-- У-- Г- - - Изобретение касается сварки и относится к конструкциям поточной линии для изготовления изделий, преимущественно сварных металлоконструкций типа шахтны вагонеток. Известна автоматическая линий, содержащая установленные но ходу техноло- гиСёШеЩ-гфеНёе-еа станки и транспортное устройство, вьшолненнье в вид1в установ ленных на о&цей направляющей рейнеровзахватов с приводами подъема-опускания и зйхвата-освобождения изделия .,С 13 . Работает эта линия следующим образом, На станках линии производится обработка изделия. После окончания обрабо ки открытые захваты рейнеров опускаются на изделия, закрываются приводом (пневматическим и т.п.), поднимаются, н ёмещайтся на шаг, опускаются, освобождают изделия и возвращаются в исходное положение. Линия компактна, обеспечивает обработку изделий, однако ее транспортное устройство сложно но конструкции, каждый рейнер содержит тр привода: передвижения, подъема-опускания, захвата-освобождения изделия. Известна поточная линия для изготовления изделий преимущественно рварных металлоконструкций типаКузовов шахтных вагонеток, .содержащая установленные на основании по ходу: технологического процесса четные и нечетные рабочие стенды для сборки, сварки и обработки изделий и накопитель, а также транспорГное устройство в виде монорельса, на котором 11азметхены ряд также четных и нечетных транспортных тележек. Каждая такаа тележка снабжена несущими подъемный корпус с шарннрно подвешенными относительно HeroV по Меньшей мере, двумя парами захватов и приводом сближения и разведения захватов 2 . Недостатком известной поточной линии для изготовления изделий является малая надежность в работе захватов, так как сложна конструкция привода сближения и разведения захватов.
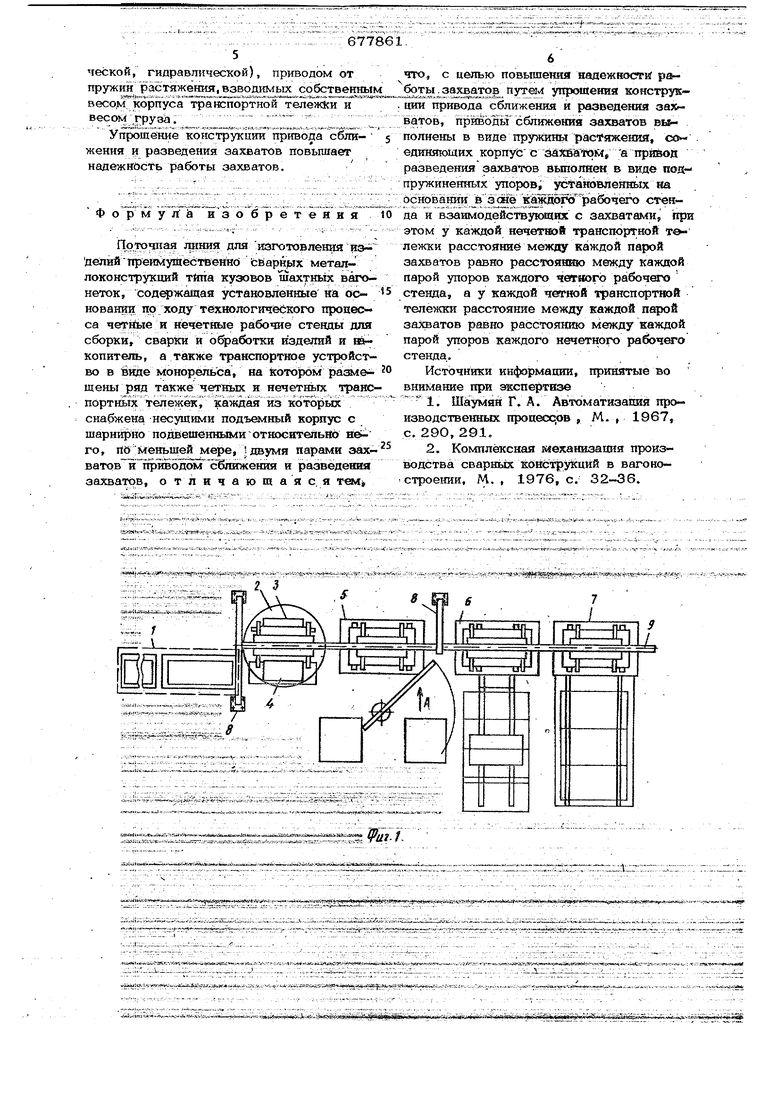
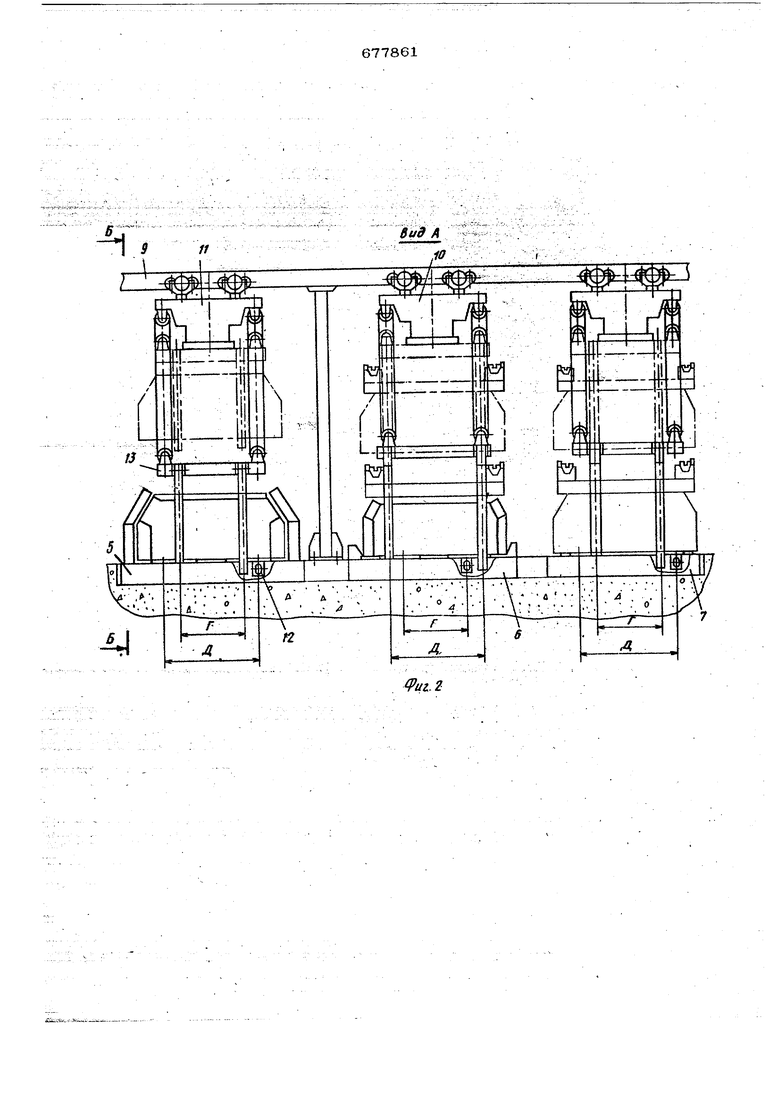
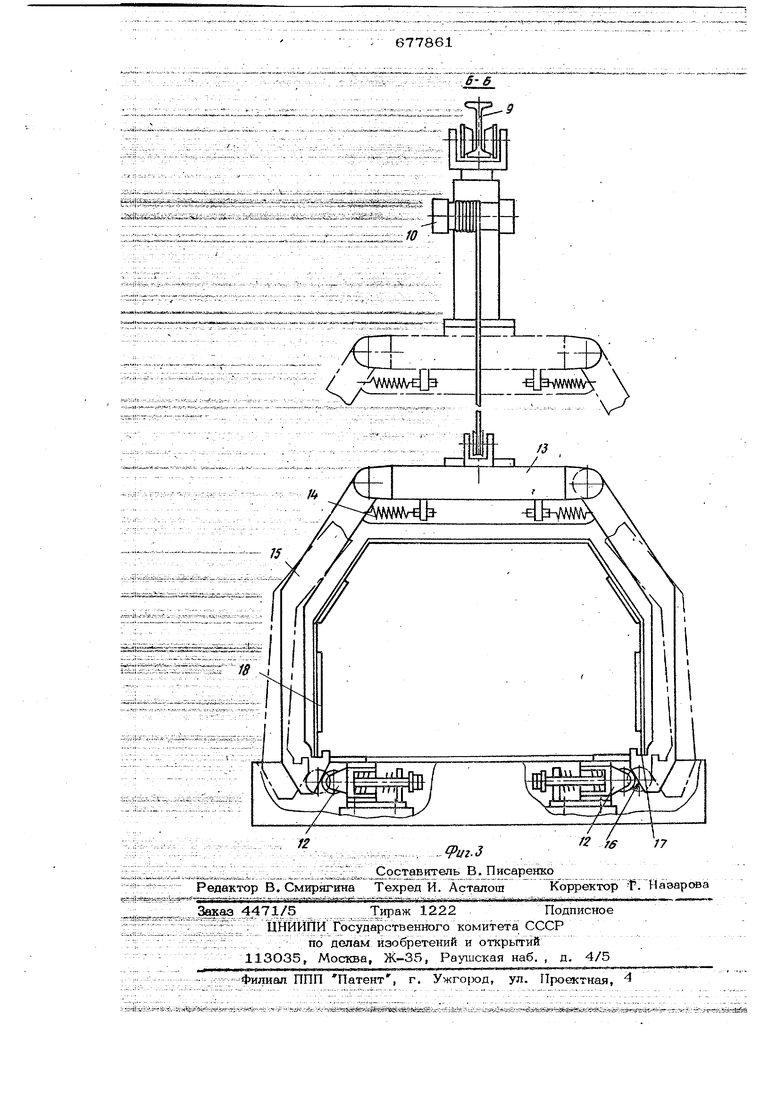
677861 Цепью изобретения является разработка такой конструкции поточной лнниИг которая обеспечила бы бояее вьюЬкую надежность работы захватов, благода ря уп рощению конструкции привша сближения И разведения захватов. Указанная цель достигается тем, что приводы сближения зазшатов вбшолнены в Wflе Оружии растяжения, каадая из ко т6рых соединяет корпус с захватом, а : прййод