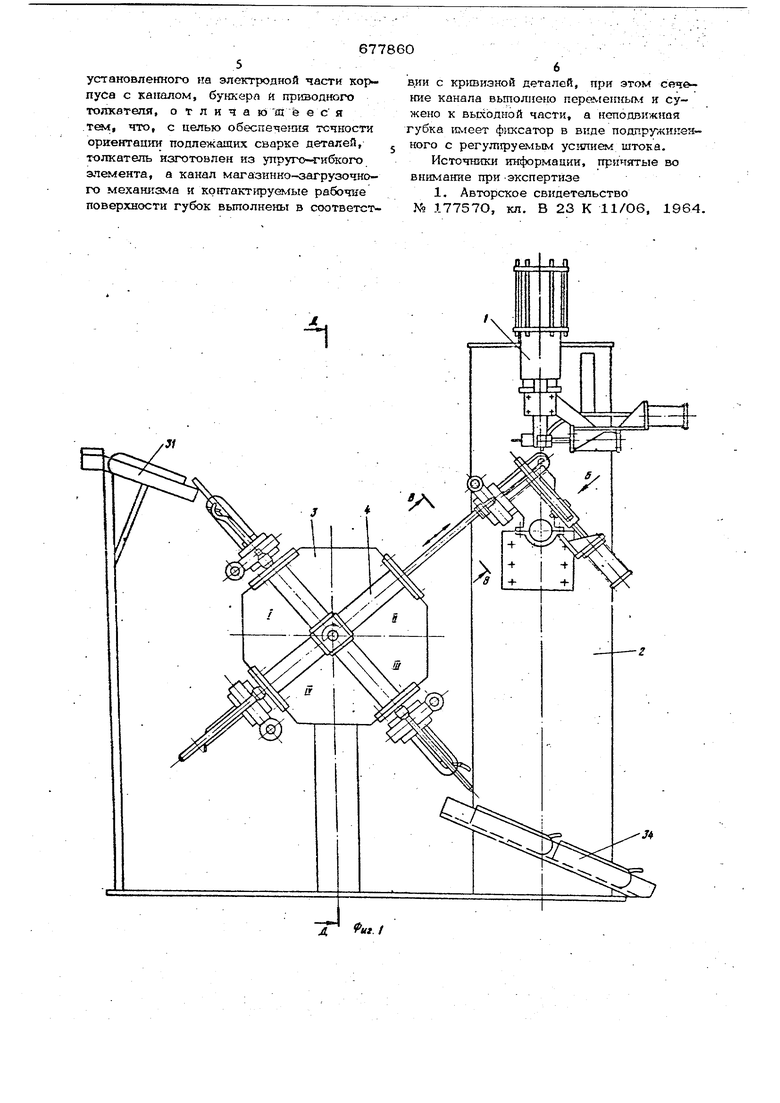
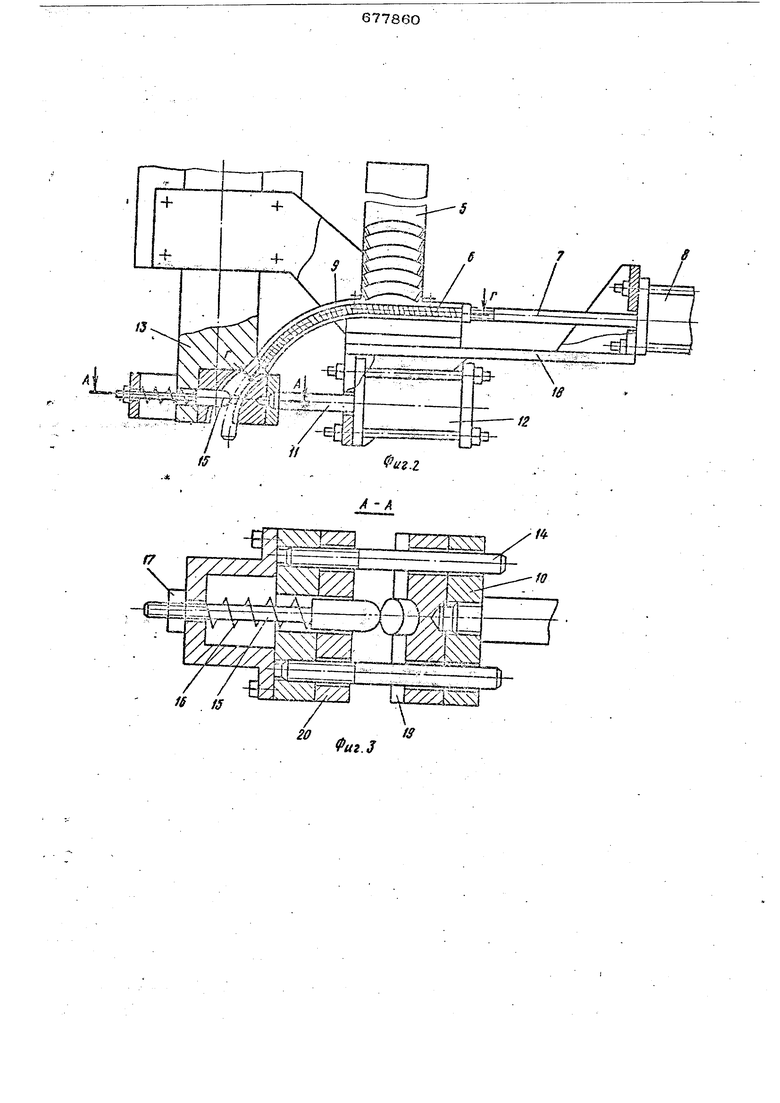
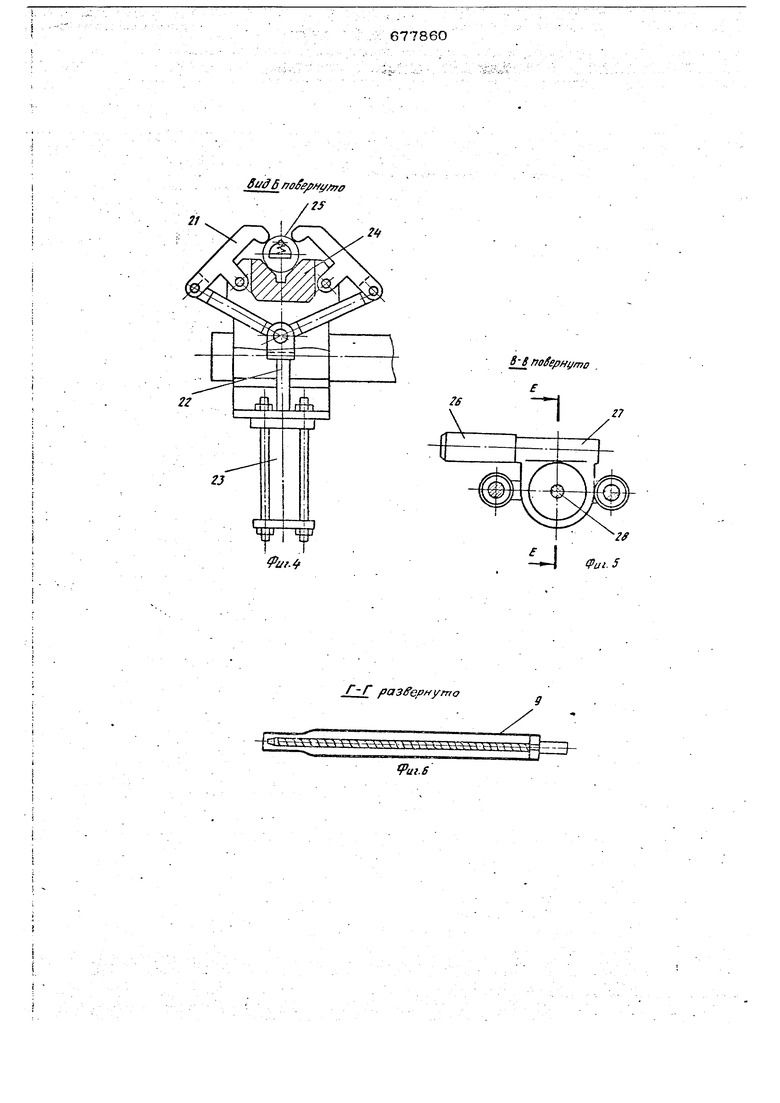
Изобретение относится к машиностро&.вию, в частности к пропзводству устройств для сборки и сварки. Известно устройство для сборки и CBaj ки преямуществешю деталей криволинейно формы с трубой, содержащее смонтированные на станине механизм подашт, фиксации и зажима трубы, злектроднута часть с подвижной и неподвижной губками магазинно-загрузочный механизм, состоящий из установленного на электродной части кориуса с каналом, бункера и ирииодного толкателя t1j . Указанное устройство не обеспечивает точную ориентацию деталей, подлежащих сварке. Изобретение позволяет яовысить точность ориентирования подлежащих сварке деталей за счет того, что толкатель изготовлен из упруго-гибкого элемента, а канал магазинно-загрузочного механизма иконтактируемые рабочие поверхности губок выполнены в соответствии с кривизной деталей, при этом сечение канала выпЬлне&о переменным и сужено к выходной части, а неподвижная губка имеет фиксатор в виде подпружиненного с регулируемым усилием штока. На фиг. 1 схематически изображен ойцпй вид автоматического устройства в положении перед сваркой; на фиг. 2 - ма- газинно-загрузочньтй механизм; на фиг. 3 Электродная часть с компенсатором (сечение А-А фиг. 2)} на фиг. . 4 - механизм зажима трубы вйд Б фиг. 1); на фиг. 5 - механизм подаГчи трубы (сечение В-В фиг. 1); на фиг, 6 - жолоб пвременного сечения (сечение Г-4 фиг. 2); на ф1п:. -7 - разрез Д-Д фиг. 1; на фиг. 8 - сечение Е-Е механизма фиксации фиг. 5. Устройство содержит магазинно-загрузочный механизм 1, механизм 2 зажима трубы, поворот1П 1й стол 3 и механизм 4 фиксации трубы, Магазинно-загрузочный механизл состоит из кассеты 5, вместо которой может быть установлен бункер, толкателя 6, вьпюлнемного в виде гибкого элемента, штока 7, .