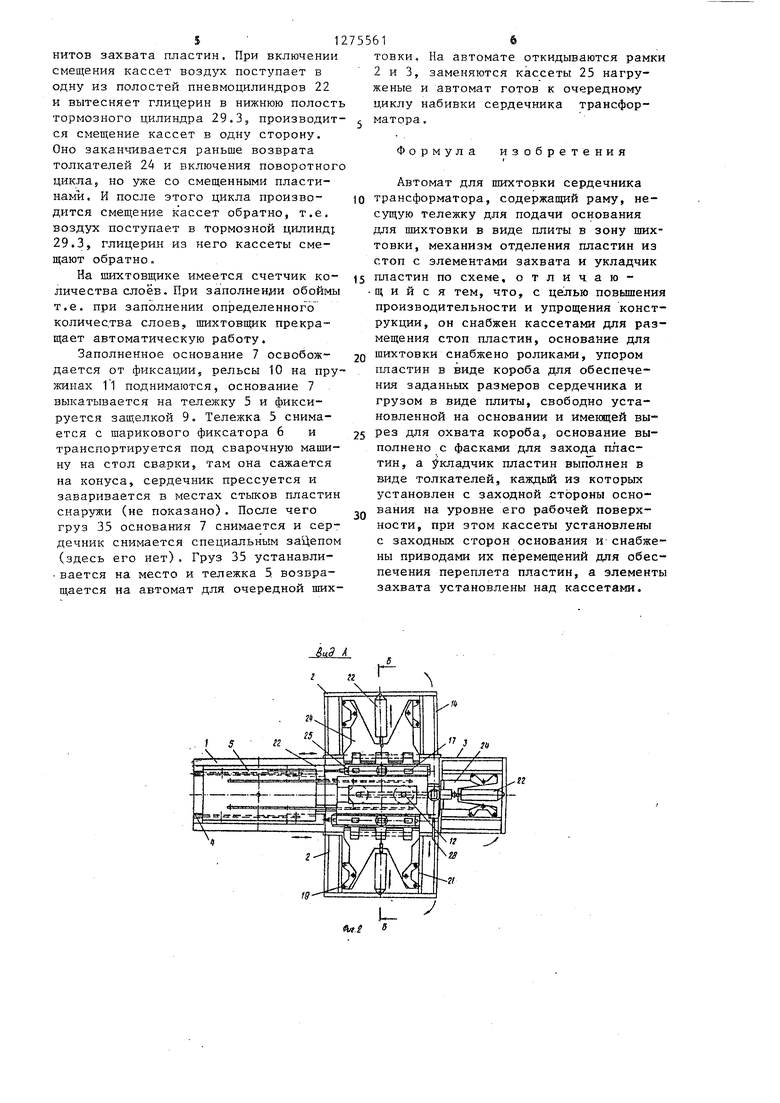
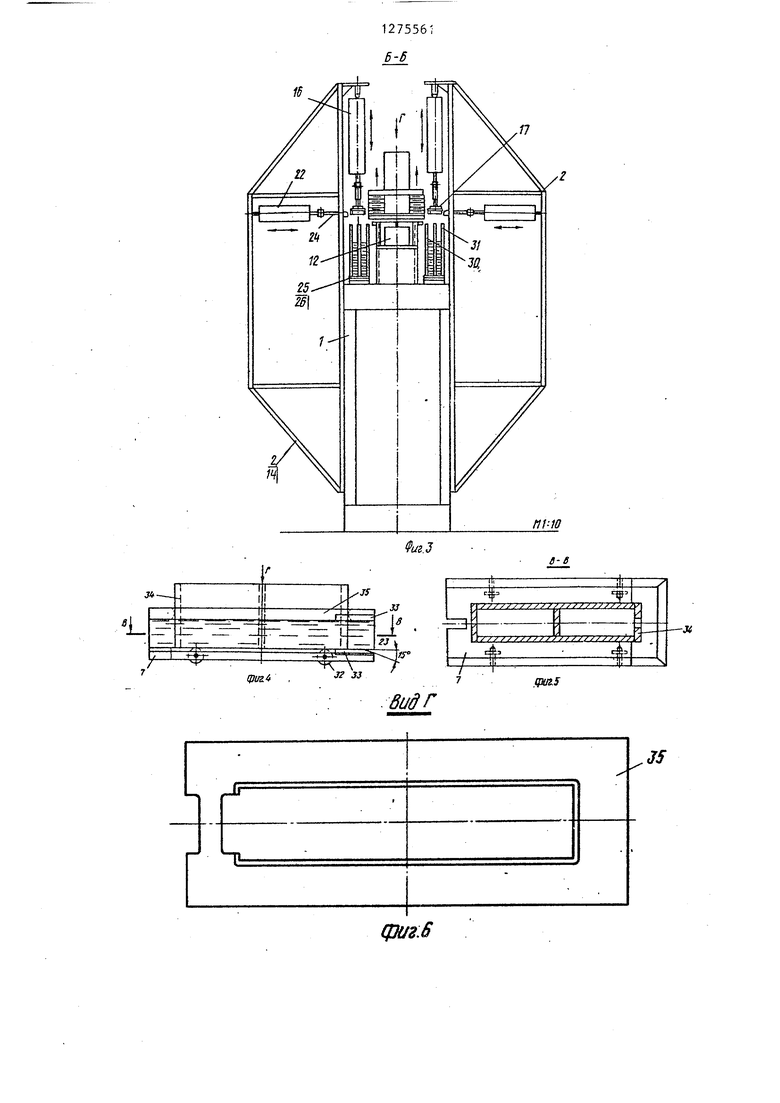
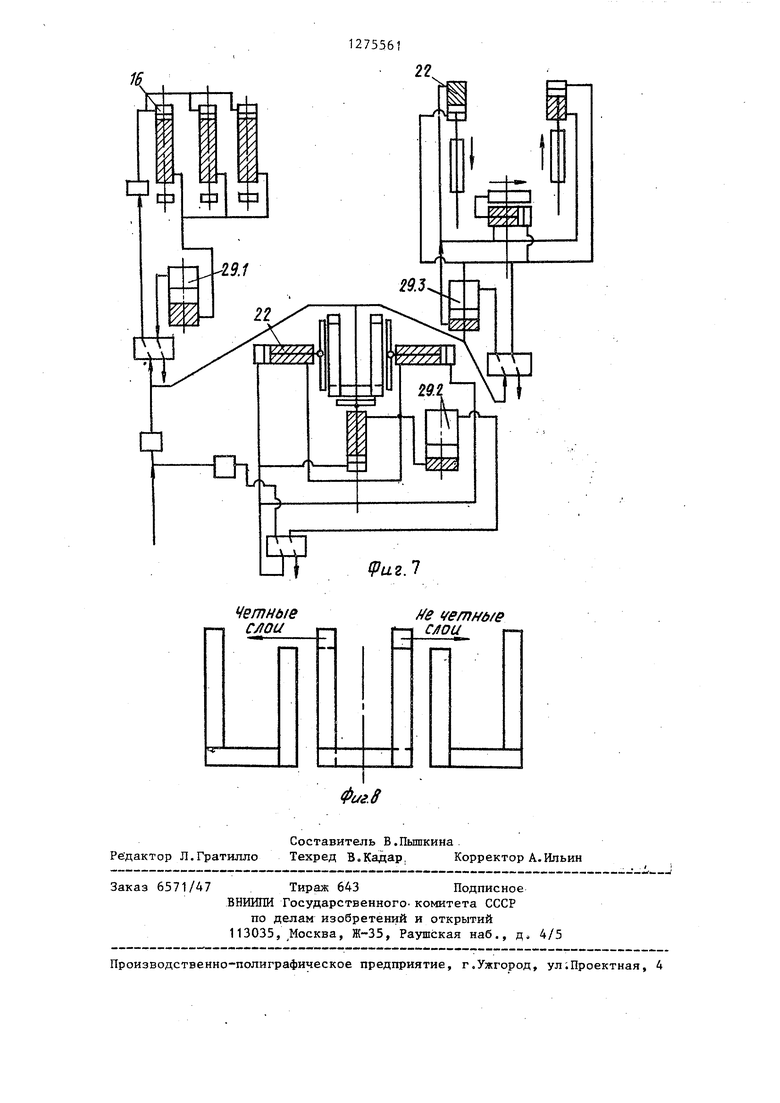
Изобретение относится к технологическому оборудованию для изготовления трансформаторов, в частности трансформаторов для электросварки, и может быть использовано в электро промьш)ленности. Целью изобретения является Повышение производительности автомата и упрощение конструкции. На фиг. 1 представлен автомат, общий вид; на фиг . 2 - вид А на фиг . 1 ; на фиг. 3 - разрез Б-Б на фиг. 2; н фиг. 4 - основание для шихтовки; на фиг. 5 - разрез В-Б на фиг. 4; на фиг . 6 - вид Г на фиг . 4; на фиг. 7 пневмосхема с гидроторможением; на , фиг. 8 - схема шихтовки. Шихтовщик состоит из рамы,1, дву боковых откидываюш 1хся на шарнирах рамок 2 .И передней откидывающейся рамки 3 . Откидьшание рамок необходим для доступа к месту шихтовки и заме кассет. На раме имеются два рельса 4, которые стыкуются с рельсами поворотного круга или линии (не показано) . На рельсах 4 имеется тележка 5, которая фиксируется на раме шариковым фиксатором 6. На тележке 5 установлено основание 7 для шихтовки, которая фиксиру ется на тележке утапливанием ее рол ков 8, на которых она выкатывается, и защелкой 9 Для шихтовки основание -7 освобож дается от защелки 9 и выкатывается до упора по разламывающимся в середине рельсам 10, подпружиненным по концам пружинами 11. Фиксация основания 7 в положение для шихтовки производится двумя пневмоцилиндрами 12, встроенными в раму 1, при фиксировании основание 7 опускается, прижимаясь к раме 1, пружины 11 рельсов сжимаются, рельсы 10 опускаются, поворачиваясь относительно центральных шарниров 13. Боковые откидывающиеся рамки 2 и передняя рамка 3 одинаковы по устройству, но разных размеров: рамки 2 - для шихтовки длинных пластин, рамка 3 - для шихтовки коротких торцовых пластин. Рамки 2 и 3 состоят из решетчатой трапецеидальной металлоконструкции 14, на которой смонтированы вертикальные направляющие элементы 15, вертикальньй пневмоцилиндр 16 большего хода механизма отделения пластин из стопы, который передвигает вниз до упора элементами захвата в виде магнитов 17 этого механизма в пластины и вверх до уровня шихтовки фигурную пластину 18 на роликах 19 по направляющим элементам 15, к нижней части пластины 18 прикреплена горизонтальная немагнитная планка 20, на которой находятся магниты 17 механизма отделения пластин для шихтовки (на рамках 2 - по три магнита, на рамке 3 - один магнит) . На металлоконструкции 14 смонтированы горизонтальные направлягацие элементы 21, г.