разведенга awaxBeiTOB пружинёйных упоров, установленных на л основаниив ;зоне каждого рабочего стенда и взаимодействуюШих с зазсватами. При да и взаимодействующих с захватами, этом у каждой нечетной транспортной расстояние между каждой парой ,р;ав;нб расстоянию между каждойпарой упоров каждого четного рабоче1гО,стёЩ1а, а у каждой четной транспортной тШёжкй расстояние между кавдой парой захёатх)В равно расстоянию Кугежду каждой парой упоров каждого нечетного рабочё го стенда.. На фиг. ;1, изображена доточНая линия вид в плане; на фиг. 2 - А фиг.. Г; на (|)иг. 3 - разрез Б-Б фиг. 2. Поточная линия содержит участок 1 сборки боковины кузова, . поворотный стол 2 с кантователями 3 и 4, а также четные 5 и нечетные б рабочие стенды сборки кузова, сборки кузова с рамой и на коптгепь 7. Поточная линия содержит .......... ..i.. ..-..,.. ...,, ....,-.,,... .,,.-.,...,--:;; -f: -.,, ., . ,, транспортное устройство 8, имеющее монорельс 9 с четными 10 и нечетными 11 TpaHcnbpTHbnviH телехжйми.. Рабочие стенды 5, 6 и; накопитель 7 снАбженЁ прдпружиненными упорами 12-. 1: ранспортные тележки 10 и 11 снабжены подъемными корпусами 13, содержащими ;пружины растяжения 14 и шарнирно подве ШёйЙьгМй относительно корпусов 13 даумя Пирами захватов 15, которые имеют наклонные поверхности 16 и зацепы 17. Работает предлагаемая no-rtsiHaa линия следующим образом . На участке сборк собирается и сваривается бйковина кузова, которая канто. ватеп&л 3 стола 2 кантуется в положение сборки и поворачивается на ISO в положение слева. Следующая боковина кантуется в положение сборки и занимает йо ложенке справа. За время изготовления двух боковин на нечетном рабочем стенде произдодится,,сборка кузова, а на четном рабочем стенде - сборка кузова с рамой. ;На следующей позиции - накопителе 7 технологические операции не вллпОл яются. ПосНё окончания технологических опера5ни на позициях корпуса 13 транспортных ележек опускаются, их захваты 15 ртлоняпотся и сткользят по боковым куэоёайо тех пор, пока зацэпы 17 ройдут нижние кромки 18 кузова. В оложении загрузка захваты 15 ftpbxoят мймЬ п6йп|)ужйненных упоров 12 поому что расстояние Г между захватами 5 чет ШГ рШепйртйЬтх тележек не ра&орасстояйию Д Шжду подпружйНонньтми порами нёпетизых рабочих стендов. В KttiiUe хода, пройдя нижние кромки 18 куова, зацепы 17 захватов .15.