обеспечивающий круговую кантовку изделия, может быть уетановлен только на по;Слелией позиции линии при условии, что во время кантовки штанга конвейера находится вне кантователя в исходном положении. Это усложняет синхронизацию онеращий на позициях - равномерное (по времени вы;полнепия) распределение швов но нозкци;ям, а одного кольцевого кантователя в конце линии недостаточно для выравнивания загрузки позиций.
РТзвестна поточная линия для изготовления сварных конструкций, преимуш,ественно рамно-балочиого тина, еодержащая смо 1тированные на основании по ходу технологического процесса сборочные и сварочные етенды, выполненные к виде кольцевых кантователей, соединенных между собой шаговым транспортером со штангой с толкателями, в кольцах кантователей выполнены пазы для прохода толкателей штанги шагового транспортера 2. Недостатком такой поточной линии яв ляется то, что она занимает большую про изводетвенную площадь.
Целью изобретения является создание такой ко струкиии поточной линии, которая зан.1мала бы меньшую нроизводственную площадь, благодаря заолене двух линий одтюй двухпоточной.
Указанная цель достигается тем, что :сборочные стенды так же как и сварочные установлены иа рабочих местах попарно и симметрично относительно продольной оси поточ1юй лкнии с возможностью иаклона от ггризодов в плоскости перпендикулярной цродольиой оси поточной линии. На кольцах сборочных н сварочных кантователей диаметрально противоноложио .и симметрично относительно паза раз.мещены упоры, а на основании транспортера -выполигны площадки иод упОиМянутые упоры.
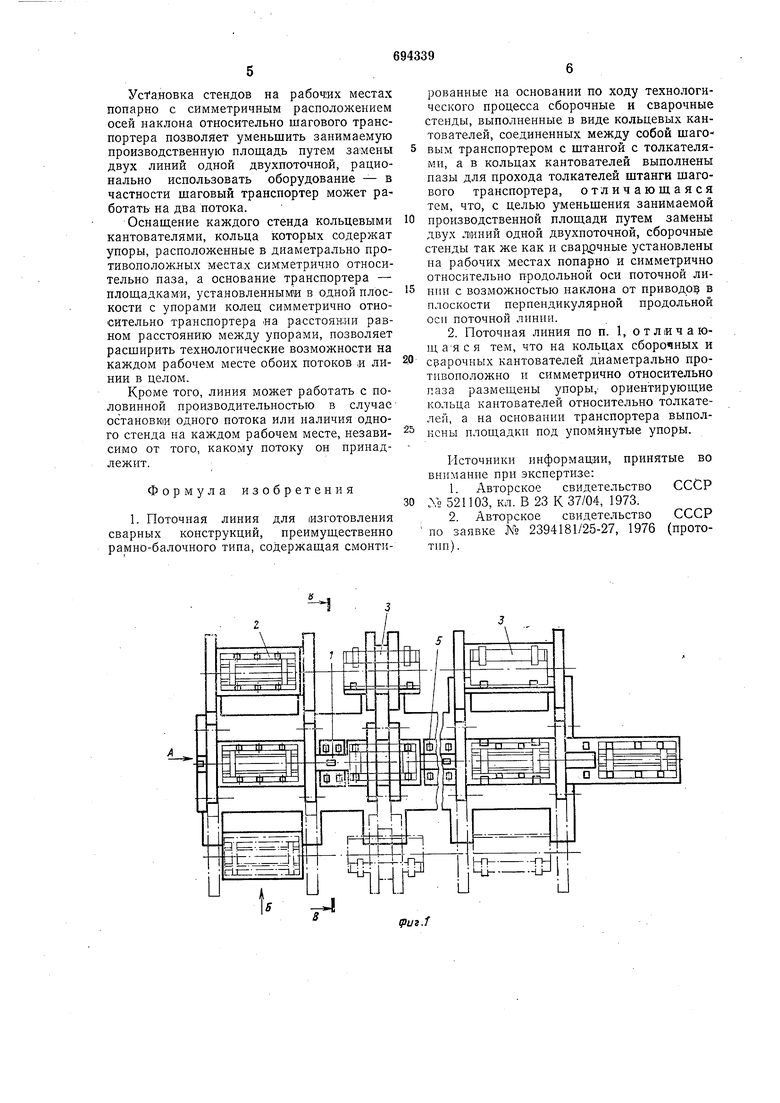
На фиг. изображена предлагаемая л-иния в плане; иа фиг. 2 - вид по -стрелке Л на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
Поточная линия состоит из HiaroBoro транснортера / и двух нар стендов 2 сборочных и двух нар стен.л,ов 3 сварочных.
Шаговый транспортер смонтирован на основании 4 и содержит наиравляющие ролики 5, щтангу 6 с толкателями 7.
Сборочиые 2 н сварочные 3 стенды представляют собой наклоняемую площадку 8, связанную с основанием 4 через ось 9, а через щарнир 10 соединенную с приводом, зынолненным в виде штока пневмоцилиндра //. Наклоняемые площадки 8 снабжены кольцевыми кантователями 12 с кольцами 13, оснащенны:мн роликами 14, выполняющими роль ложементов для изделий, и захватами 15.
