1
Изобретение относится к области гальванотехиики и может быть использовано для управления процессом нанесения металлопокрытия на детали.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для управления полуавтоматическими линиями обработки деталей в жидкостях ,1. Оно стоит из блоков горизонтального и вертикального перемещения и адресных блоков по числу позиций, обслуживаемых автооператором. Адресование автооператора на ту или иную позицию и перемещение траверзы вверх или вниз возможны при нажатии кнопок.
Недостатком известного устройства является трудность перестройки программы и невысокое качество металлопокрытий.
Целью изобретения является обеспечение возможности перестройки программы, увеличения надежности в работе и повыщения качества металлопокрытия.
Это достигается тем, что устройство управления автоматическими линиями обработки деталей в жидкостях, состояющее из блока горизонтального перемещения, блока вертикального перемещения, блока конечных выключателей, содержит блок генератора, импульсов, блок счетчика пауз, блок набора программы, блок кодирования вызовов, блок сравнения, блок управления и блок аварии, при этом блок генератора импульсов последовательно соединен через блок счетчика пауз, блок набора программы с первым входом блока кодирования вызвов, первый выход которого соединен с вторым входом блока счетчика пауз и первым входом блока сравнения, второй выход с первым входом блока управления и с вторым входом блока сравнения, третий и четвертый входы которого соответственно соединены с первым и вторым выходами блока конечных выключателей, причем первый и второй выходы блока сравнения соответственно соединены с первым и вторым входами блоков горизонтального и вертикального перемещения, а третий выход с третьим входом блока горизонтального перемещения, при этом второй выход блока
сравнения соединен с вторым входом блока управления, третий и четвертый входы которого соответственно соединены с третьим и четвертым выходами блока конечных выключателей, а блок аварии соединен с третьим и четвертым выходами блока вертикального перемещения и с четвертым и пятым выходами блока горизонтального перемещения, шестой и седьмой выходы которого соединены с вторым и третьим входами блока кодирования вызовов.
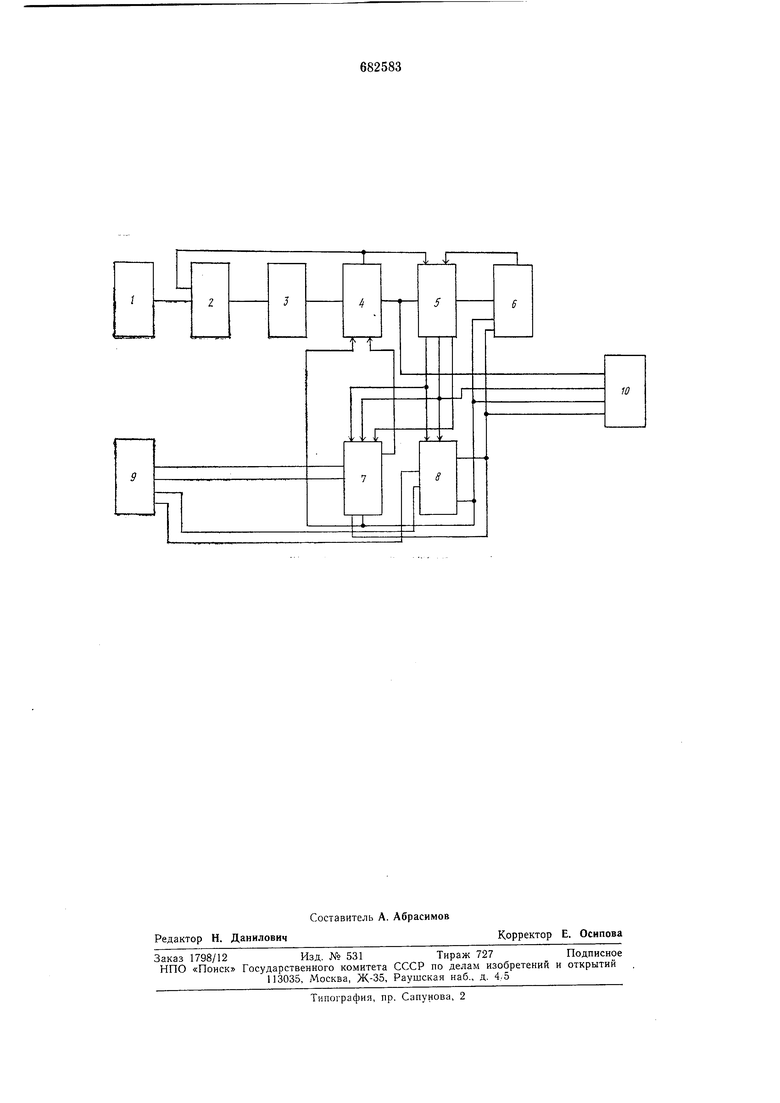
На чертеже дана блок-схема предлагаемого устройства.
Устройство состоит из блока 1 генератора импульсов, блока 2 счетчика пауз, блока 3 набора программы, блока 4 кодирования вызова, блока 5 сравнения, блока 6 конечных выключателей, блока 7 горизонтального перемещения, блока 8 вертикального перемещения, блока 9 аварии и блока 10 управления выпрямительными агрегатами.
Устройство работает следующим образом.