под дейст вием србственнб о и пружин растяi.«.. --.- , -.. А . жения 14 сомкнутся. Далее корпуса 13 - ,«-„ «T /irriimTarriiv ci. . Т сиёдеЛияйй поднимаются, переезжают по ходу технологического процесса и опускаются. , .. В положении разгрузка расстояние между захватами 15 и подпружиненными упорами 12 равны, корпус 13 с расстоянием между захватами Г опускается на рабочий стенд, снабженный подпружинен .-т --йыми упорами Ч 2, расположенными на таком же расстоянии, При движении вниз корпус 13 наклон, ньши пов(&рхностя 1И 16 захватов 15 взаи-модейсТвуёТ с, подпружиненньши: упорами и, преодолеваяусилие пружин растяжения 14, отжимает их. В это время усилие сжатия пружин упоров 12 достигает наи- еюльшёй вёличиШ и превышает усилие in|jyT Hbi растяжения захвата 15. Однако захваты 15 корпусов 13 удерживаются от раскрытия зацепами 17, пружинами „, растяжения 14 и силой трения между к; растяжения 14 и силой трения между куШвом; IfotfoptfenviH Повёрхностями захва Швом; и-ЙйорШ1:йи ПЬвёрхностями захва-- - тов 15. В конце хода, когда кузов стл- , новится на рабочий сТенДг сжатые пружины упоров 12 преодолевают усилие растяжения 14 захватов 15 и отклоняют их за пределы нижних кромок 18 кузова. Таким образом, введенные собственным . . весом корпуса 13 и весом изделия пру-кины упоров 12 в Шнйе хбД раскрьгоают захyilU{JUt5 JL О ivunu.i- f, ваты 15. После подъема корпуса 13 воз - загруэвращаются в исходное положение Ка. ;, ; ., : - . .. ; ., : Прйий-ненйё) tjpaHCitopTHbix тележек; снабжё1й(вых эашатамй, установленными на разньй: в направлений транспортирования paccfoянйя и установленных на технологическом оборудовании подпружиненных упоров, взаимодействующих при освобождении изделий с наклонными поверхностя ми захватов, позволяет -упростить линию путем замейз приводов захватов с подводом энергии (электрической, пневмати -677 5 ..,.,. ческой, гидравлической), приводом от пружин растяжения, взводимьк co6cTBeHj№iM весо.м корпуса транспортной тележки и .., ,. -I -V ГГ..Г . ™.. I Упрощение конструкции привода сближения и разведения захватов повышает надежность работы захватов. : . , .:: -:: Г ;- :.