оризонтальный пневмоцилиндр 22 малого хода, который обеспечивает зашихтовку пластин в приемную фаску 23 основания 7 укладчиком в виде толкателей 2А на роликах 19 по направляк щим элементам 21. В нижней части амы 1 по вертикали, как раз напротив магнитов механизма отделения, установлены кассеты 25, покоящиеся в специальном пазе основания кассеты ;26. Основание кассеты 26 имеет ролики 27 и связано с горизонтальным пневмоцилиндром 22 малого хода и после каждого захвата пластин смещается, причем основания кассет больших пластин с пневмогидроцилиндрами расположены по одной линии вдоль ра мы, а пневмогидроцилиндр малой кассеты расположен под ней - они связа li-образной скобой 28. Внутри рамы 1 расположены пневмо гидроцилиндры 29.1,29.2,29.3 больше диаметра - тормозные. Кассета 25 вы полнена так, что при извлечении из нее пластин они не имеют трения о стержни. Это достигается тем, что пластины ограничиваются по одной стороне двумя цилиндрическими шлифо ванными вертикальными стержнями 30 с лыской, а по другой - двумя коническими шлифованными вертикальными стержнями 31, с торцов - по одному коническому и цилиндрическому стержн При заполнении кассет пластины примыкают к одной из сторон вертикальных или конических стержней, а после установки кассеты 25 в основа ние кассеты 26 два цилиндрических боковых стержня 30 поворачиваются так,- чтобы между пластиными и лыской образовался зазор, чем достигается исключение трения при извлечении пла тин из кассет. Основание 7 выполнено со средним пазом для фиксации ее на раме 1 пневмоцилиндрами 12 и снабжено ходовыми роликами 32, медной вставкой 33, обе печивающей возникновение и прерывание вольтовой дуги при сварке, и закрепленного на основании упора в виде короба 34, обеспечивающего заданные размеры сердечника при шихтовке. Короб 34 имеет сзади паз для защелки 9 и спереди паз для съема свар ного сердечника крюком отдельного устройства. Основание 7 снабжено гру зом 35 в виде пластины с медной вставкой 