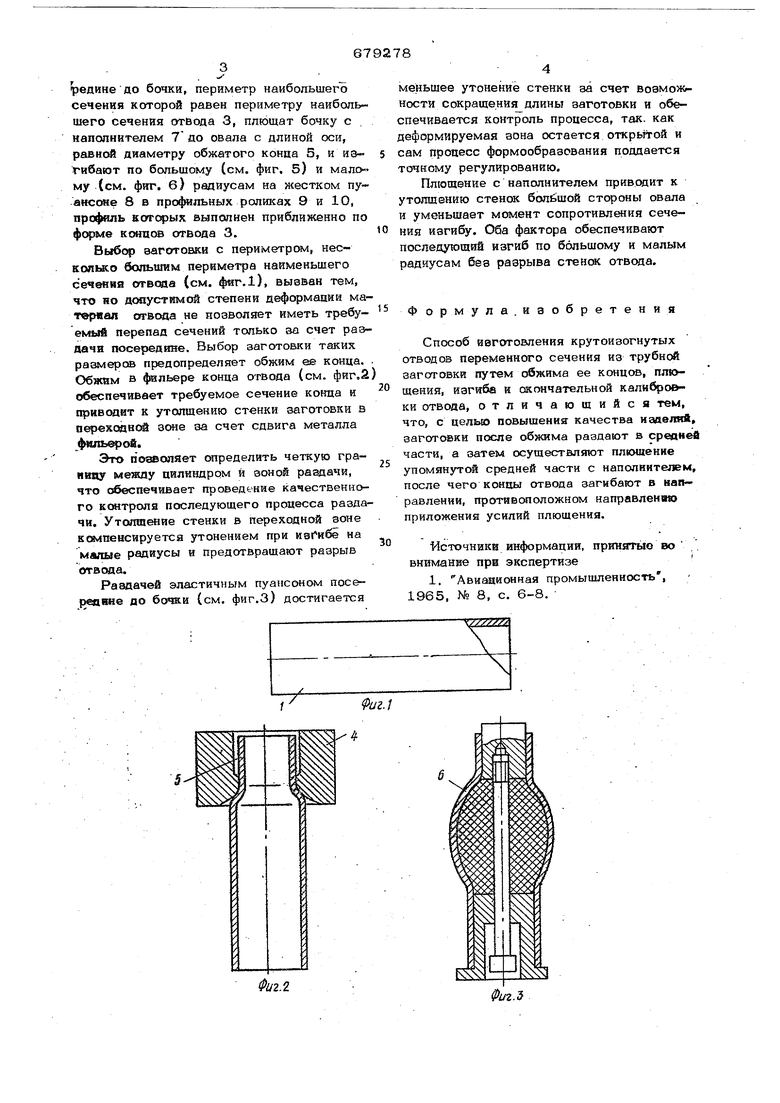
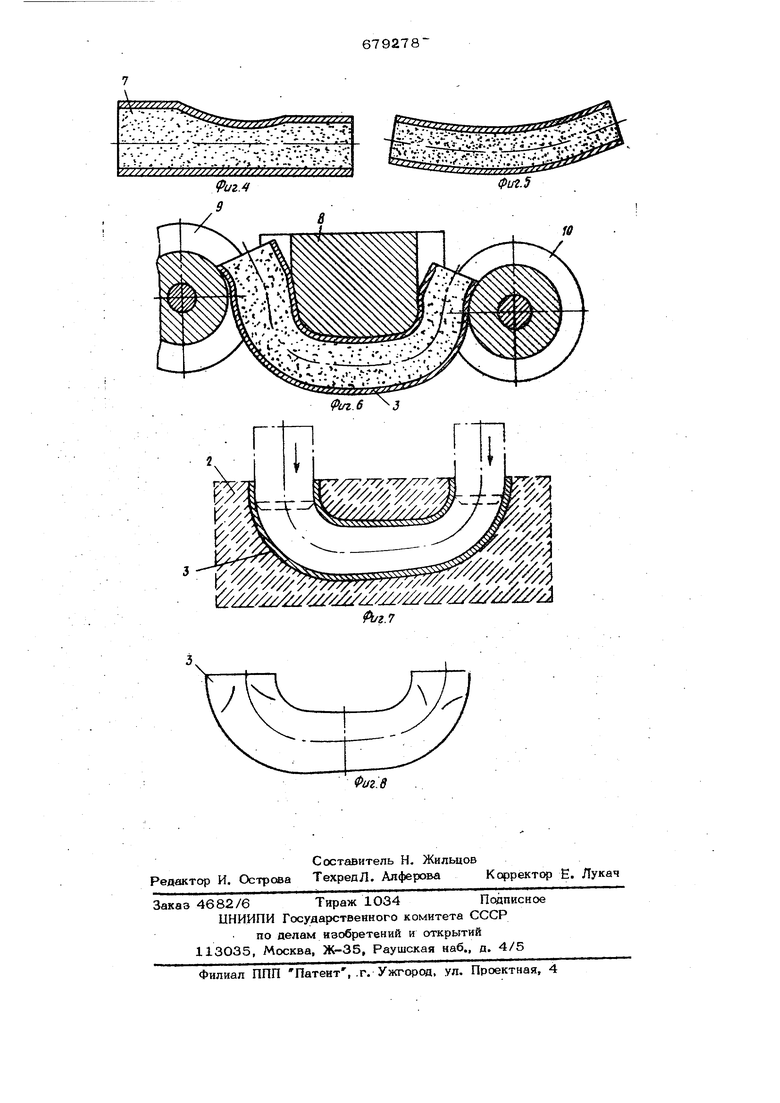
Изобретение относится к машинострое-л, нию, в частности к способам изготовления крутоивогнутых отводов. Известен способ изготовления крутоизогнутых отводов переменного сечения из трубной заготовки путем обжима ее концов, плющения, изгиба и йсончательной калибровки отвода flj . С нако- известный способ изготовления крутоизогнутых отводов не обеспечивает получения требуемого качества изделий. Цель изобретения - повышение качест ва изготовляемых крутоизогнутых отводов. Поставленная цель достигается тем, что заготовку после обжима раздают в средней части, а затем осуществляют плющение упомянутой средней части с наполнителем, после чего концы отвода загибают в направлении, противоположном направлению приложения усилий плющения. Способ иллюстрируется чертежами, где на фиг. 1 показана исходная трубная заготовка; на фиг. 2 - обжатие конца заго.товки в фильере; на фиг. 3 - раздача заготовки эластичным пуансоном; на фиг. 4плющение заготовки с наполнителем; на фиг. 5 - изгиб заготовки на большой радиус; на фиг. 6 - изгиб заГотсвки на малые радиусы; на фиг. 7 - калибровка отвода в разъемном штампе; на фиг. 8 - готсюый отвод, вид сбоку. Способ изготовления крутоизогнутых отводов состоит в том, что трубной заготовке 1 придают изогнутую форму с последующей калибровкой в разъемном штампе 2, выполненном по форме готового отвода 3, с подачей давления внутрь отвода. В соответствии с целью изобретения заготовку 1 выбирают с периметром, несколько большим периметра наименьшего сечения отвода 3. При этом pa3fmuy в периметрах заготовки и наименьшего сечения отвода выбирают в соответствии с допустимой степенью деформации для данного материала, обжимают в фильере 4 один конец 5 до периметра, равного периметру наименьшего сечения отвода 3, . раздают эластичным пуансоном 6 посередине до бочки, периметр наибольшего сечения которой равен периметру наибольшего сечения отбода 3, плющат бочку с наполнителем Т до овала с длиной оси, равной диаметру обжатого конца 5, и изгибают по большому (см. фиг. 5) и малому (см. фиг. б) радиусам на жестком пу ансоме 8 в профильных роликах 9 и 10, профш Ь которых выполнен приближенно по фс)ме концов отвода 3. Выб( ваготоаки с периметром, нес колько большим периметра наименьшего сеченйя отводе (см. фигЛ), вызван тем, что но допустимой степени деформации материал отвода не позволяет иметь тр-ебуемый перепад сечений только за счет раэдачв посередине. Выбор заготовки таких размеров предопределяет обжим ее конца. Обжим в фильере конца отвода (см. фиг.