связанного с пкевмощштииаром 8. Толкатель 6 розмешон в криаолинейнрм ж елоба 9, конец которого расположен нбЬ пбзом подв гжной губки 10, соедкненкой через шток 11 с пневмошшиндром 12. Подвижная губка соединена с неподвггж ной губкой 13 посредством двух направля ющих 14, Через неподвткную губку 13 проходит компенсатор 15, выполненный. в виде подрлгжного штока с пружиной 16 В регулировочнойгайкой 17. Весь магаэинно-загфузочный механизм за Kckmotie- шгем неподвижной губки с компенсатором закреплен в подвижной части сварючной машины через корпус 18. Подв гжная 10 и неподвижная 13 губки снабжены износостойкими злектропроБодными вставками 19 и 20. , Механизм за кима трубы сосчхзкт из двух пояа1сн 1ых рычагов 21, соединенных через шток 22 с пй1авмоц1эттшром 23, и ложемента 24. Механизм подачи трубы 25 при сборке расположен внутри ее и вкЛтбчает эйектро двигатель 26 и червячный редуктор 27. Шток 28 механизма подачи трубы расположен на поворотном стояе 3. Механизм фиксации трубы представляе собой подпружиненный фга сатор 29, уста новленный на оси.30 и поворачивающийся на S60 до упора с помощью червячного ред тстора 27, призод1 могр во вращеш1е электродвигателем 26. Свариваемые-трубы поступают по склн 5зу 31 тгрн помощи толкак ш;его контейнера на позишпо Т поворотного ме; :аш1зма подачи трубы. Затем включается механиз фиксашги трубы, который при повороте на 360 входит фиксатором в отвер-стие трубы к поворачивает ее до утюра. Затем с помощью двигателя 32 и редуктора 33 производится поворот стола 3 на 9О в положение Д. После этого включается шчшндр и подает по направлйюшям трубу вместе с механзгзмом фиксации в нижтпою электродную часть точечной машины, где с помошью пневмоиилиндра 23 рычаг 1мн 21 производится зажих1 трубы перед свар кой. На верхней подвижной части машины установлен мехашсзм магазинио загрузоч кых деталей криволинейной формы. Работа предлагаемого