(54) УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ДРЕЕЕСНЭСТРУЖЕЧНЫХ .ПЛИТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия производства древесностружечных плит | 1983 |
|
SU1165579A1 |
| Линия для производства древесностружечных плит | 1982 |
|
SU1092048A1 |
| Линия для производства многослойных древесностружечных плит | 1976 |
|
SU648439A1 |
| Линия для изготовления древесных плит | 1977 |
|
SU686898A1 |
| Устройство для изготовления древесно-стружечных плит | 1983 |
|
SU1117224A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПРЕССОВ | 1966 |
|
SU224470A1 |
| "Технологическая линия "Линдор" для производства древесностружечных плит" | 1990 |
|
SU1782753A1 |
| Пресс проходного действия для изготовления древесностружечных плит | 1979 |
|
SU791554A1 |
| УСТАНОВКА ДЛЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ПЛИТНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2109627C1 |
| Многоэтажный пресс | 1977 |
|
SU670454A1 |
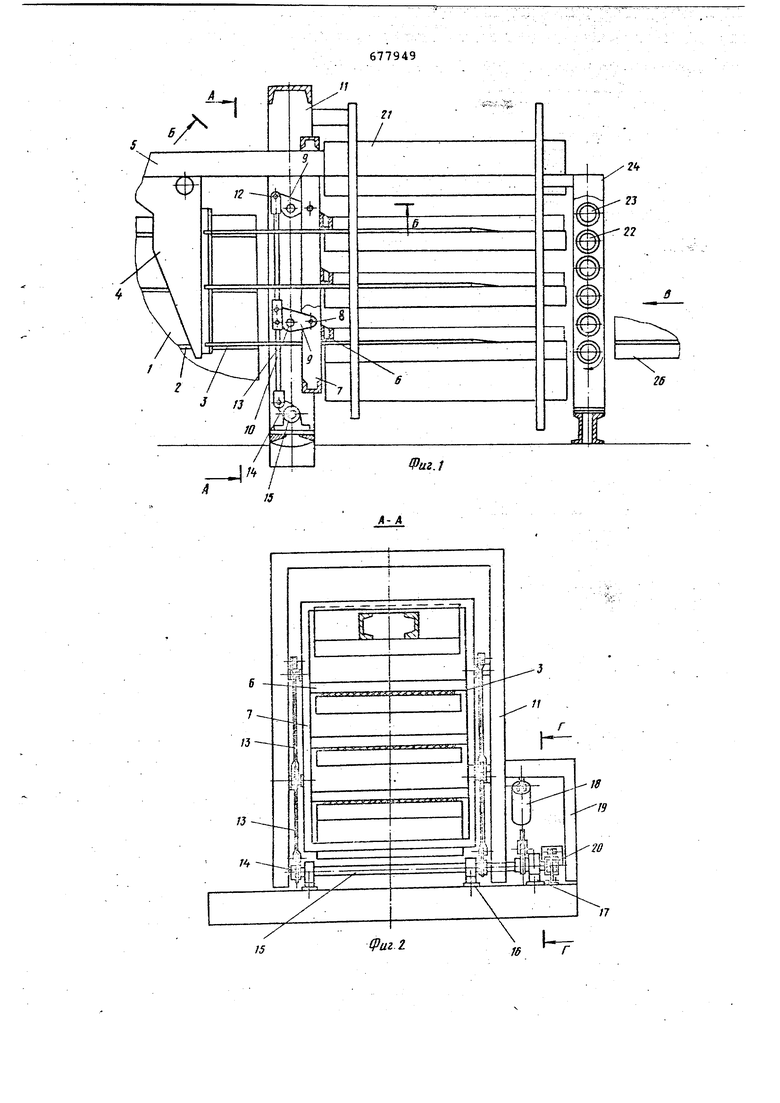
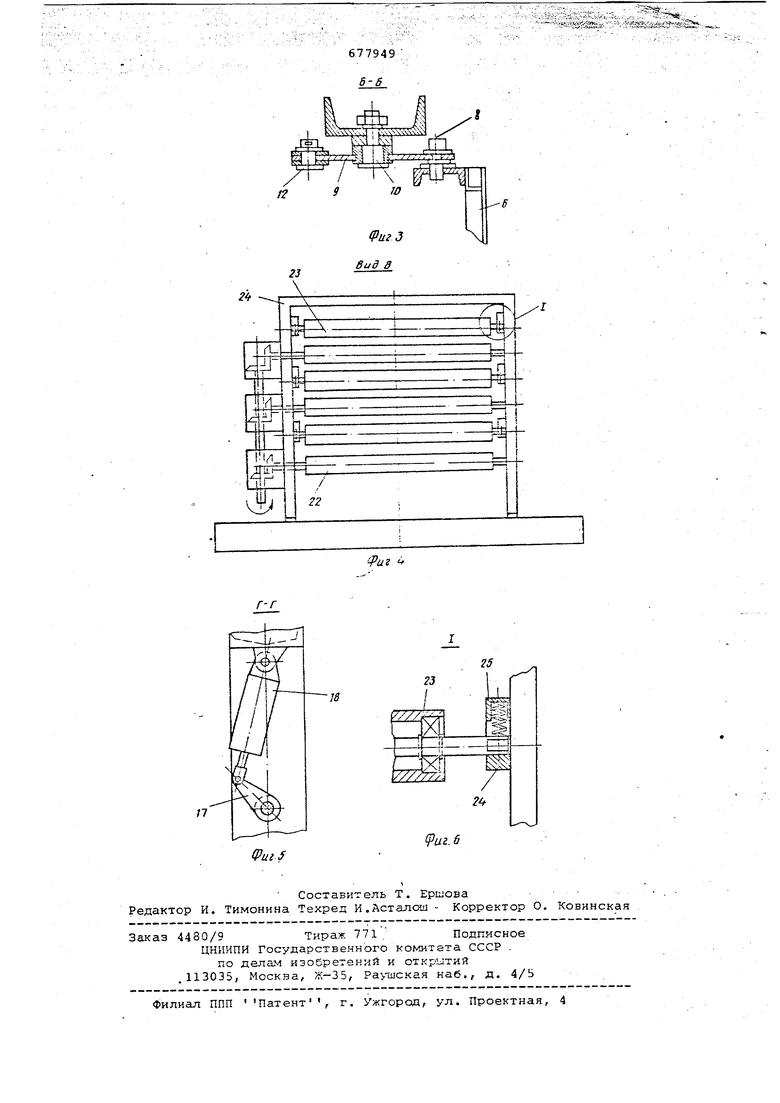
Изобретение может быть испсльзоззно при про1133одстве древесяостружачных плит. Иззастно устройство для загрузки прессою э прсизЕС;дстэе. дрезесностружечных плиг, которое выполненс в вид ряда тренспортероз 1. Такое устрсйст2о требует наличия значительного просвета рабочего промежутка пресса,сложно по кокструкцик Наиболее близким техническим рашением к изобретению является устрой сТЕО,5клмчаю пае загрузочную этажерку с подпои af/Gi, пресс, раз груз очкую этажерку подъемл /ю рэжу с отсека-. телямя и загрузочно-разгрузочный механизм 2. Недостатком данного устройства яв ляется ненадежность конструкции и низкая производительность пресса при бесподцсном прессовании. Целью изобретения является повышение надежности и прокзвсдителькости пресса при беспо.цдоном гфессовани Поставленная цель достигается rrei что устройство снабжено пнеЕмсприводны-- залом, который через ciicreny коромь;сел, тяг и кривСч ипоз соедикек с подъзмной рамкой., эе.грузочно-раэгрузбчныа механизм имеет Еертякгшьук раглу с приводнылш и прижимны ии роликами, расположекнум между гггасссм и разгрузочной этажеркой/ причем плезмоприводной зал оснащен фиксаторе верхнего к кикнего паяог#эния подхъемной рамки, вьшолненньил в виде кслодочного тормоза, На фкг. 1 - изображено устройство, общий вид; на фтлг. 2 - разрез А-А ф-лг, I; на фиг. 3 - раареэ S-Б днг. 1 :на фиг, 4 - вид В фиг. 1; на фиг, 5разроз г-Г фяг. 2; яа фпг. 6 прикимяой ролик (узел 1 флг. 4). Устройство для ПЕессован.