Корпус наклоняемой площадки 16 и кольцо 13 кантователя имеют паз Г для
прохода толкателей 7. Кольца 13 кантователей снабжены упорами 17, жестко закрснлсниыми одним концом в диаметрально прст1шоиоложных местах симметрично относительно наза.
Рабочие места с сборочными стендами 2 нмеют опоры 18, оснащенные базовыми фиксаторами 19, а сварочные стенды 3 в рабочем иоложении онираются на нодставтси 2G. Основание 4 траиснортера снабжено площадками 21, установленными в одной плоскости с упорами 17 колец 13 симметричйо относительно продольной оси поточ гой линии па расстоянии, равиом расстоянию лгежду упорами 17.
Работает поточная линия следующим образом.
На ролики 14 сборочных стендов 2, установлеГИЫх иа опорах 18, укладывают элементы рамы, ориентируют их, иснользуя при этом базовые фиксаторы 19, зажимают и прихватывают.
После окончаглия сборки изделие освобождают от ф15ксаторов 19 и с помощью ш езмоцилиндра 11 наклоняют площадку 8 в транспортное положение изделия, т. е. когда ролики 14 сборочного стенда 2 совместятся с Лровнем Е1аиравляюи1их роликов 5 шагового траиснортера /. При этом, пес свярочные стенды одного потока наклоняются в то же транспортное положение чля передачи - приема изделия; пазы, вы11ОЛ ;снкые в корпусах иаклоияемых площа/i.OK 16, совмещаются с осью штанги 6, а с; сбодные концы упоров /7, закрепленных па колг.це 13, онираются на площадки 21 и обеспечивают точное ориентирование паза кольи.а 13 относительно толкателей 7 для их прохода при перемещении изделия.
Пс1к:дача изделия между позициями осу:;:,сствляется приводной штангой 6 шагового транспортера ), связывающего все позиции линии. Когда транснортер 1 переместит изделия па щаг, последнне останавливаются засриксированными от -продольного перемещения, а штанга 6 возвращается в исход ;ос иоложенне.
После этого все стенды потока устанав.птваются в рабочее положепие. Из.делия, держиваемые захватами 15 в кольцах 13 кантователей 12 сварочных стендов 5, поворачивают на нужный угол н нроизводят сварку.
С последней нозиции поточной линии, свободной от стендов, производится съем изделия.
Аиалогичио пронсходит работа на втором потоке, но цикл работы основного оборудования смещен на нродолжительность п.икла шагового транспортера. Необходимая последовательность работы всех механизмов линии обеспечивается системой блокировок. При необ.аддимости любой поток ли:ни может быть отключен, при этом второй поток работает как самостоятельная линия.
Установка стендов на рабочих местах попарно с симметричным расположением осей наклона относительно шагового транспортера позволяет уменьшить занимаемую производственную площадь путем замены двух линий одной двухпоточной, рационально использовать оборудование - в частности шаговый транспортер может работать на два потока.
Оснащение каждого стенда кольцевыми кантователями, кольца которых содержат упоры, расположенные в диаметрально противоположных местах симметрячно относительно паза, а основание транспортера - площадками, установленными в одной плоскости с упорами колец симметрично относительно транспортера «а расстоянии равном расстоянию между упорами, позволяет расширить технологические возможности на каждом рабочем месте обоих потоков я линии в целом.
Кроме того, линия может работать с половинной производительностью в случае остановки одного потока или наличия одного стенда на каждом рабочем месте, независимо от того, какому потоку он принадлежит.
Формула изобретения
1. Поточная линия для изготовления сварных конструкций, преимущественно рамно-балочного типа, содержащая смонтированные на основании по ходу технологического процесса сборочные и сварочные стенды, выполненные в виде кольцевых кантователей, соединенных между собой шаговым транспортером с штангой с толкателями, а в кольцах кантователей выполнены пазы для прохода толкателей штанги шагового транспортера, отличающаяся тем, что, с целью уменьшения занимаемой производственной площади путем замены двух Л1ИНИЙ одной двухпоточной, сборочные стенды так же как и сварочные установлены на рабочих местах попарно и симметрично относительно продольной оси поточной линии с возможностью наклона от приводов в плоскости перпендикулярной продольной осп поточной линии.
2. Поточная линия по п. 1, отличающаяся тем, что на кольцах сборочных и сварочных кантователей диаметрально противоположно и симметрично относительно паза размещены упоры,- ориентирующие кольца кантователей относительно толкателей, а на основании транспортера выполнены площадки под упомянутые упоры.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР 30 Vo 521103, кл. В 23 К 37/04, 1973.
2.Авторское свидетельство СССР по заявке № 2394181/25-27, 1976 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Поточная линия | 1976 |
|
SU612773A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
| Механизированная поточная линия для сборки и сварки | 1985 |
|
SU1263485A1 |
| Поточная линия сварки металлоконструкций | 1976 |
|
SU707736A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная линия для изготовления сварных конструкций | 1973 |
|
SU521103A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU590125A1 |


А 3
