1
Изобретение относится к машиностроению и может быть использовано в металлообработке.
Известна борштанга к расточному станку, на столе которого размещены направляющие опоры для борштанги, имеющие диаметрально расположенные шпонки и пазы для прохода резцов 1.
Недостатком известных борштанг является сложность их установки относительно обрабатываемой детали.
Цель изобретения - повышение точности установки борштанги относительно обрабатываемой детали и сокращение времени установки.
Для этого в предлагаемой борштанге выполнены продольные ступенчатые пазы для шпонок, причем пазы на части борштанги, предназначенной для контакта с направляющими опорами, имеют одинаковую глубину, а на остальной части борщтанги один из пазов имеет меньшую глубину.
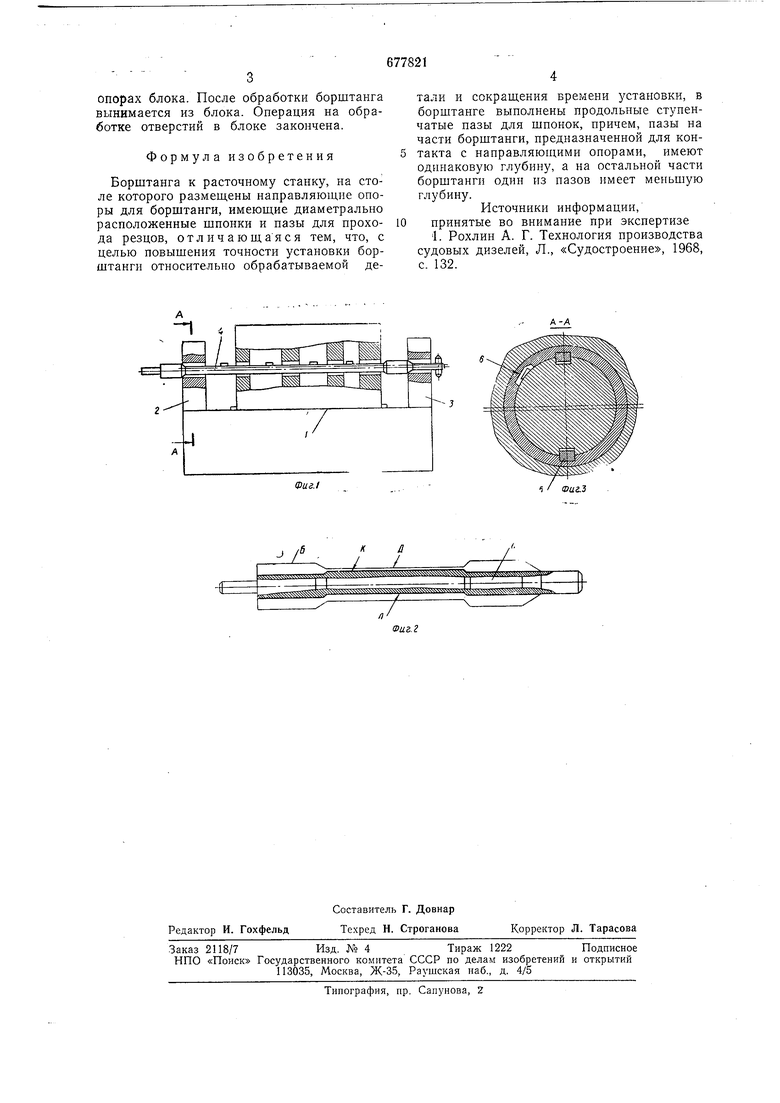
На фнг. 1 изображена конструкция, продольный разрез; на фиг. 2 - борштанга, продольный разрез; на фиг. 3 - разрез А-А фиг. 1.
На столе 1 расточного станка размещены передняя направляющая опора 2 н задняя направляющая опора 3 для борщтангн 4.
Опоры 2 и 3 имеют диаметрально расположенные шпонки 5 и паз 6 для прохода резцов. Направляющие части Б борштанги имеют шпоночные пазы одной глубины, а на части борщтангн Д глубина пазов К и Л выполнена различ)ой.
Ввод борщтангн в опоры осуществляется следующим образом.
При расточке отверстий, например, в блоке двигателя автомобиля ГАЗ-51 блок устапавливается на стол станка и зажимается. Борштанга вручную вводится в переднюю направляющую опору 2 так, чтобы
шпонки опор вошли в продольные пазы борщтанги. При перемещении борщтанги дальще в отверстия блока она смещается диаметрально в одну сторону за счет ступенчатых шпоночных пазов, образуя с противоположной стороны увеличенный зазор между резцами и обрабатываемым отверстием. Таким образом резцы проходят в блок в месте увеличенного зазора. После того как нанравляющий поясок борщтанги
войдет во вторую направляющую опору 3, борщтанга )станавливается соосно с обрабатываемыми отверстиями блока, резцы борщтангн располагаются между опорами блока, производится обработка отверстий в
опорах блока. После обработки борштанга вынимается из блока. Операция на обработке отверстий в блоке закончена.
