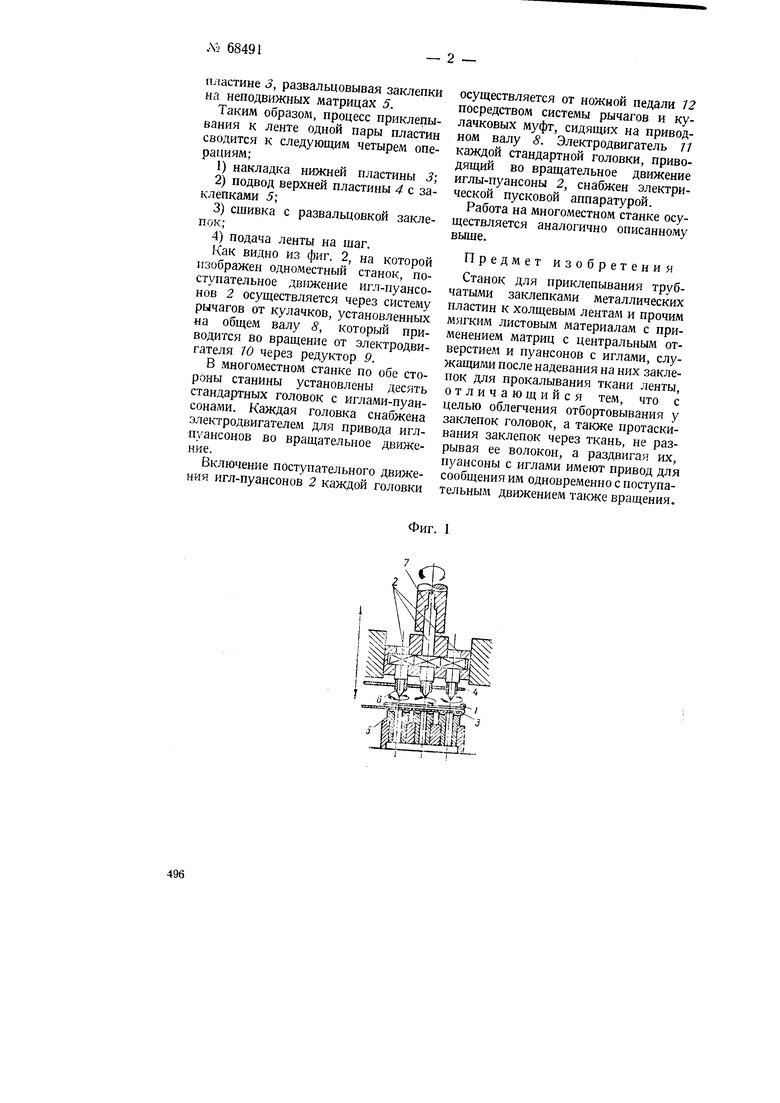
Уже известно склепывание мягких листовых материалов трубчатыми заклепками посредством пуансона с остроконечным выступом, который после надевания на него заклепки пробивает материал на центральном отверстии матрицы, а затем продвигает через материал заклепку и отбортовывает у нее края с помощью матрицы. В предлагаемом станке, в котором приклепывание металлических пластин к холщевым лентам и прочим мягким листовым материалам осуществляется также трубчатыми заклепками, имеются, аналогично вышеуказанному, матрицы с центральным отверстием и пуансоны с иглами, служащими после надевания на них заклепок для прокалывания ткани ленты. С целью облегчения отбортовывания у заклепок головок, а также для протаскивания заклепок через имеют привод для сообщения им одния и вращения. рабочая часть головки станка, на фиг. 2 - конструктивное выполнение одноместного станка. дится к трем иглам-пуансонам 2, имеющим возможность совершать поступательно-вращательное движение. те / пластин (пластина 3) укладывается под ленту в том месте, где расположены три неподвижные матрицы 5, а вторую, собранную с тремя заклепками б пластину 4, устанавливают над лентой. Иглы-пуансоны 2, приводимые в поступательно-вращательное движение от шпинделя 7, протаскивают заклепки 6 через холщевую ленту 7 и отверстия в нижней ткань, не разрывая ее волокон, а раздвигая их, пуансоны с иглами новременно поступательного движеНа фиг. 1 схематически изображена Холщевая лента 7 (фиг. 1) подвоНижняя из приклепываемых к ленпластине 3, развальцовывая заклепки на неподвижных матрицах 5.
Таким образом, процесс приклепывания к ленте одной пары пластин сводится к следующим четырем операциям;
1)накладка нижней пластины J;
2)подвод верхней пластины 4 с заклепками 3;
3)сшивка с развальцовкой заклепок;
4)подача ленты на шаг.
