1
Изобретение относится к деревообрабатывающей промышленности и может быть использовано для получения древесных плит и других прессованных материалов.
Известен многоэтажный пресс для изготовления древесностружечных плит, состоящий из жесткой рамы и обогреваемых плит 1.
Наиболее близким техническим рещением является многоэтажный пресс для изготовления древесных плит из измельченных древесных частиц, смешанных со связующим, включающий жесткую стальную раму, смонтированные на ней обогреваемые плиты и гидравлический привод 2.
Однако в известных прессах медленно осуществляется прогрев всей массы прессуемых брикетов до рабочей температуры, когда начинается интенсивная полимеризация связующего.
Целью изобретения является увеличение производительности пресса путем интенсификации процесса прессования с применением парогазового удара.
Для этого пресс снабжен устройством для увлажнения брикетов, которое выполнено в виде автоматического распределителя и распылительных головок, смонтированных на торцах плит пресса со стороны загрузки.
На фиг. 1 схематически изображен предлагаемый пресс и структурная схема устройства для увлал нения брикетов; на фиг. 2 - пресс со стороны загрузки брикетов;
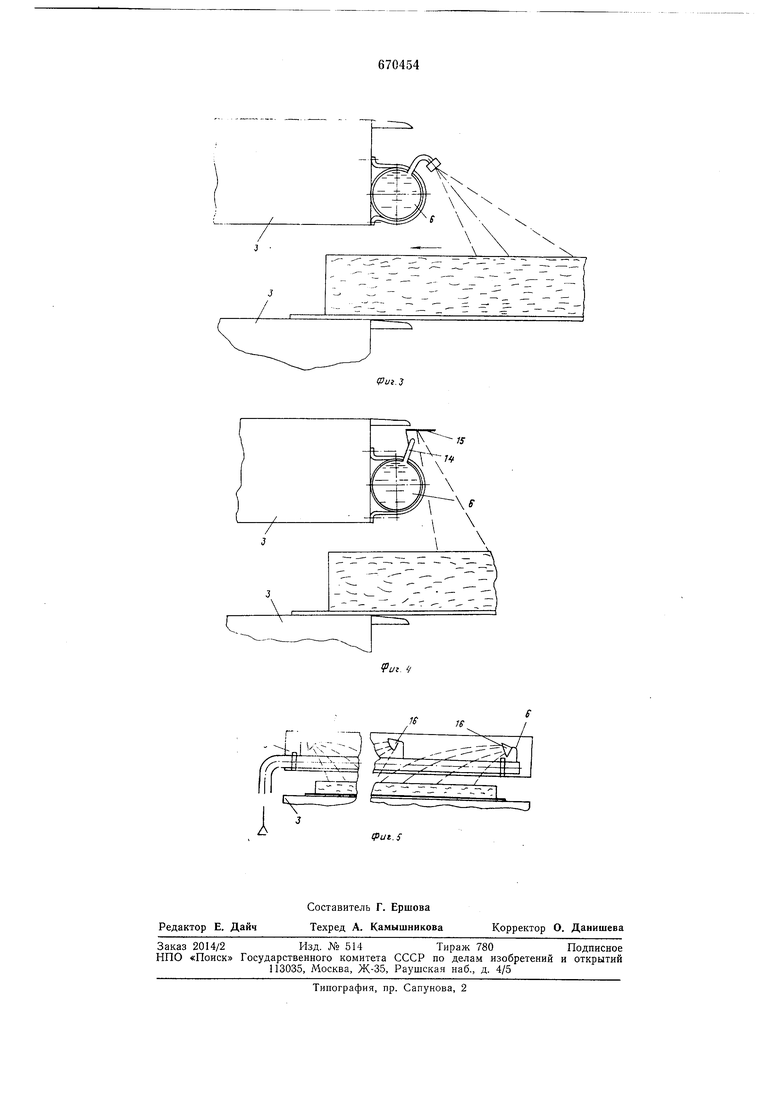
на фиг. 3-5 - варианты исполнения распылительных головок.
Многоэтажный пресс включает л есткую стальную раму 1, обогреваемые неподвижную (верхняя) 2 и подвижную 3 плиты,
гидравлический привод (на чертеже не показан), устройство для увлажнения брикетов, содержащее форсунки 4, автоматический распределитель 5, распылительные головки 6, смонтированные на торцах плит
пресса со стороны загрузки п служащие для увлажнения брикетов во время их загрузки в пресс. Кроме того, устройство для увлажнения брикетов содержит насос 7, манометр 8, напорную магистраль 9, которая связана с автоматическим распределителем 5 и через гибкие трубопроводы - с распылительными головками 6, напорный бак 10, служащий одновременно отстойником, и систему фильтров 11 (при использовании технической воды). Для обслуживания системы предусмотрен ряд запорных вентилей 12. Создание рабочего давления прессования, опускание и подъем подвижных плит 3 пресса производится гидростанцией (не показана).