33. Под плиту в фаску под углом 15 принимаются пластины и производится шихтовка толкателями 24, установленными на уровне рабочей поверхности основания 7, пакет растет вверх, обеспечивая переплет по углам ввиду сме- . щения кассет после каждого цикла. Шихтовка производится автоматически одновременно с трех сторон следующим образом. Предварительно производится подготовка, т.е. откидываются рамки 2 и 3 и в основания кассет 26 вставляются груженые пластинами кассеты 25, рамки замыкаются в исходное положение. Основание 7 снимают с тележки 5 освобождением защелки 9, перекатывают вперед до упора и включают пневмоцилиндры 12 фиксации. Основание спускается и прижимается к раме 1. Включаются вертикальные пневмоцилиндры 16J которые воздухом опускают магниты вниз до упора в пластины кассеты 25, находящейся под ним, и захватывают пластины. В этот момент из нижней полости цилиндров вытесняется глицерин в нижнюю полость тормозного цилиндра 29.1. Гидроторможение совершенно необходимо для плавного сжатия и захвата именно двух, трех, четырех пластин. При упоре магнитом в пластины кассет давление повышается и срабатывает реле давления, которое включает подъем захваченных магнитом пластин на уровень шихтовки напротив фаски 23 приема пластин в основании 7, т.е. воздух подается в верхнюю полость тормозного цилиндра 29.1, а глицерин из него поступает в нижние полости цилиндров 16 и плавно поднимает захваченные магнитом пластины до высоты уровня шихтовки. Здесь срабатывают три конечных выключателя, которые включают одновременную шихтовку всех трех сторон и смещения всех трех кассет. При включении шихтовки воздух поступает в наружные полости пневмоцилиндров 22 и вытесняет глицерин из внутренних полостей в тормозной цилиндр 29.2, При полной зашихтовке срабатывают три конечных выключателя, которые включают возврат толкателей, воздух поступает в верхнюю часть цилиндра 29,2 и вытесняет глицерин во внутренние полости горизонтальных пневмоцилиндров 22, Здесь срабатывают три конечных выключателя и цикл повторяется, т.е, включается опускание магнитов захвата пластин. При включении смещения кассет воздух поступает в одну из полостей пневмодилиндров 22 и вытесняет глицерин в нижнюю полость тормозного дилиндра 29.3; производится смещение кассет в одну сторону. Оно заканчивается раньше возврата толкателей 24 и включения поворотного цикла, но уже со смещенными пластинами, И после этого цикла производится смещение кассет обратно, т.е. воздух поступает в тормозной цилиндр 29.3, глицерин из него кассеты смещают обратно.