а обеспечивает требуемое сечение конца и приводит к утолшению стенки заготовки а nepexoQB( зоне за счет сдвига металла Это по Ш1Яет определить четкую гранану между цилиндром и зоной раадачи, что обеспечивает проведение качественного кеитрола последующего процесса раздачи. Утолш«1ие стенки в переходной зоне ксзмпексируется утонением при на малые радиусы и предотвращают разрыв отвода. Раздач эластичным пуансоном посеf RHe до бойси (см. фиг.З) достигается меньшее утонение стенки за счет воэмож ности сокращения длины заготовки и обеспечивается контроль процесса, так. как деформируемая зона остается открьп-ой и сам процесс формообразования поддается точному регулированию. Плющение с наполнителем приводит к утолшению стенок большой стороны овала и уменьшает момент сопротивления сечения изгибу. Оба фактора обеспечивают последующий изгиб по большому и малым радиусам без разрыва стенсяс отвода. Формула, изобретения Способ изготовления крутоизогнутых отводов переменного сечения из трубной заготовки путем обжима ее концов, плк щения, изгиба и окончательной калибро&ки отвода, отличающийся тем, что, с целью повышения качества иапелий, заготовки после обжима раздают в средней части, а затем осуществляют плющение упомянутой средней части с наполнителем, после чего конщл отвода загибают в вагьравлении, противоположном направлемвю приложения усилий плющения. Источникв информация, принятые во внимание при экспертизе 1, Авиационная промышленность , 1965, № 8, с. 6-8.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления крутоизогнутых отводов | 1983 |
|
SU1174115A1 |
| Рогообразный сердечник | 1981 |
|
SU963611A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
| СПОСОБ ГИБКИ ТРУБ С ОБРАЗОВАНИЕМ КОЛЕН ПОВТОРЯЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2534483C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2506134C1 |
| Способ изготовления толстостенных крутоизогнутых отводов | 2016 |
|
RU2628444C1 |
| Способ получения крутоизогнутых патрубков и устройство для его осуществления | 1989 |
|
SU1738424A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| СПОСОБ ГИБКИ ТРУБ | 2001 |
|
RU2210452C2 |
| Способ изготовления круго изогнутого колеса трубопровода | 1975 |
|
SU539636A1 |
Фиг.г
Фиг.Ъ
