1
Изобретение югносится к машиностроеншо, в частности к производству силовых газотурбинных установок, в том числе газотурбинных двигателей.
Известен способ обработки хвостовико лопаток силовых газотурбинных установок путем базирования лопатки и ее фиксации с последующей заливкой пера и удалением припуска с поверхнсзсти хвостовика лопатки l.
Однако существующий способ обработки не позволяет изготавливать лопатки, имеющие припуск по перу.
Цель изобретения - обеспечение возможности изготовленья лопаток, имеющих припуск по перу.
Это достигаете я тем, что в известном способе обработки хвостовиков лопаток силовых газотурбинных установок путем базирования лопатки и ее фиксации с последующей заливкой пера и удалением припуска с поверхности хвостовика лопатки, базирование ocyщecтвляюt по технологическому конусу и входному
торцу хвостовика лопатки, а фиксацию производят в трех противолежащих максимально удаленных друг от друга точках рабочей поверхности пера лопатки с помощью горизонтальных фиксирующих элементов с торцовыми сферическими поверхностями, расположенных симметрично с двух сторон от рабочих поверхностей пера лопатки, при этом свободные торцы фиксируюрих элементов устанавливают на равных расстояниях от вертикальной плоскости симметрии пресс-формы, а длину фиксирующих элементов выбирают такой, чтобы точки контакта с лопаткой каждой пары фиксирующих элементов
5 ограничивали профиль пера лопатки, равномерно утолщенный в направлении, перпендикулярном вертикальной плоскости симметрии пресс-формы.
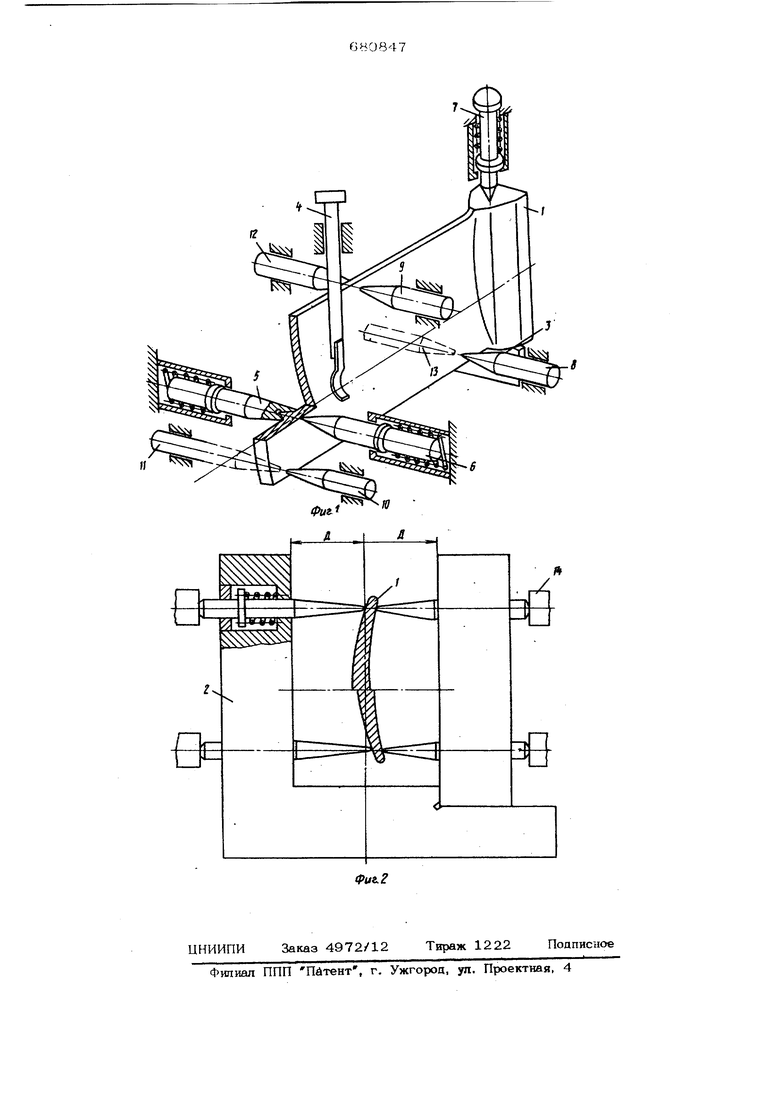
На фиг. 1 изображена схема базиро0вания и фиксации лопатки; на фиг. 2 - пресс-ч|юрма с фиксирующими пальцами.
