1
Изобретение относится к трубопрокатному производству и касается усовершенствования механизма подачи станов холодной прокатки труб.
Из известных механизмов подачи станов холодной прокатки труб наиболее близким по технической сущности к предложенному является механизм подачи стана холодной прокатки труб, содержащий патрон заготовки, винт подачи с приводом его непрерывного вращения и возвратно-поступательного перемещения и гайку, установленную на винте и закрепленную в патроне заготовки .
Однако при такой конструкции механизма подачи стана холодной прокатки труб замена износивщейся гайки затруднена и требуется значительная затрата времени, так как необходимо разобрать одну из опор винта и после этого свинтить гайку, отсоединив ее от патрона заготовки, в котором она закреплена. В результате этого увеличивается время простоя стана.
Целью изобретения является сокращение простоев путем облегчения смены гайки при ее износе.
Это достигается созданием механизма подачи стана холодной прокатки труб, содержащего патрон заготовки, винт подачи с приводом его непрерывного вращения и
возвратно-поступательного перемещения и гайку, установленную на винте и закрепленную в патроне заготовки, в котором винт подачи составлен из двух частей, имеющих в месте соединения фиксирующие лыски и наружные кольцевые центрирующие пазы, и снабжен продольно-разъемной муфтой, установленной в месте соединения частей винта.
При таком конструктивном выполнении механизма подачи стана холодной прокатки труб можно легко заменить изношенную гайку и следовательно сократить время простоя стана и, таким образом, повысить
производительность стана.
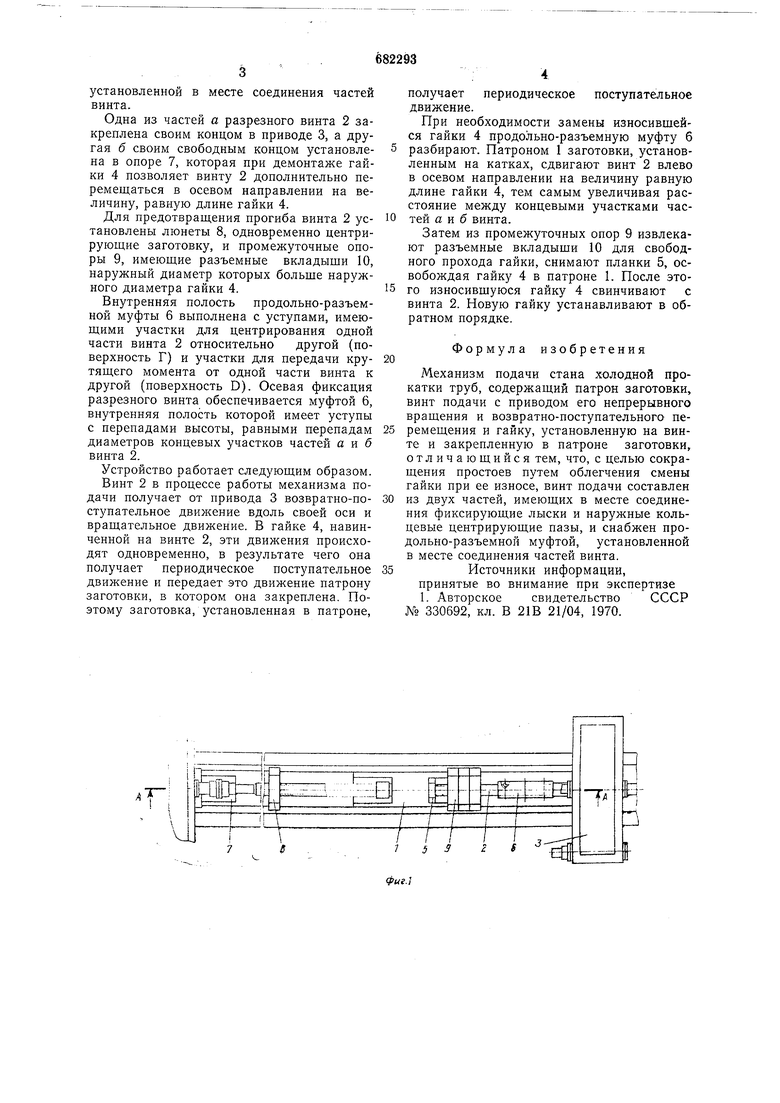
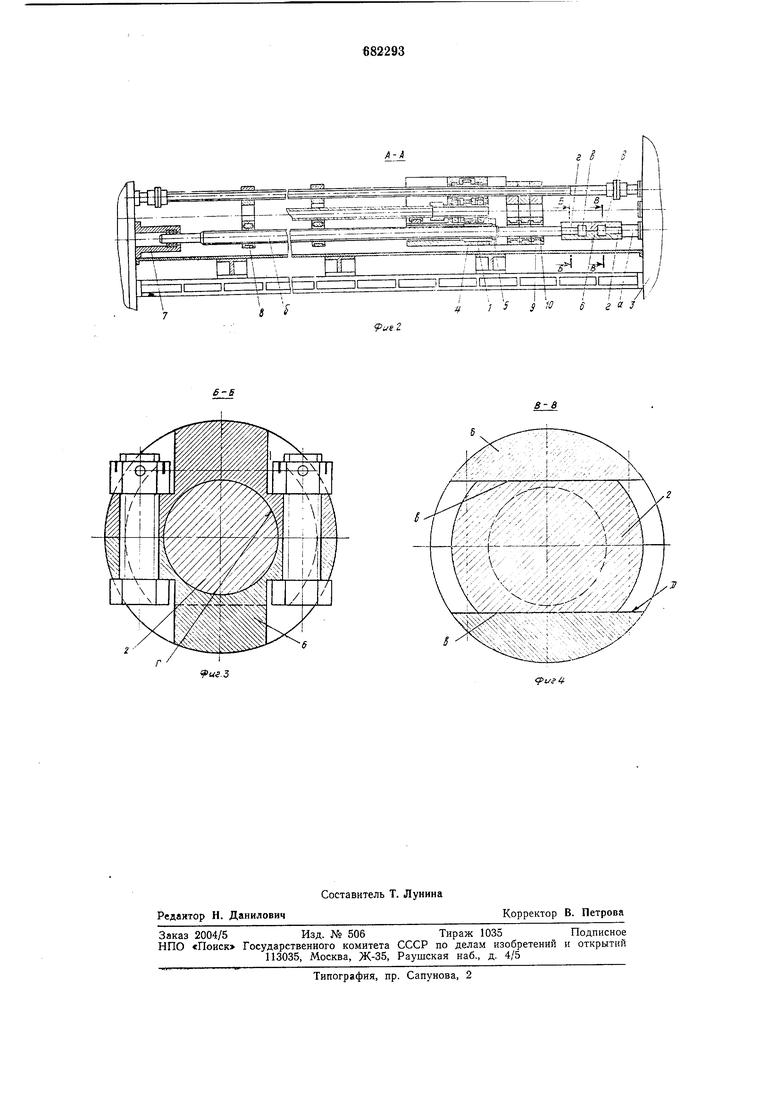
На фиг. 1 изображен механизм подачи, план; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фит. 4 - разрез В-В на фиг. 2.
Механизм подачи стана холодной прокатки труб содержит патрон 1 заготовки, винт подачи 2 с приводом 3 его непрерывного вращения и возвратно-поступательного перемещения и гайку 4, установленную
