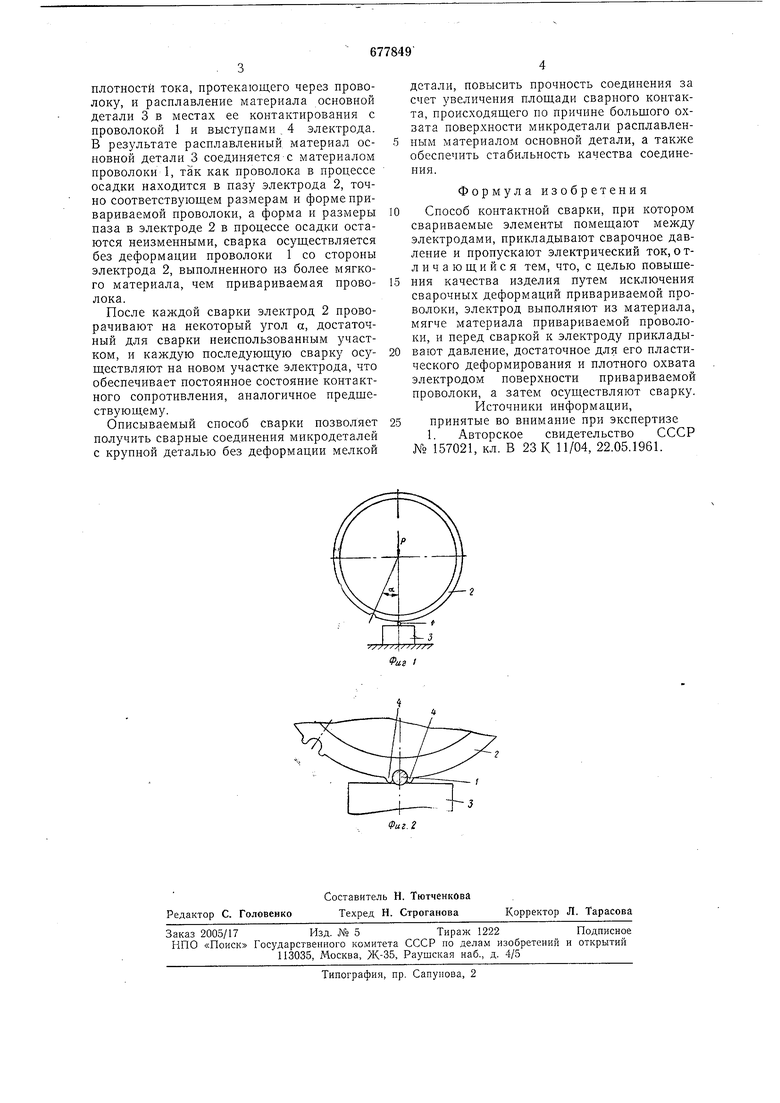
плотности тока, протекающего через проволоку, и расплавление материала основной детали 3 в местах ее контактирования с нроволокой 1 и выступами 4 электрода. В результате расплавленный материал основной детали 3 соединяется с материалом проволоки 1, так как проволока в процессе осадки находится в пазу электрода 2, точно соответствующем размерам и форме привариваемой проволоки, а форма и размеры паза в электроде 2 в процессе осадки остаются неизменными, сварка осуществляется без деформации проволоки 1 со стороны электрода 2, выполненного из более мягкого материала, чем привариваемая проволока.
После каждой сварки электрод 2 проворачивают на некоторый угол а, достаточный для сварки неиспользованным участком, и каждую последующую сварку осуществляют на новом участке электрода, что обеспечивает постоянное состояние контактного сопротивления, аналогичное предшествующему.
Описываемый способ сварки позволяет получить сварные соединения мнкродеталей с крупной деталью без деформации мелкой
детали, повысить прочность соединения за счет увеличеиия площади сварного контакта, происходящего по причине большого охвата поверхности микродетали расплавленным материалом основной детали, а также обеспечить стабильность качества соединения.