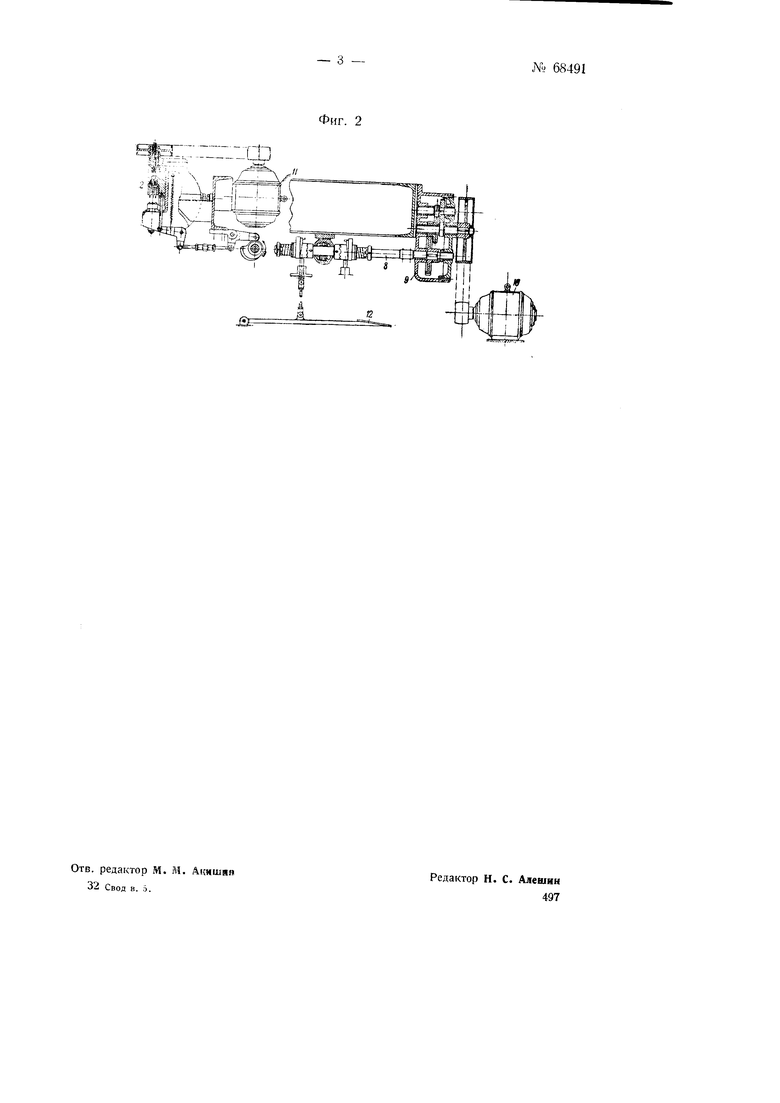
Как видно из фиг. 2, на которой изображен одноместный станок, поступательное движение игл-пуансонов 2 осуществляется через систему рычагов от кулачков, установленных на общем валу 8, который приводится во вращение от электродвигателя JO через редуктор Р.
В многоместном станке по обе стороны станины установлены десять стандартных головок с иглами-пуансонами. Каждая головка снабжена электродвигателем для привода иглпуансонов во вращательное движение.
Включение поступательного движения игл-пуансонов 2 каждой головки
осуществляется от ножной педали 72 посредством системы рычагов и кулачковых муфт, сидящих на приводном валу 8. Электродвигатель 77 каждой стандартной головки, приводящий во вращательное движение иглы-пуансоны 2, снабжен электрической пусковой аппаратурой.
Работа на многоместном станке осуществляется аналогично описанному выше.
Предмет изобретения
Станок для приклепывания трубчатыми заклепками металлических пластин к холщевым лентам и прочим мягким листовым материалам с применением матриц с центральным отверстиел и пуансонов с иглами, служащими после надевания на них заклепок для прокалывания ткани ленты, отличающийся тем, что с целью облегчения отбортовывания у заклепок головок, а также протаскивания заклепок через ткань, не разрывая ее волокон, а раздвигая их, пуансоны с иглами имеют привод для сообщения им одновременно с поступательньш движением также вращения.
Фиг. I
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ДЕРЕВОМЕТАЛЛИЧЕСКИХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254229C2 |
| Устройство для сборки | 1979 |
|
SU846049A1 |
| Станок для клепки накладок к тормозным колодкам | 1981 |
|
SU1034827A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТЫ С ГОФРАМИ, РАСПОЛОЖЕННЫМИ В ШАХМАТНОМ ПОРЯДКЕ | 2008 |
|
RU2363556C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ДЕТАЛЕЙ БЫТОВОГО ЭЛЕКТРОПРИБОРА | 1998 |
|
RU2208720C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ КЛЕПКИ | 1997 |
|
RU2116156C1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Способ сферодвижной штамповки | 1980 |
|
SU984577A1 |
| Автоматический станок с гидравлическим приводом для клеймения | 1960 |
|
SU141406A1 |
| Способ усталостных испытаний листовых материалов с отверстиями под крепежные элементы | 1984 |
|
SU1225934A1 |