автоматического устройства для сборки и сварки осуще ствляется cnen TOiUKM образом. Детали криволинейной формы из кассеты 5 (или бункера) поступают на основание ж€2Лоба 9под действием пружины (или собственкого веса). Толкатель 6 и подвижная губка 10 в Э1-0 время находятся в крайнем правом положении, а неподвтохная губка 13 вместе с магазишю-загрузочным механиамом 1 - в вфхнем положеinre рабочего хода сварочной машщак При переэлешегаш толкателя 6 справа налево етали криволинейной формы благодаря эффекту смешения центра тяжести относительно нейтральной оси и -тсонструкций желоба 9 поступает в паз подвижной губки 10необходи,&1м образом ориентированными. В этом положения деталь криволи нейной формы удерживается компенсатором 15, пружина 16 которого отрегулирована на такое усилие, которое обеспечдаает кокшенсашпо-силы тяжести н силы инерции, возникающей при ее переметет: НИИ, а компенсатор 15 и регул1груемьгй толкатель 6 обеспеч юают точную величнну выйета привариваемого кошш. . Затем деталь кривотпшейной зажимается с усилием, передаваемь М на подв.гжную губку 1О от пнезмоиилиндра 12 через шток 11. Труба, ориентированная по привариваемо.у отверстто механизмом фгассацин, подается в ложемент 24 механламом подачи и закрепляется от пневмопишттщра 23 рьгчагами 21. После этого, когда центры отверстий в трубе и детали криволинейной формы совмещены,. производится сварка, причета прежде ч&л „подвткная часть сварочной машины подшолется, подвижная губка 10 отходит в. крайнее положение. После сварки производится разжим деталей, и механизм подачи трубы с помощью цилиндра 4 пер&мешает готовое изделие иэ-под электродов машины .в шгж-нее положение. Затем производится поворот стола 3 на 90 в положение Ш, в котором готовое изделие под действием силы тяжести падает на склиз 34. формула изобретения Устройство для сборки и сварки преимущественно деталей криволиней1юй форглы с трубой, содержащее смонт1грованные на станине механизм подачи, фиксации л зажима Чрубы, электронную TjacTb с подвижной и неподвижлой губками, магазннно- загрузочный мехатшам, состоящий из
