(5) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЛЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления многослойных лент | 1976 |
|
SU677950A1 |
| Устройство для изготовления многослойных лент | 1980 |
|
SU872288A2 |
| Устройство для изготовления много-слойных лент из прорезиненной ткани | 1972 |
|
SU509456A1 |
| Устройство для изготовления многослойных лент | 1978 |
|
SU735424A1 |
| Способ изготовления герметизирующего слоя покрышек пневматических шин | 1987 |
|
SU1407842A2 |
| Способ изготовления герметизирующего слоя покрышек пневматических шин | 1986 |
|
SU1397304A1 |
| УСТРОЙСТВО для ЗАКАТКИ И РАСКАТКИ РУЛОННОГОМАТЕРИАЛА | 1970 |
|
SU275632A1 |
| Устройство для изготовления многослойных лент из прорезиненной ткани | 1980 |
|
SU937219A1 |
| Устройство для отделения ткани от прокладки | 1980 |
|
SU882901A1 |
| Установка для изготовления многослойного армированного пористого материала | 1979 |
|
SU863401A1 |
1 Изобретение относится к области изготовления резинотехнических изде лий и может быть использовано при изготовлении многослойных лент, например заготовок сердечников транспортных лент. Известно устройство для изготовления многослойных лент., содержащее дублирующие валки, ленточные транспортеры, обеспечивающие многократно прохождение изготовляемой ленты через дублирующие валки l. Недостатком устройства является то, что с его помощью изготавливают ленты постоянной длины и, кроме тог в нем не обеспечивается равномерное натяжение в слоях сдублированной ленты.. Известно устройство для изготовления многослойных лент из прорезиненной ткани, содержащее приводные дублирующие валки, приводные закато но-раскаточные бобины и реверсивные приводы вращения дублирующих валков. и закаточно-раскаточных бобин 2 В известном устройстве