на винте 2 и закрепленную в патроне заготовки 1 планками 5. .Винт подачи составлен из двух частей а и б, имеющих в месте соединения фиксирующие лыски в и наружные кольцевые центрирующие пазы г, и
снабжен продольно разъемной муфтой 6,
установленной в месте соединения частей винта.
Одна из частей а разрезного винта 2 закреплена своим концом в приводе 3, а другая б своим свободным концом установлена в опоре 7, которая при демонтаже гайки 4 позволяет винту 2 дополнительно перемещаться в осевом направлении на величину, равную длине гайки 4.
Для предотвращения прогиба винта 2 установлены люнеты 8, одновременно центрирующие заготовку, и промежуточные опоры 9, имеющие разъемные вкладыщи 10, наружный диаметр которых больще наружного диаметра гайки 4.
Внутренняя полость продольно-разъемной муфты 6 выполнена с уступами, имеющими участки для центрирования одной части винта 2 относительно другой (поверхность Г) и участки для передачи крутящего момента от одной части винта к другой (поверхность D). Осевая фиксация разрезного винта обеспечивается муфтой 6, внутренняя полость которой имеет уступы с перепадами высоты, равными перепадам диаметров концевых участков частей а и б винта 2.
Устройство работает следующим образом.
Винт 2 в процессе работы механизма подачи получает от привода 3 возвратно-поступательное движение вдоль своей оси и вращательное движение. В гайке 4, навинченной на винте 2, эти движения происходят одновременно, в результате чего она получает периодическое поступательное движение и передает это движение патрону заготовки, в котором она закреплена. Поэтому заготовка, установленная в патроне.
получает периодическое поступательное движение.
При необходимости замены износивщейся гайки 4 продольно-разъемную муфту б разбирают. Патроном 1 заготовки, установленным на катках, сдвигают винт 2 влево в осевом направлении на величину равную длине гайки 4, тем самым увеличивая расстояние между концевыми участками частей а к б винта.
