1
Изобретение относится к оборудо- ванию для шинной промлиленности и предназначено, например, для вулканизации автокамер.
Известен многопозиционный вулканизатор, содержащий смонтированные на станине загрузчик, компенсатор, крайние и промежуточные вулканизационные элементы со съемными полуформами 1 .
Наиболее близким к изобретению является многопозиционный вулканизатор, содержаший пресс-фор смонтированные соосйо в горизонтально установленном корпусе, выполненным составным по длине по месту плоскостей разъема пресс-форм из аксиальных лодвижных секций с выступами байонетных замков, размещенные в секции обогреваемые полуформы соседних пресс-форм, установленные в корпусе кольцевые опоры с радиапьно подвижными клиновыми nonayHeiMH,взаимодействующими с клиновыми торцовыми поверхностями полуформ, привод возвратно-поступательного перемещения секций корпуса с полуформами, и подвижный п резарядчик пресс-форм 2
Однако при закрывании пресс-форм происходит неточное смыкание по
разъе, приводящее к браку и обусловленное тем, что в одном корпусе промежуточного вулканЙ8ацио11Ного элемента монтируются две полуфс мы от разных пресс-форм.
Целью изобретения является повышение качества камер за счет повыиения точности взаимного центрирования полуформ.
Достигается это.тем, что каждая секция корпусу выполнена составной по длине по числу смонтированных в ней полуформ из частей, связанных между собой разъемным соединением.
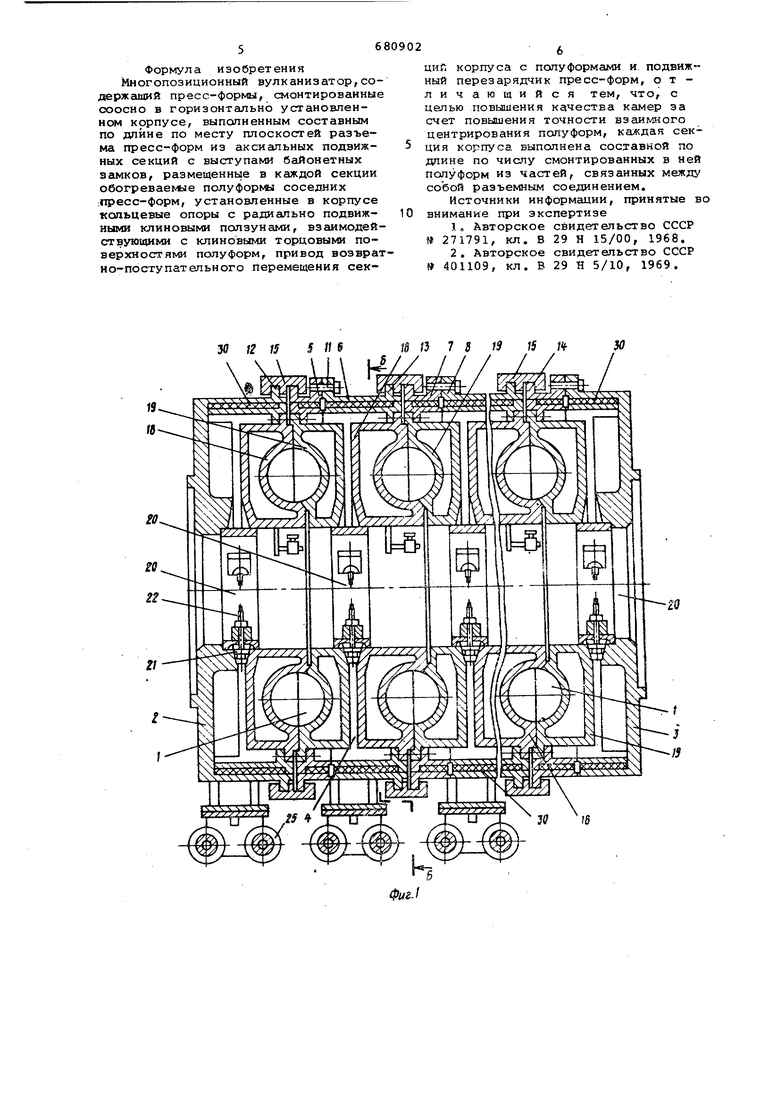
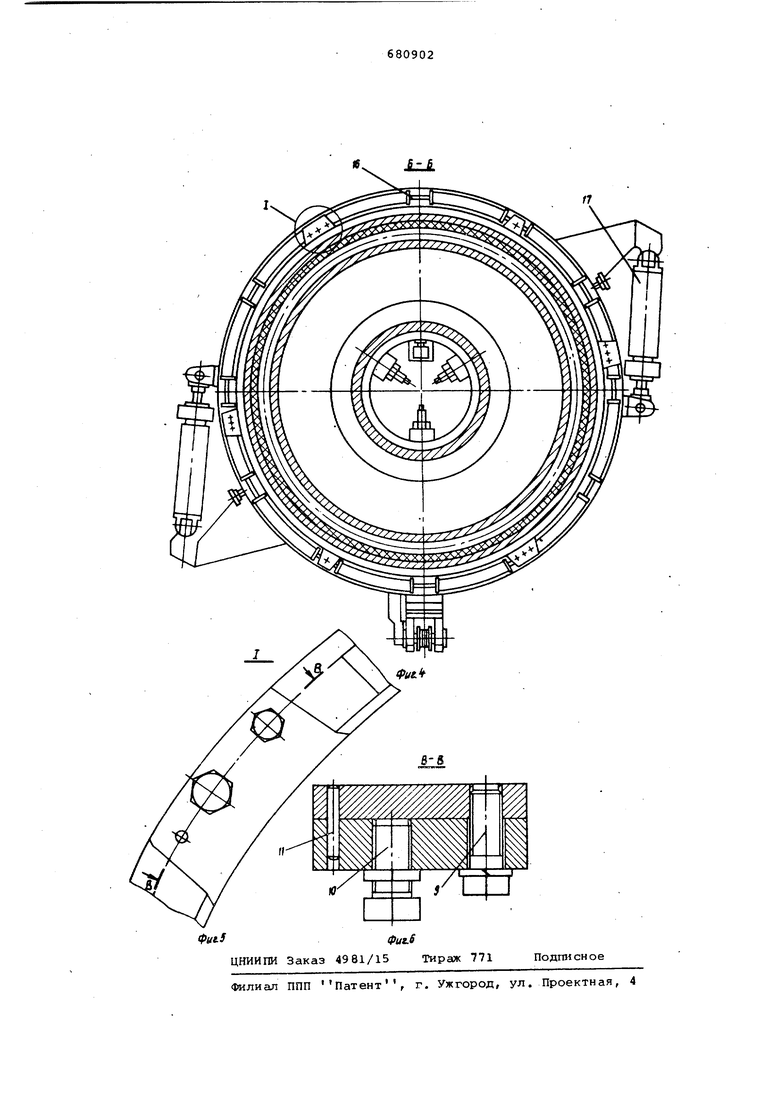
На фиг. 1 изобргмен описываемый вулканизатор, разрез на фиг, 2 - то же, общий вид; на фиг. 3 - вид по стрелке А на фиг.2; на фиг.4 - разрез Б-Б на фиг.1; на фиг.5 - узел 1, на фиг.4 на фиг.6 - сечение В-В Н а фи г.5.
Многопозиционный вулканизатор содержит пресо-формл 1, смонтированные соосно в горизонтально установжуточная секция 4 корпуса выполнена составной из двух частей 5 и 6, имеленном корпусе. Корпус выполнен составным по длине по месту плоскостей разъема tTpecc-формы из аксиальных подвижных крайних секций 2, 3 и прОмежутрчных секций 4. Каждая .промеющих фланцы 7 и 8 соответственно и соединенных между собой разъемным соединением, выполненным в виде стяжных 9 и распорных 10 элементов (болтов). Фиксация соединяемых частей 5 и б промежуточной секции 4 про изводится штифтами 11. Крайняя секция 2 и промежуточные секции 4 имеот выполненные в виде ко тьцевых флан цен 12, 13 и в виде отдельных зубьев 14 выступы байонетных замков и соединяются между собой при помощи этих выступов и байонетных колец 15 с зубьями 16, образуя байонетные замки. Привод байонетных замков осущест вляется диаметрально-противоположно расположенными на секциях 2 и 4 гидроцилиндрами 17,штоки которых соединены с байонетными кольцами 15,В крайней секции 2 корпуса установлена рбогрев,ательная полу форма 18, а в крайней секции 3 корпуса - псяуформа 19. В промежуточных секциях 