приводы закаточно-раскаточных бобин и дублирующих валков не обеспечивают регулирования тормозного момента на их валках в зависимости от цисла слоев и диаметра намотки бобин, в результате чего при изменении диаметра намотки бобин изменяется и натяжение слоев заготовки перюд парами дублирующих валков, что снижает качество изготавливаемых лент. Целью изобретения является повышение качества изготавливаемых лент за счет обеспечения постоянного по величине натяжения слоев. Указанная цель достигается тем, что в устройстве, содержащем приводные дублирующие валки, приводные за- каточно-раскаточные бобины и реверHBHbie приводы вращения дублирующих валков и закаточно-раскаточных бобин, последние кинематически связаны с их приводами через коробки передач с регулируемыми фрикционными муфтамиj а валки кинематически связаны с их приводом через кдцэобку пе-: редач с кулачковыми и регулируемыми $ фрикционными муфтами.
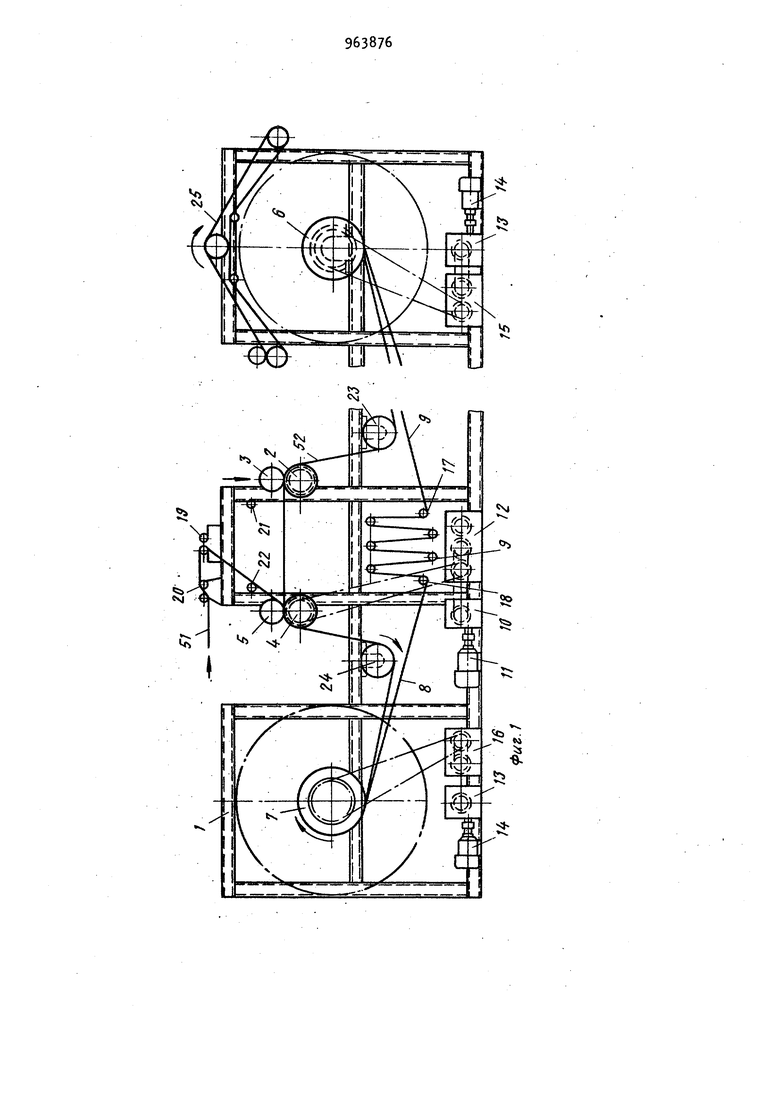
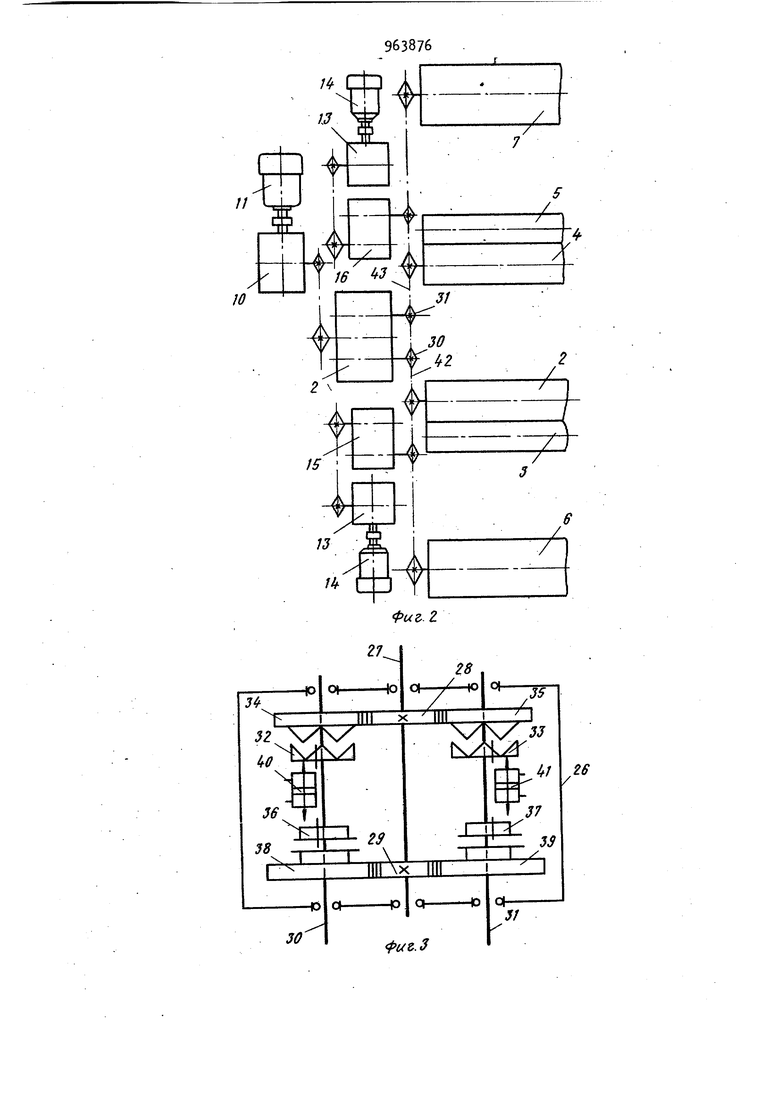
На Фиг,. 1 изображен общий вид устройства; на фиг. 2 - кинематическая схема приводов дубли эующих валков и закаточно-раскаточных бобин| на 10 фиг. 3 - коробка передач привода дублирующих валков| на фиг. k - коробка передач приводов закаточнораскаточных бобин..
Устройство.содержит станину 1, две 15 пары 2, 3 и 4, 5 приводных дублирующих валков и две закаточно-раскаточные бобины 6 и 7, связанные;, между собой прокладкой 8 через петлевой компенсатор 9.. 20
Пары 2, 3 и k, 5 дублирующих валков кинематически связаны между собой и с приводом, включающим редукор 10 и электродвигатель 11, через коробку 12 передач. Каждая из бобин . 25 6,7 кинематически связана с приводом ее вращения, включающим редуктор 13 и электродвигатель Н, соответственно через коробки 15 и 16 передач.