Затем из промежуточных опор 9 извлекают разъемные вкладыщи 10 для свободного прохода гайки, снимают планки 5, освобождая гайку 4 в патроне 1. После этого износивщуюся гайку 4 свинчивают с винта 2. Новую гайку устанавливают в обратном порядке.
Формула изобретения
Механизм подачи стана холодной прокатки труб, содержащий патрон заготовки, винт подачи с приводом его непрерывного вращения и возвратно-поступательного перемещения и гайку, установленную на винте и закрепленную в патроне заготовки, отличающийся тем, что, с целью сокращения простоев путем облегчения смены гайки при ее износе, винт подачи составлен
из двух частей, имеющих в месте соединения фиксирующие лыски и наружные кольцевые центрирующие пазы, и снабжен продольно-разъемной муфтой, установленной в месте соединения частей винта.
Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 330692, кл. В 21В 21/04, 1970.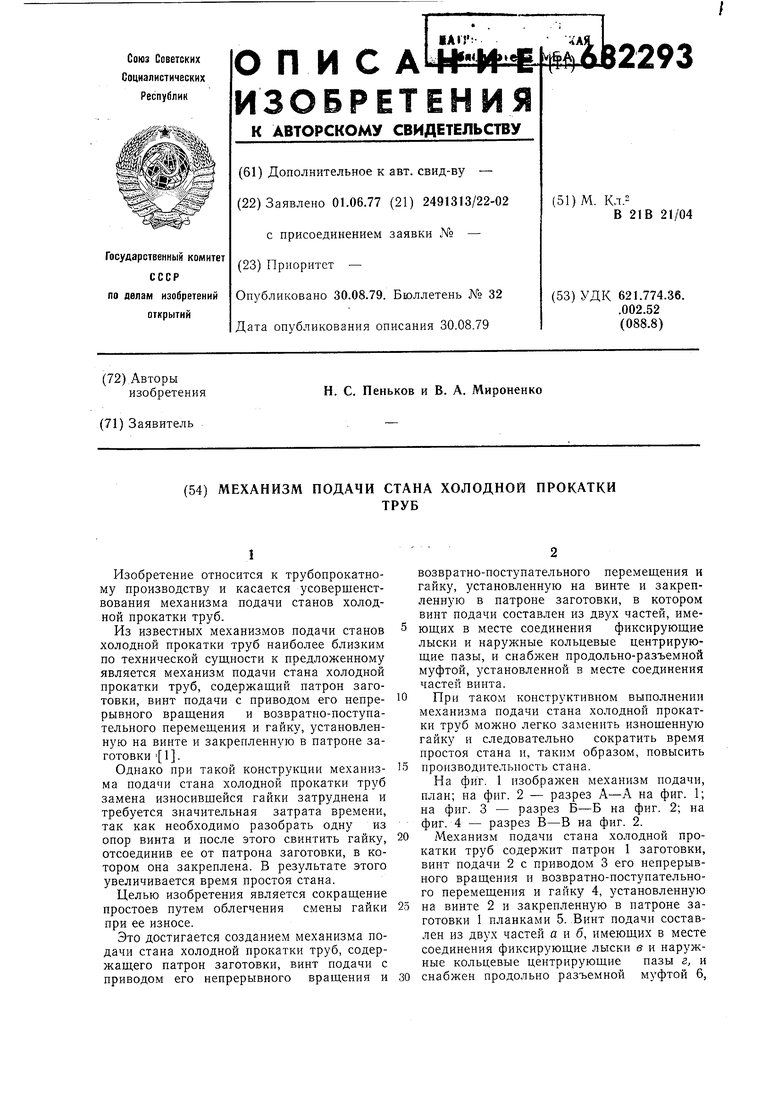
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм подачи стана холодной прокатки труб | 1975 |
|
SU529860A1 |
| Механизм подачи стана холодной прокатки труб | 1977 |
|
SU740320A1 |
| Пильгерный стан для холодной прокатки труб | 1978 |
|
SU984398A3 |
| Подающее устройство стана холодной прокатки труб | 1981 |
|
SU950456A1 |
| Стан поперечной прокатки полыхпРОфильНыХ издЕлий C пЕРЕМЕННыМВНуТРЕННиМ диАМЕТРОМ | 1978 |
|
SU795685A1 |
| Механизм подачи стана холодной прокатки труб | 1977 |
|
SU713628A1 |
| Механизм подачи стана холодной прокатки труб | 1975 |
|
SU550189A1 |
| Стан холодной пилигримовой прокатки труб | 1987 |
|
SU1491594A1 |
| Механизм подачи стана холодной прокатки труб | 1983 |
|
SU1144739A1 |
| Многониточный стан периодическойпРОКАТКи издЕлий | 1977 |
|
SU795681A1 |
B-a
.З
иг