4 кор ; пуса размещены обогреваемые полуфорNM 18 и 19 соседних пресс-форм 1, Между крайними секциями 2 и ЗГ и попу формами 18 и 19 стяжных пресс-форм 1по их внутреннему диаметру установлены кольцевые опоры 20 с радиально подвижными клиновидными полэуН 1ми 21, перемещаемыми регулировочными винтами 22 и взаимодействующими с клиновыми торцовыми поверхностями полуформ 18 и 19 и крайних секций 2и 3 корпуса. Привод возвратно-поступательного перемещения секций 2 и 4 корпуса с палуформами 18 и 19 обеспечивается гидроцилиндром 23, шток которого связан с секцией 2 кор пуса. Секция 3 корпуса установлена неподвижно на станине 24, Подвижные секции 2 и 4 корпуса снабжены опор™ ными роликами 25 и поддерживающими роликами 26. С помощью опорных роликов 25 секции установлены на направляющих 27 станины 24 с возможностью перемещения по ней. -Поддерживающие 26, взаимодействуюшле с направляющими 28 станины 24, служат , для поддерживания секций 2 j, 4 коргг/са в заданномположении относительно станины 24 вулканизатора. Вулканизатор оборудован подвижным перезарядч-яксм 29 пресс-форм 1. Се. 2,3, 4 корпуса H -26SOT теплоизоляцию 30. ,Перед вулканизацией проводится монтаж секций корпуса с пресс-формами 1. На станине 24 вулканизатора с по мощью опорных 25 и поддерживающих 26 рсзликов монтируется крайняя секция 2-корпуса с установленной в ней полуформой 18. Часть 5 промежуто шой секции 4 корпуса с установленной в ней полуформой 19 при помощи подъемного механизма вплотную подводится к секции 2 корпуса и после центровки полуформ 18 и 19 запирается байо нетным. г замком (кольцом ) 15, Таким образом первая пресс-форма смонтирована. Аналогичным образом ведется монтаж остальных пресс-форм незави- имо друг от друга. Затем смонтированные пресс-формы 1 соединяются посредством фланцев 7 и 8 часаей 5 и 6 секции 4 с помощью стяжных 9 и распорных 10 эле ментов и фиксируются штифтами„ В последнюю очередь таким же образом производится соединение части 5 секции корпуса к последней пpecc-фop ю с секцией 3 корпуса неподвижно установленной на станине 24 вулканизатора. Вулканизатор работает следующим образом. . Перед вулканизацией камер все пресс-формы закрыты. Гидроцилиндрами 17 открывается байонетный замок первой пресс-формы 1 и секция 2.корпуса с установленной в ней полуформой 18 гидроцилиндром 23 перемещается при помощи опорных 25 и поддерживающих 26 роликов по направляюiuHM 27 и 28 станины 24 .вулканизато крайнее открытое положение, Полуформа 19, установленная в промежуточной секции 4 корпуса, остается неподвижной. Первая пресс-форма 1 открыта. Предварительно подщтую заготовку камеры загружают с JIOмoщью перезарядчика в псяуформу 18. Секция 2 корпуса с полуформрй 18 и загруженной в нее заготовкой камеры перемещается гидроцилиндром 23 и подводится вплотную .