Для обеспечения раздельного по- 30 ступления собираемой заготовки и прокладки 8 на бобины 6 и 7 устройство содержит отклоняющие ролики 17 и 18. Для подачи слоев материала к дублирующим валкам смонтированы подающие 35 ролики 19 центрирующие.ролики 20 и ширительные валки 21, 22 для ширения слоя перед парами дублирующих валков.
Для центрирования собираемой заготовки смонтированы барабаны 23 и 2k.
На станине 1 установлен транспортер 25 для съема собранной заготовки.
Коробка 12 передач дублирующих 5 валков включает расположенный в корпусе 26 входной вал 27 с закрепленными на нем зубчатыми колесами 28 и 29, два выходных вала 30 и 31, несущих кулачковые муфты 32 и 33 со 50 свободно вращающимися зубчатыми колесами З и 35 и регулируемые фрикционные муфты 36 и 37 со свободно вращающимися зубчатыми колесами 38 и 39i и цилиндры jO и k} управления муфтами 55 32, 33, 36 и 37. Выходной вал 30 связан цепной передачей 2 (см.фиг.2) с парой 2 и 3 дублирующих f aлкoв, а
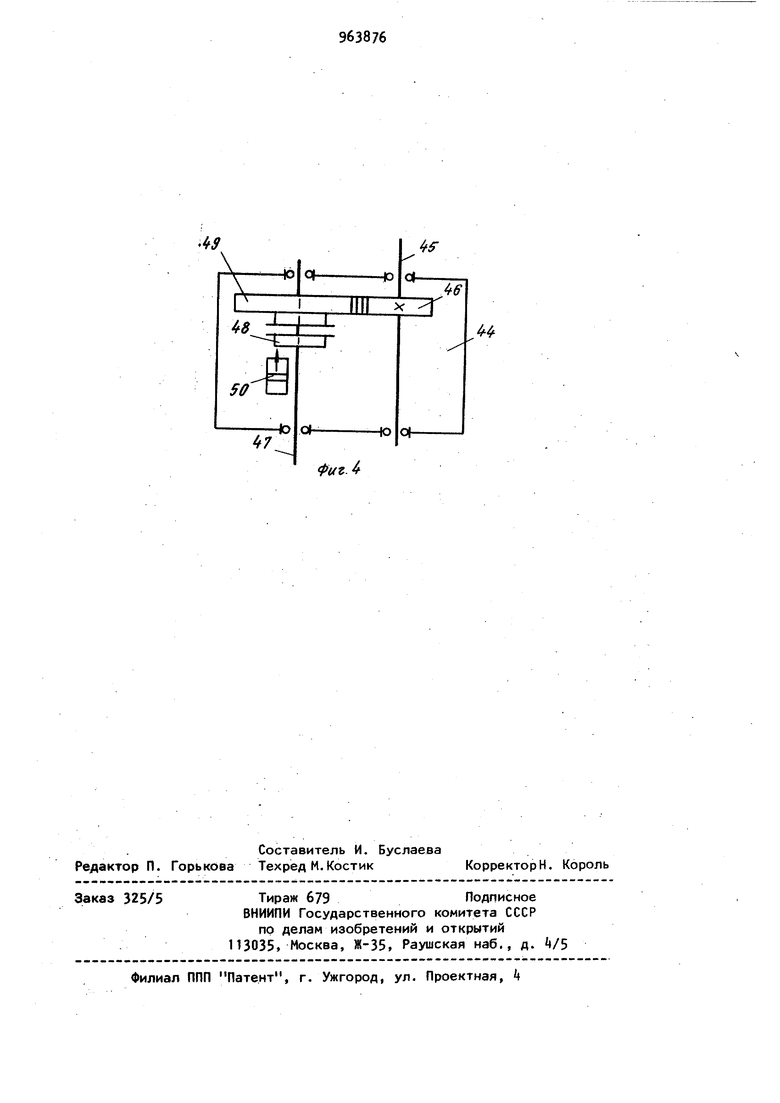
вал 31 цепной передачей 43 - с парой и 5 дублирующих валков. Каждая из коробок 15 и 16 приводо закаточно-раскаточных бобин 7 и 6 включает расположенные в корпусе 4А входной вал kS с за|;срепленным на нем зубчатым колесом 46, выходной вал 47 несущий фрикционную муфту 48 со свободно вращающимся зубчатым колесом 49 и цилиндром 50 управления муфтой 48,
Работа устройства показана на примере получения заготовок сердечников транспортерных лент и осуществляется следующим образом,
Поступающий на сборку слой 51 проходит через центрирующие ролики 20 и подается роликами 19 вниз между парами 2, 3 и 4, 5 дублирующих валков.