Блок 1 генератора импульсов вырабатывает импульсы определенной частоты следования и подает их на вход блока 2 счетчика пауз. Счетчик переключается. Прямые и инверсные выходы всех триггеров счетчика соединены с переключателями блока 3 набора программы. Каждой позиции (ванне) гальванолипии соответствует своя группа переключателей, на которых набирается установка, определяющая момент появления команды-вызова автооператора к этой ванне. Команда-вызов образуется, когда состояние счетчика 2 совпадет с уставкой переключателей, соответствующих данной ванне.
Выходы переключателей ванн соединены с блоком 4 кодирования вызовов. Появивщаяся команда-вызов в блоке 4 защифровывает в двоичном коде адрес своей ванны. С появлением любой команды-вызова появляется единичный сигнал прекращающий поступление импульсов с блока 1 на блок 2. Закодированный адрес поступает на блок 5 сравнения. Через блок 6 конечных выключателей на блок сравнения поступает также считываемый в двоичном коде конечными выключателями блока горизонтального перемещения адрес действительного местонахождения автооператора. При неравенстве поступающих на блок сравнения адресов появляются сигналы рассогласования, поступающие на блок 7 горизонтального перемещения, где они запоминаются и образуют сигналы на включение «вперед или на включение «назад. Траверса при этом опущена и с блока 6 в блок 7 поступает сигнал ее нижнего положения.
Движение продолжается до исчезновения рассогласования. При этом на вход блока 8 вертикального перемещения поступают сигналы, обеспечивающие условия подъема траверсы. Поднимаясь, траверса захватывает раму с заготовками. С появлением сигнала верхнего положения траверсы подъем прекращается и начинается горизонтальное перемещение с поднятой траверсой. Пребывание траверсы в верхнем положении после подхода к нужной ванне запоминается и появляется сигнал на включение опускания траверсы. Рама устанавливается, в ванне. Опускание прекращается. Счетчик пауз блока 2 открывается и на
пего опять поступают импульсы с блока 1 до тех пор, пока состояние счетчика пауз вновь не совпадет с установкой переключателей какой-либо ванны. Тогда последовательность операций повторяется.
Управляется выпрямительный агрегат блоком 10. С появлением команды-вызова и при подъезде автооператора с опущенной траверсой к ванне появляются сигналы, об10 разующие на выходе блока 10 сигнал, отключающий соответствующий выпрямительный агрегат на период подъема. Для обнаружения аварии служит блок 9. Применение предлагаемого устройства
15 при автоматизации гальванических линий повыщает производительность труда н качество гальванопокрытий.
Формула изобретения
0 Устройство управления автоматическими линиями обработки деталей в жидкостях, состоящее из блока горизонтального перемещения, блока вертикального перемещения, блока конечных выключателей, отличающееся тем, что, с целью обеспечения возможности перестойки программы, увеличения надежности в работе и повыщения качества металлопокрытия, оно содержит блок генератора импульсов, блок счетчика пауз, блок набора программы, блок кодирования вызовов, блок сравнения, блок управления и блок аварии, причем блок генератора импульсов последовательно соединен через блок счетчика пауз и блок набора программы с первым входом блока кодирования вызовов, первый выход которого соединен с вторыги «ходом блока счетчика пауз и первым входом блока сравнения, второй ныход с первым входом блока
0 управления и с вторы.м входом блока сравнения, 1ретий 11 чотиертый входы которого соответственно соединены с первым и вторым выходами блока конечных выключателей, причем первый и второй выходы блока
5 сравнения соответственно соединены с первым и вторым входами блоков горизонтального и вертикального перемещений, а третий выход с третьим входом блока горизонтального перемещения, при этом второй выход блока сравнения соединен с вторым входом блока управления, третий и четвертый входы которого соответственно соединены с третьим и четвертым выходами блока конечных выключателей, а блок аварии
5 соединен с третьим и четвертым выходами блока вертикального перемещения и с четвертым и пятым выходами блока перемепдения горизонтального перемещепия, шестой и седьмой выходы которого соединоны с вторым и третьим входами блока кодирования вызова.
Источники пнфо мацпи, принятые во внимание при экспертизе 1. Авторское свидетельство СССР
№ 261085, кл. С 25D 21/00, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления объектом | 1982 |
|
SU1084741A1 |
| Устройство управления автоматическими линиями обработки деталей в жидкости | 1982 |
|
SU1033580A2 |
| Устройство для программного управления автооператором гальванической линии | 1976 |
|
SU636585A1 |
| Устройство для управления автоматическими линиями гальванопокрытий | 1983 |
|
SU1095136A1 |
| Устройство для программного управления автооператорами гальванической линии | 1979 |
|
SU857935A1 |
| Устройство для управления автоматическими линиями | 1980 |
|
SU954939A2 |
| Устройство для управления автома-ТичЕСКиМи лиНияМи | 1979 |
|
SU840804A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ АВТОМАТИЧЕСКИМИЛИНИЯМИ | 1972 |
|
SU336648A1 |
| Многоканальный регулятор | 1979 |
|
SU873207A1 |
| Устройство для программного управления автоматическими линиями гальванопокрытий | 1981 |
|
SU1003023A1 |