ия дрезгсноструа:ачных плит со.паржит загрузочную этажерку I, на направляющих 2 которой размещены поддоны 3, xoroi- s во время загрузки и выгрузки зацеплены с загрузочньМ -механизмом 4., ааредаигающегося по направляющей балке 5. Для отсечки брикетов пршлекйна отсекатели 6, которые жестко закреплены на по.зтьомной ргмке 7. Псдъемнал рамка 7 1мевг четыре оси С, посредCTSOM которых сна.ссёдлнена с копо:-.ыслсм 9. j; осями 10, закрепленными . яа зертккальной ргме. 11. Корсмисг о 9 соединено осями 12 и вертика.льн1:мя тягами 13 с -кривсишпами 14. Kp:-;soилзпы 14 жестко закреплены ка nHesf.iO; . , . 3 , , - 67 ттрнвёйном валу 15, крторьй установле в корпусах подшипников 16. На пневмопрлзодном ьалу 15 жестко закреплен криволип 17, посредством которого пневмоприводной вал шарнирно соед};нен со штоком пневмоцилиндра 18. Пневмоцилиндр 18 установлен на раме 19. Для стопорения пневмопризодного вала 15 в том ули ином положении, при прекращении подачи сжатогоЭ воздуха в полость пнев оцилиМдра 18, он оснащен фиксатором верхнего и нижнего положения, вЕлполненным в виде колодочного тормоза 20. Эагруэочно-разгрузочный механизм пресса 21 состоит из приводных 22 и прижимннк 23 роликов, установленных на вертикальной раме 24. Прижимные ролики 23 устанавливают с помощью пружин 25. Вертикальная рама 24 с -приводными 22 и при-гси мными 23 роликами размещена между прессом 21 и разгрузочной эталсэркой 26. Устройство работает следуюгдим образом. В неходком положении загрузочная Этажерка 1 с лежащими на ее направля:от1Ц- х 2 псддонаг--и 3 загружена брихета ми. Загру.очкый механизм 4, перелэигаясь ло напразлккшей балка 5, гачинаат олкозрз...енно пояэвать поддоны 3 с орг-псзта.с- в пресс 21. При своем дБижеяки поддоны 3 сзоими тор;1алш упираются з терны ранее спрессо занных плит и начинают их толкать по того моманга, логда прснэойлет захват спрессозанноя плиты tia рей призсднЕЕх 22 л прижимных 23 роли хов, которые, захватив fiJTriTH, вытаскивают их-из рабсчкх промежутков пре с 21 и ппредз:-от на полки разгрузочной этажзрки 26 со скоростью большей чем скорость движения поддонов 3 при заходе в прэсс 21. Расстояние, на ко торое подлоны 3 толкают спрессованны плиты незначительно, и вероятность соскальзызаник- тсриоз упирак-цихся по донсв 3 с торцов спрессованных плит резко падает, так как спрессованная