Формула изобретения
Способ контактной сварки, при котором свариваемые элементы помещают между электродами, прикладывают сварочное давление и пропускают электрический ток,отличающийся тем, что, с целью повышения качества изделия путем исключения сварочных деформаций привариваемой проволоки, электрод выполняют из материала, мягче материала привариваемой проволоки, и перед сваркой к электроду прикладывают давление, достаточное для его пластического деформирования и плотного охвата электродом поверхности привариваемой проволоки, а затем осуществляют сварку.
Источники информации, принятые во внимание при эксиертизе 1. Авторское свидетельство СССР № 157021, кл. В 23 К 11/04, 22.05.1961.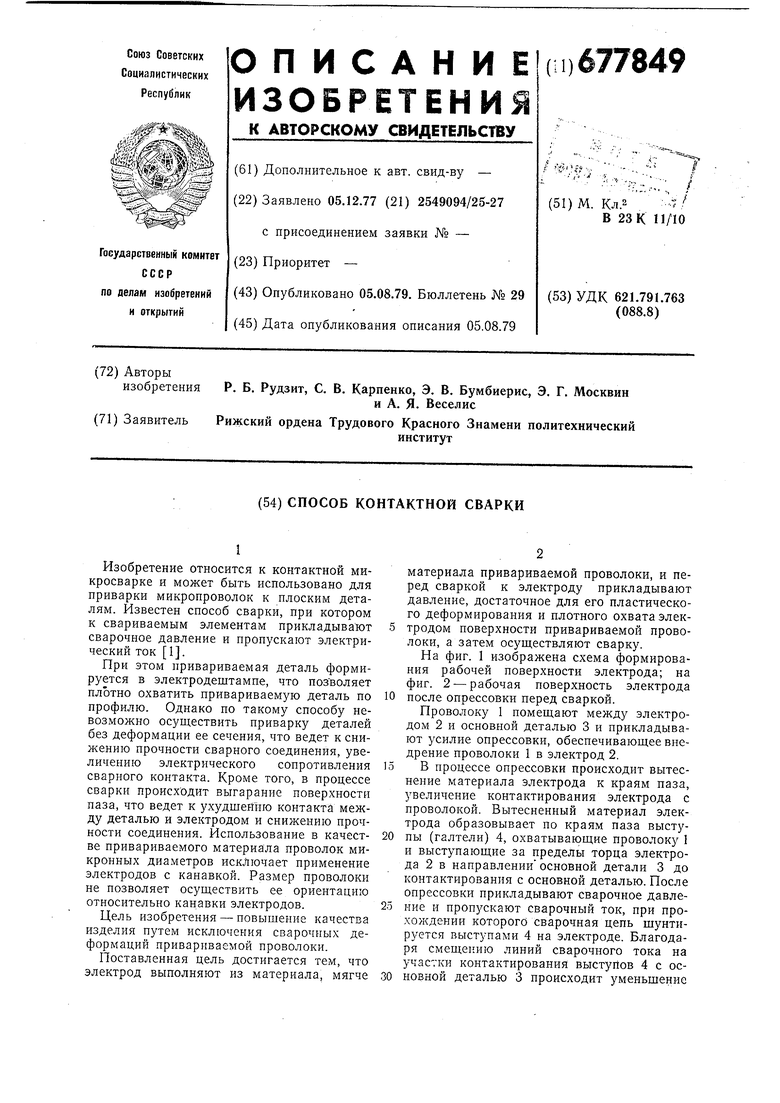
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной точечной сварки | 1981 |
|
SU1030125A1 |
| Способ монтажа проволочных проводников к контактным площадкам полупроводниковых приборов | 2020 |
|
RU2751605C1 |
| Способ односторонней контактной сварки | 1979 |
|
SU846168A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам | 1980 |
|
SU933330A1 |
| Способ ремонта якоря тягового электродвигателя | 1984 |
|
SU1243924A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ МИКРОСВАРКИ | 2002 |
|
RU2225780C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2443528C1 |
| Способ контактной сварки | 1986 |
|
SU1433698A1 |
| Способ контактной точечной электрической сварки провода | 1989 |
|
SU1706805A1 |