-;--, - -; Г -.;- V Г -г Формуле изобретения Поточиая Л111НИЯ для изготовления йЗ делий тпэеимуЩ|ественШ ЬВарн;мх меТаллоконструкций типа кузовов шахтных вагонеток, содержащая установленные на основанйи Т1о;ходу технологич еского процесса четные и нёчетиые рабочие стенды для сборки, сварки и обработки изделий и aiкопитега., а также транспортное устройство в виде монорельса, на KOTojpoJrf разме щены ряд также четтяых и нечетньпс транспортнь1Х тележек/ каждая из кбтЬрьк снабжена несущими подъемнь1й корпус с шарнирно подвешенными относительно , пь;Меньшей мере, двумя парами захватов и 1гфиводЙм сё1лз1жения и разведения захватов, отличающая с. я тол . .,.... 6. что, с целью повышения надежности рабрты. захватов путе1% упрадцения конструкции привода сближения и разведения захМ ов прШбдй сближения захватов вы- , полнены в виде пружиньт растяжения, со- . едиНяюЩих Kopnyfcс зайЁйтоМ, а привод разведения захватов аьтолнен в виде подпружиненных упоров, ус ановпенных на основайни взане 1 Щд6гсГ рабочёго стенда и взаимодействукяцих с захватами, при этом у кажда й нечетной транспортной твлежки расстояние между каждой парой захватов равно расстояшво между каждой парой упоров каждого четмого рабочего стенда, а у каждой четной транспортной тележки расстояние между каждой парой захватов равно расстоянию между каждой парой упоров каждого нечетного рабочего стенда.. Источники информации, принятые во внимание при экспертизе 1. Шаумян Г. А. Автоматизация производственных npoueccjoB , М. , 1967, с. 290,291, 2. Комплексная механизаиия производства сварных конструкций в вагоностроении, М. , 1976, с. 32-36.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1977 |
|
SU685467A1 |
| Поточная линия для сборки под сварку кузовов шахтных вагонеток | 1976 |
|
SU575199A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU590125A1 |
| Поточная линия для сборки и сварки полувагонов | 1983 |
|
SU1204349A1 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2385373C1 |
| Способ формирования пакета изделий прямоугольной формы и линия для его осуществления | 1987 |
|
SU1791302A1 |
| Поточная линия для изготовления сварных конструкций | 1977 |
|
SU694339A1 |
г-- - лУ --:й ;; ,
a..ua i a i|iifei Mfe K «i9te fiL:ii f - J Mr...-4.
Ю