плита в это время двр2/кется по ровной и гладкой повзрхнссти горячих плит пресс-а ,21, и пер-здача плит на полки разгрузочной этажзрки 26 не происходит. Как только поддоны 3 с лежащим на них брикетами заходят s рабсчие ггрс г жутки пресса 21, срабатывает ко лодочны:1 тормоз 20 и растормаживает пневмоприводной вал 15. Подают сжать:гй воздух в полость пневмошшиндра 18, котсрый нам-имает срои штоком н /криволип 17, поворачивает пневмопри.водной вал 15 и КШвсяиипы 14. Кривоипы 14, воздействуя на вертикальные яги 13, поворачивают коромысла 9, которые опускают подъемную рамку 7 с отсекателями 6. Как только отсёкатели опустятся, подачу сжатого вьздуха в полость пневмоцилиндра 18 прекращают, полости соединяют с атмосферой, производят торможение вала. Йосле загрузки .брикетов (отсекатели опущены) загрузочный механизм 4 вытаскивает пацдоны 3 из-лод брикетов и из рабочих проМезкутков пресса 21, колодочный тормоз 20 при этом растормаА-ивают пневмоприводной вал 15, а пневмоцилиндр 18 отводит вверх подъемную рамку 7 с отсекателями b и выводит их из зоны рабочих проме;г/тков пресса. В этот момент происходит с « ыкание плит пресса 21, а освободившиеся поддоны загружают новыми брикетаг-ш. Использование предлагаемого устройства даст возможность сократить время загрузки и выгрузки пресса., увеличить н-адежность работы пресса, полнее автоматизировать процесс, что сокращает цикл прессования, увеличивая тем cai-iKM производительность. Формула изобретения Устройство для прессования древесностружечных плит, включающее загрузочную этажерку с поддона.ми, пресс, раз груз 6ч -:ую этажерку, подъемную рам: у с отсекаталяг-ш, загрузочно-разгру очный механизм, о т л и ч -а ю м е ес я тем, что, с целью повышения надежности и производительности пресса при беспбдгдонко-м прессовании, устройство снабжено пневмоприводным валом, который через систему коромысел, тяг и кривсшипов сое-динен с- подъемной рамкой, загрузочно-разгрузочный механизм имеет вертик-альную рал-гу с привоцкъи.ш и прий3 мныг и роликами, расположенную ме;кду прессом и разгрузочной этажеркой, причем пневмоприводной вал оснащен фиксатором верхнего и нижнего положения подъемной рамки, внполненньг в виде колодочного тормоза. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 421533, кл. В 29 J 5/04, 1973. 2.Шварцман Г. М. Производство древесностружечных плит. М,, Лес1977, с. 267ная промышленность 270.
6
715
13
/4 /
5
гН
(Риг 2.
ФигЗ