При изготовлении заготовок сердечников с четным числом слоев конец слоя 51 заправляют в зазор между парами 4, 5 дублирующих валков и подают на прокладку 8 перед барабаном 24.
Для намотки первого слоя заготовки на бобину 7 вместе с прокладкой 8 поступающей с бобины 6, включают привод пар 2, 3 и 4, 5 дублирующих валков с вращением их в направлении подачи слоя к бобине 7 и привод бобины 7. Привод бобины 6 при этом выключают. После намотки первого слоя заготовки заданной длины слой 51, сложенный вдвое, направляют в обратном направлении в зазор между парой 2, 3 валков и подают на прокладку 8 перед барабаном 23. Дублирование второго слоя с первым и намотка их на бобину 6 вместе с прокла-дкой 8, поступающей с бобины 7, производится при вращении пар 2, 3 и 4, 5 дублирущих валков в направлении подачи слое к бобине 6, включенном приводе бобины 6 и выключенном приводе бобины 7При дублировании последующих слоев собираемая заготовка 52 совместно со слоем 51 попеременно заправляется в зазоры между парами 2, 3 и 4, 5 дублирующих валков и наматывается на бобины 6 и 7Собранная заготовка после выхода из пары 2, 3 валков направляется на транспортер 25 для съема собранной заготовки.
При сборке заготовок сердечников с нечетным числом слоев слой 51 направляют в сторону дублирующей пары 2, 3 валков и наматывают на бобину 6 .
В этом случае перед намоткой первого слоя прокладка 8 перематывается с бобины 7 на бобину 6. Натяжение собираемой заготовки перед дублирующими валками при этом пропорционально числу слоев 5 в ней и кратно натяжению слоя 5.
При нечетном общем числе слоев 51 натяжение первого слоя 51 собираемой заготовки 52 при дублировании его со вторым слоем создается регулированием в зависимости от диаметраГ намотки бобин тормозного момента фрикционной муфты 8 в коробке 15 передач привода бобины 6.
При этом кулачковая муфта 33 коробки. 12 передач включена, а кулачковая муфта 32 выключена.
При четном общем числе слоев натяжение первого слоя создается регулированием тормозного момента фрикционной муфты 48 в коробке 16 передач привода бобины 7 при включенной кулачковой муфте 32 и выключенной муфте 33 коробки 12 передач.
Натяжение двухслойной заготовки 52 при дублировании ее с третьим слоем создается регулированием тормозного момента, в зависимости от диаметра намотки бобин и числа слоев, фрикционных муфт kS в коробках 15 или 16, в зависимости от направления вращения дублирующих валков, диаметра намотки бобин и числа слоев. При дублировании собираемой заготовки 52, содержащей один и два слоя, с последующим слоем фрикционные муфты 36 и 37 коробки 12 передач выключены. j Натяжение собираемой заготовки 51, состоящей из трех и более слоев, при дублировании ее с последутацим слоем создается регулированием тормозного момента, в зависимости от диаметра намотки бобины 7 и числа сгезев, фрикционной Муфты 37 в коробке 12 переДач и тормозного момента фрикционной муфты Ц8 в коробке 1б привода бобины 7 при вращении валков направлении подачи слоя к бобине 7 з при работе в обратном направлении натяжение создается регулированием тормозного момента фрикционной муфты Зб в коробке 12 передам и тормозного момен.та фрикционной муфты 48 в коробке. 15 передач привода бобины 6.
Применение изобретения при упрощении конструкции устройства по сравнению с известным позволяет за счет регулирования тормозных моментов на валах дублирующих валков и закаточнораскаточных бобин в зависимо.сти от диаметра HaMOTKif бобин и числа слоев обеспечить постоянное пО величине натяжение слоев, обеспечив тем самым повышение качества изготавливаемых лент,
Формула изобретения
Устройство для изготовления многослойных лент, содержащее приводные дублирующие валки, приводные закаточно-раскаточные бобины и реверсивные приводы вращения дублирующих валков и закаточно-раскаточных бобин, отличающееся тем, что, с целью повышения качества изготавливаемых лент за счет обеспечения постоянного по величине натяжения слоев, бобины кинематически связаны с их приводами через коробки передач с регулируемыми фрикционными муфтами, а валки кинематически связаны с их приводами через коробку передач с кулачковыми и регулируемыми фрикционными муфтами.
Источники информации, принятые во внимание при экспертизе
Фиг.. Z
риг