3
Для сбора утечек и прошедшей мимо брикетов воды внизу под распылительными головками 6 смонтирован сборный лоток 13.
Для увлажнения брикетов методами распыления или разбрызгивания могут применяться различные варианты исполнения раснылительных головок, например распылительные головки 6, форсун1Ш 14 с экраном 15, душевые форсунки 16, либо форсунки типа Верморемя и др.
Пресс работает следующим образом.
Изготовленные древесностружечные брикеты загружаются в разгрузочную этажерку, а затем одновременно подаются в пресс. При проходе брикетов под форсунками распределитель 5 автоматически включает орошение, соединив распылительные головки 6 с напорной магистралью 9 подачи воды. Вода в заданном количестве (100- 150 г/см) наносится но всей площади брикетов, смачивая их поверхность. После увлажнения брикетов распределитель 5 запирает напорную магистраль 9. Насос 7 выключается.
Смоченные верхние древесные частицы в брикетах при закрытии пресса контактируют с горячей поверхностью рабочих плит этого пресса, что приводит к интенсивному парообразованию. Пар вследствие быстрого нарастания давления перегревается и проникает внутрь брикетов, нагревая нижележащие слои древесных частиц со связующим, что ведет к интенсивной полимеризации связующего по всему объему брикетов.
Определенная неравномерность нанесепия воды на поверхность брикетов не оказывает существенного влияния на снижение качества изготавливаемых древесных плит ввиду того, что образуемый перегретый нар перераспределяется в массиве прессуемых брикетов при выравнивании давления парогазовой смеси и затем выходит наружу через кромки этих брикетов.
Для исключения отрицательного влияния изменения уровня верхних пластов брикетов относительно раснылительных головок, что может иметь место в случае изменения толщины этих брикетов, например
при изготоаленин Д1)евесных нлит другой толщины, распылительные головки можно устанавливать на регулируемой по высоте раме или, при жесткой установке их на плитах пресса, посредством соответствующей регулировки положения загрузочной этажерки (в пределах изменения толщины брикетов). Предлагаемый многоэтажный пресс позволяет увеличить за счет интенсификации режимов нрессования скорость прессования на 10-20%, сократив тем самым цикл нрессования, к примеру, древесностружечных плит толщиной 18 мм на 0,7-1,5 мин.
К тому же вследствие сокращения цикла нрессования появляется возможность применения более высоких температур прессования, например до 200-220°С, что позволит еще более увеличить скорость прессования, приблизив ее к условиям изготовления древесных плит на одноэтажных прессах, где она в 2 раза превышает среднюю скорость прессования в настоящее время на многоэтажных прессах.
Формула изобретения
Многоэтажный пресс для изготовления древесных нлит из измельченных древесных частиц, смешанных со связующим, включающий жесткую стальную раму, смонтированные на ней обогреваемые плиты и гидравлический привод, отличающийся тем, что, с целью увеличения производительности пресса путем интенсификации процесса прессования с применением парогазового удара, пресс снабжен устройством для увлажнения брикетов, которое выполнено в виде автоматического распрсделнтеля и распылительных головок, смонтированных на торцах плит пресса со стороны загрузки.
Источники информации, принятые во внимание при экспертизе
1. Шварцман Г. М. Производство древесностружечных плит. М., «Лесная промышленность, 1977.
2. Патент ФРГ № 1223536, кл. В 28J 5/04, 1966.

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления древесных плит | 1977 |
|
SU686898A1 |
| Автоматическая линия производства древесностружечных плит | 1983 |
|
SU1165579A1 |
| Способ изготовления древесностружечных плит и линия для его осуществления | 1990 |
|
SU1794016A3 |
| Способ изготовления древесностружечных плит и линия для его осуществления | 1990 |
|
SU1794017A3 |
| Устройство для изготовления древесно-стружечных плит | 1985 |
|
SU1380955A1 |
| Линия производства древесностружечных плит | 1990 |
|
SU1838095A3 |
| УСТАНОВКА ДЛЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ПЛИТНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2109627C1 |
| Прессовая установка для производства древесно-волокнистых плит | 1982 |
|
SU1105535A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОТОКСИЧНЫХ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1990 |
|
RU2026177C1 |
| Многоэтажный пресс | 1975 |
|
SU692723A1 |

/X f. i/, Я„,
/ /--v--) jr - /-V-{fi
/