к неподвижной полуформе: 19, После, этого секции 2 и 4 корпуса с полуформаг-ет 18 и IS первой пресс-форгж 1 запираются байонетным замком посредством гидроцилиидров 17 повсрачиваюЕоих байонетное кольцо 15. Начинается процесс вулканизации в первой пресс-форме. Аналогичным образом последовательно про-гзно,гщтся загрузка заготовок камер во все остальные пресс-форлщ 1 вулканизатора. В момент йкончания загрузки последней пресс-формы заканчиваетсв процесс вулканизации камеры в первой пресс-форме и она открывается в описанной выше поспедовательностиг Пере зарядчик ом 29 производится выгрузка свулканизирован,ной камеры и загрузка очередной затотовки. в дальнейшем-перезарядчик прЪизводйт выгрузку свулканизированных камер и загрузку заготовок последовательно обслуживая все остальные пресс-форли. После перезарядки пресс-формы цикл работы вулканизатора повторяется. Разделение промежуточных 4 я кргсйней секции 3 на две часги дает BOS можность обеспечить точную центровку полуФорм, что позволяет сократить брак,повысив качество готовы; изделий,а также обеспечить удобство монтажаполу форм
Формула изобретения Многопозиционный вулканизатор,содержащий пресс-формы, смонтированные соосно в горизонтально установленHCW корпусе, выполненным составньом по длине по месту плоскостей разъема пресс-форм из аксиальных подвижных секций с выступами бгЛонетных аамков, размещеннь1е в каждой секции обогреваемое полуфорьы соседних ;Пресс-форм, установленные в корпусе кольцевые опоры с радисшьно подвижными клиновыми ползунами, взаимодействующими с клиновыг/ш торцовыми поверхностями полуформ, привод возвратно-поступательного перемещения секЦИК корпуса с полуформами и подвиж ный перезарядчик пресс-форм, отличающийся тем, что, с целью повышения качества камер за счет повышения точности взаимного центрирования попуформ, каждая секция корпуса выполнена составной по длине по числу смонтированных в ней попуформ из частей, связанных между собой разъемным соединением.
Источники информации, принятые во
0 внимание при экспертизе
1,Авторское свидетельство СССР W 271791, кл. В 29 Н 15/00, 1968.
2.Авторское свидетельство СССР 401109, кл, В 29 Я 5/10, 1969.

| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный вулканизатор | 1969 |
|
SU401109A1 |
| Форматор-перезарядчик многопозиционного вулканизатора для формования и вулканизации покрышек пневматических шин | 1985 |
|
SU1305045A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Автоматическая линия для формирования и вулканизации покрышек | 1973 |
|
SU524347A2 |
| Установка для формования и вулканизации покрышек пневматических шин | 1983 |
|
SU1100123A1 |
| Многопозиционный вулканизатор покрышек | 1973 |
|
SU488728A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1981 |
|
SU958126A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1979 |
|
SU927539A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК | 1972 |
|
SU338409A1 |
| Многопозиционный вулканизатор | 1983 |
|
SU1171327A1 |

за 12 J5 5 (п
a.
Г
I rf