На шихтовщике имеется счетчик количества слоев. При заполнении обоймы т.е. при заполнении определенного количества слоев, шихтовщик прекращает автоматическую работу.
Заполненное основание 7 освобождается от фиксации, рельсы 10 на пру жииах 11 поднимаются, основание 7 выкатывается на тележку 5 и фиксируется защелкой 9. Тележка 5 снимается с шарикового фиксатора 6 и транспортируется под сварочную машину на стол сварки, там она сажается на конуса, сердечник прессуется и заваривается в местах стыков пластин снаружи (не показано). После чего груз 35 основания 7 снимается и сердечник снимается специальным заЦепом (здесь его нет). Груз 35 устанавли вается на место и тележка 5. возвращается на автомат для очередной шихтовки. На автомате откидываются рамки 2 и 3, заменяются кассеты 25 нагруженые и автомат готов к очередному циклу набивки сердечника трансформатора.
Формула изобретения
Автомат для шихтовки сердечника трансформатора, содержащий раму, несущую тележку для подачи основания для шихтовки в виде плиты в зону шихтовки, механизм отделения пластин из стоп с элементами захвата и укладчик пластин по схеме, отличающ и и с я тем, что, с целью повышения производительности и упрощения конструкции, он снабжен кассетами для размещения стоп пластин, основание для шихтовки снабжено роликами, упором пластин в виде короба для обеспечения заданных размеров сердечника и грузом в виде плиты, свободно установленной на основании и именяцей вырез для охвата короба, основание выполнено с фасками для захода пластин, а кладчик пластин выполнен в виде толкателей, каждый из которых установлен с заходной стороны основания на уровне его рабочей поверхности, при этом кассеты установлены с заходных сторон основания и снабжены приводами их перемещений для обеспечения переплета пластин, а элементы захвата установлены над кассетами.
15
Щиг. 5-Б
П
1-е
-X
ipuif
-Вид Г
Озиз.б
fpuz.l
| Патент США № 3875660, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