Формула изобретения
Борштанга к расточному станку, на столе которого размещены направляющие опоры для борштанги, имеющие диаметрально расположенные шпонки и пазы для прохода резцов, отличающаяся тем, что, с целью повышения точности установки борштанги относительно обрабатываемой детали и сокращения времени установки, в борштанге выполнены продольные ступенчатые пазы для шпонок, причем, пазы на части борштанги, предназначенной для контакта с направляющими опорами, имеют одинаковую глубину, а на остальной части борштанги один из пазов имеет меньшую глубину.
Источники информации,
принятые во внимание при экспертизе
1. Рохлин А. Г. Технология производства судовых дизелей. Л., «Судостроение, 1968, с. 132.
Фиг.1
А-А
ч I шаг-Ъ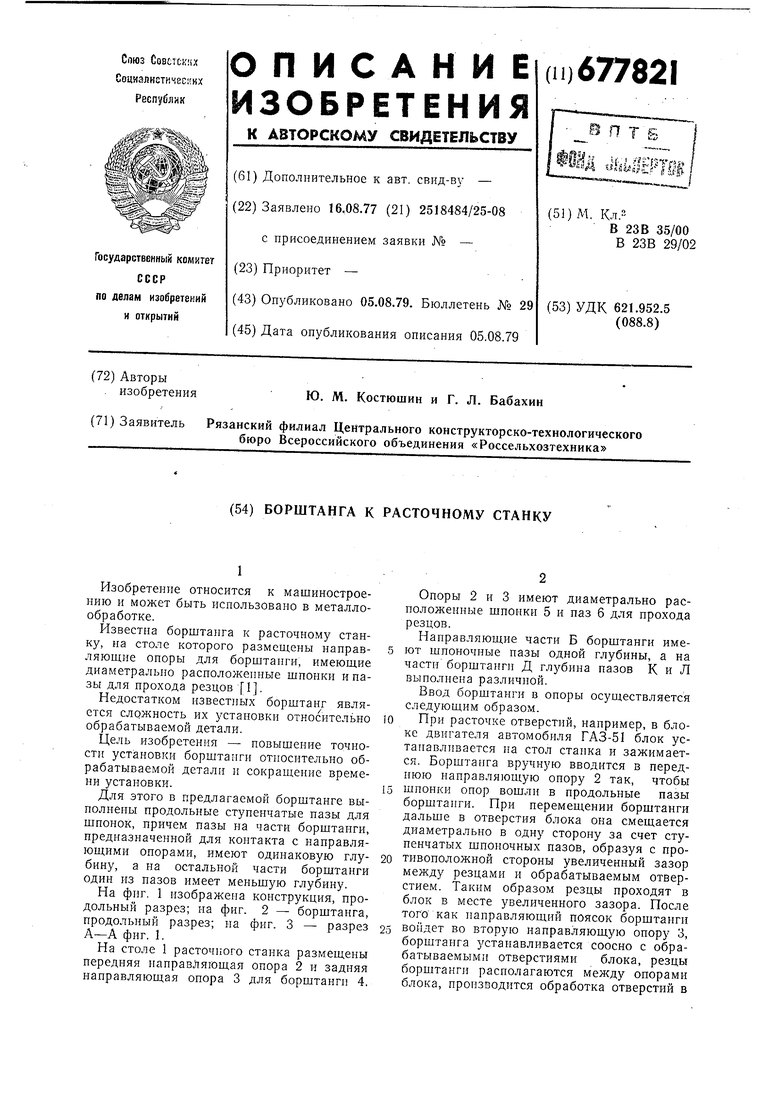
| название | год | авторы | номер документа |
|---|---|---|---|
| Борштанга | 1980 |
|
SU884872A1 |
| Расточной станок | 1981 |
|
SU997996A1 |
| Устройство для растачивания отверстий | 1981 |
|
SU990432A2 |
| Расточная головка | 1981 |
|
SU990428A1 |
| Алмазно-расточной станок | 1972 |
|
SU452439A1 |
| Станок для обработки внутренних фасонных поверхностей | 1980 |
|
SU1024175A1 |
| Борштанга для расточки глубоких отверстий | 1982 |
|
SU1174167A1 |
| Устройство для доворота,фиксации и перемещения борштанги горизонтально-расточного станка | 1984 |
|
SU1220883A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| Переносной вертикально-расточной станок | 1983 |
|
SU1158303A1 |
Л
/L