Установка лопатки 1 производится в . поесс-фррме 2, которая содержит упор 3, пластинчатую пружину 4, поджимы 5, 6 и 7 и фиксирующие пальцы 8, 9, 10, 11 12 н 13, которые взаимодействуют с рычагами 14. Обработка хвостовика лопатки производится в следующей последовательности Совмещают технологический конус лопатки 1 с конусным отверстием поджима 5, а входной торец хвостовика лопатки дово дят до упора 3с од нов ременным поцжимом лопатки до контакта.с пальцами 11, 12 и 13. Удерживая лопатку в таком положении, подводят пластинчатую пружину 4 к перу лопатки. Далее подводят к лопатке подвижную часть пресс-формы 2 с .поджимом 6 и пальцами 8, 9 , 1О до положения, когда внутренняя плоскость подвижной части находится на расстоянии Д от плоскости симметрии прессформы, а к выходному торцу хвостовика поджим Т.. В зону расположения свободных торцов пальцев 8, 9, ГО, 11, 12 и 13 снизу подводят три автономных механизма (на схеме не показаны), которые обеспечивают синхронное перемещение рычагов 14 в направлении лопатки с усилием, превышающим усилие пружины 4 и поджима 7, сохраняя при этом равномерное удаление рабочих поверхнос. тей рычагов от вертикальной плоскости симметрии пресс-фэрмы. Затем отводят пружину 4 и поджим 7, заливают прессформу 2 с зафиксированной в ней лопаткой 1 одним из известных легкоплавких сплавов или неметаллическим материалом После застывания сплава или неметаллического материала отводят рычаги и под вижную часть пресс-формы 2, удаляют капсулу с залитой в ней лопаткой из пресс-формы. Используя три поверхности капсулы в качестве установочных баз от носительно режущих инструментов, произ водят обработку профиля и торцов хвосто BWKa, после чего удаляют лопатку из капсулы. От профиля хвостовика и одного из . торцов хвостовика производят контроль величины припуска по перу в трех точках на поверхности спинки и в трех точках на.поверхности корыта. Применение п{)едлагаемого cirocoOa за счет высокой точности орие нтацни пера заготовки относительно режущих инструментов, обрабатывающих профиль и торцы хвостовика, обеспечивает равномерное распределение припуска по перу под его последующую обработку, что позволяет изготавливать лопатки из заготовок с уменьшенным припуском по перу. Формула изобретения Способ обработки хвостовиков лопаток силовых газотурбинных установок путем базирования лопатки и ее фиксации с последующей заливкой пера и удалением приттуска с поверхности хвостовика лопатки, отличающийся тем, что, с целью обеспечения возможности изготовления лопаток, имеющих припуск по перу, базирование осуществляют по технологическому конусу и входному торцу хвосте вика лопатки, а фиксацию производят в трех противолежащих максимально, удаленных друг от друга точках рабочей поверхности пера лопатки с помощью горич зонтальных фиксирующих элементов с торцовыми сферическими поверхностями, расположенных симметрично с двух сторон от рабочих поверхностей пера лопатки, при этом свободные торцы фиксирующих элементов устанавливают на равных расстояниях.от вертикальной плоскости симметрии пресс-формы, а длину фиксирующих элементов выбирают такой, чтобы точки контакта с лопаткой каждой пары фиксирующих элементов ограничивали профиль пера лопатки, равномерно утолщенный в направлении, перпендикулярном вер типальной плоскости симметрии прессформы. Источники информации, принятые во внимание при экспертизе 1. Савостьянов А. А. Автоматизированное производство лопаток авиадвигателей. Авиационная промышленность, 1970, № 10, с. 89-91.
(
--f
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ КОМПРЕССОРА | 1998 |
|
RU2132266C1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ В БРИКЕТ | 2004 |
|
RU2284254C2 |
| СПОСОБ ОБРАБОТКИ ХВОСТОВИКА И КОРНЕВОЙ ЧАСТИ ПЕРА ЛОПАТКИ НА МНОГОКООРДИНАТНОМ СТАНКЕ С ЧПУ | 2017 |
|
RU2645633C1 |
| Устройство для распределения припускаНА зАгОТОВКЕ лОпАТКи и зАлиВКи EE лЕгКО-плАВКиМ МАТЕРиАлОМ B бРиКЕТ | 1979 |
|
SU850340A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ КОМПРЕССОРА | 2012 |
|
RU2498883C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ТУРБИННЫХ ЛОПАТОК И СПОСОБ ИХ ФРЕЗЕРОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2325985C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2261782C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШИРОКОХОРДНЫХ ПУСТОТЕЛЫХ ЛОПАТОК ВЕНТИЛЯТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2463125C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ЗАГОТОВОК ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2467824C1 |
| Устройство для установки базирующего стержня на крупногабаритную лопатку | 2024 |
|
RU2838924C1 |