установленного на электродной части корпуса с каналом, бункера я приводного толкателя, о т л и Ч а юЖё ее я .тем, что, с целью обеспечешш тсчности ориентацитт подлежащих сварке деталей, толкатель изготовлен из упруго-гибкого элемента, а канал магазинко-загрузочного механизма и кр{ггакт1фуек1ые рабочие поверхности губок выполнены в соответствии с кр1тизной деталей, при этом сечение канала вьтолиено перелгеинь д к сужено к вьрсЬдной части, а неподБИжная губка имеет фиксатор в виде подпружилеяного с регушфуамым усзшием штока.
Источники информации, принятые во внимание при -экспертизе
1, Авторское свидетельство № 177570, кл. В 23 К 11/06, 1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ ТВЭЛ ДЛЯ ЭНЕРГЕТИЧЕСКИХ ЯДЕРНЫХ РЕАКТОРОВ ТИПА БН | 1994 |
|
RU2094866C1 |
| Устройство для автоматической сборки под сварку | 1982 |
|
SU1073058A1 |
| Установка для сварки | 1985 |
|
SU1384359A1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕРЕВОМЕТАЛЛИЧЕСКИХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254229C2 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Устройство для сборки набора с обшивкой корпуса судна | 1978 |
|
SU753707A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Станок для наложения кольцевой изоляции на электродные пластины электрических аккумуляторов | 1956 |
|
SU108106A1 |
| УСТРОЙСТВО для СБОРКИ под СВАРКУ | 1973 |
|
SU388860A1 |
| Установка для получения трубчатых заготовок | 1976 |
|
SU608591A1 |

ч -€-. V -/ . i.ilit/ / /x./iv «йСгй Ш W/ / iiMiii/ / vklida 7// ./ -ia Sl/d6 f7ofs/ / i//nff
2S
2f
23
Г-Г развернуто
f-n--.- I L
-fQ уУу- Р ЛЛУУгУ- VVyvAAr-VPi-VA-WA-WV-V I -I I I I 11 I-- - Г
2f
(put-5
иг.6
сМ4з
Л- Л.
