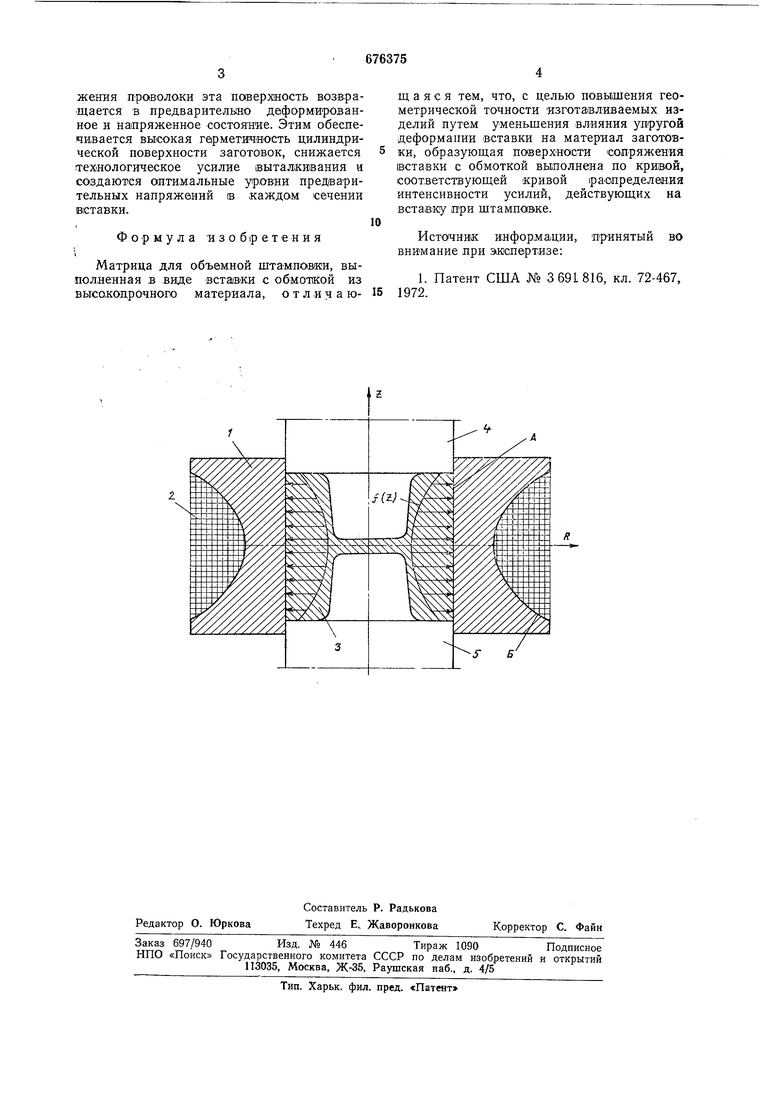
жения проволоки эта поверхность возвращается в предварителыно деформированное и напряженное состояние. Этим обеспечивается высокая ге|рметичаость цилиндрической поверхности заготовок, снижается тех нологическое усилие выталкивания и создаются оптимальные уровни предварительных напряжений в каждом сечении вставки. Формула изоб|ретения Матрица для объемной штамповки, выполненная в виде вставки с обмоткой из высокодрочного материала, отличающ а Я С я тем, что, с целью повышения геометрической точности изготавливаемых изделий путем уменьшения влияния упругой деформаиии вставки на материал заготовки, образующая поверхности сопряжен-и я вставки с обмоткой выполнена по кривой, соответствующей кривой (распределения интенсивности усилий, действующих на встав:ку ери штамповке. Источник информации, принятый во внимание лри акюпертизе: 1. Патент США № 369L816, кл. 72-467, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1994 |
|
RU2092260C1 |
| Гидравлический пресс для штамповки эластичной средой | 1979 |
|
SU780308A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА БЕСЩЕТОЧНОГО ЭЛЕКТРОДВИГАТЕЛЯ ПОСТОЯННОГО ТОКА И СТАТОР БЕСЩЕТОЧНОГО ЭЛЕКТРОДВИГАТЕЛЯ ПОСТОЯННОГО ТОКА, ИЗГОТОВЛЕННЫЙ УКАЗАННЫМ СПОСОБОМ | 2004 |
|
RU2287888C2 |
| Магнитоупругий датчик усилий | 1982 |
|
SU1049760A1 |
| Матрица для объемной штамповки деталей | 1980 |
|
SU965588A1 |
| Матрица к штампам для объемной штамповки | 1983 |
|
SU1144755A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОГО БЛОКА | 1992 |
|
RU2021072C1 |
| Бандажированный контейнер | 1987 |
|
SU1449184A1 |
| Универсальный гибочный штамп | 1978 |
|
SU766706A1 |
| ЭЛЕКТРОМАГНИТНАЯ ФОРСУНКА | 1996 |
|
RU2117815C1 |
