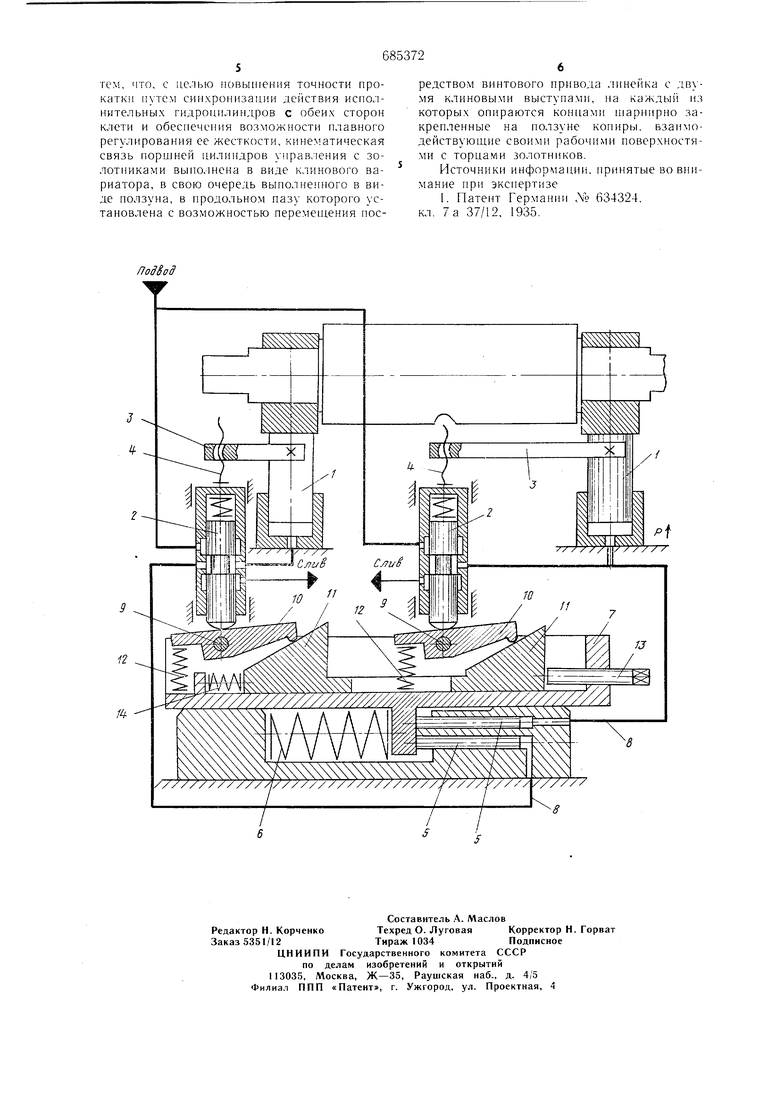
Изобретение относится к прокатному производству и может быть использовано преимущественно в клетях полосовых и листовых станов горячей и холодной прокатки с целью исключения продольной разнотолщинности полос, обусловленной колебаниями усилия прокатки. Известно устройство для стабилизации раствора валков прокатной клети, включающее установленные под подушками валков исполнительные гидроцилиндры,рабочие полости которых гидравлически соединены через золотниковые распределители с источником давления и с рабочими полостями цилиндров управления, причем втулки золотниковых распределителей кинематически соединены с поршнями исполнительных гидроцилиндров, а золотники - с поршнями цилиндров управления 1. Недостатками известного устройства являются возможность рассогласования регулирующих действий обоих исполнительных гидроцилиндров, а также отсутствие возможности плавного изменения жесткости клети. Описываемое устройство отличается тем, что кинематическая связь поршней цилиндров управления с золотниками осуществлена через подпружиненный к поршням управляющих цилиндров клиновой вариатор, выполненный в виде ползуна, в продольном пазу которого установлена с возможностью перемещения посредством винтового привода линейка с двумя клиновыми выступами, на каждый из которых опираются концами шарнирно закрепленные на ползуне копиры, взаимодействующие своими рабочими поверхностями с торцами золотников. Такая кинематическая связь золотников с порщнями цилиндров управления обеспечивает синхронное регулирование раствора валков обоими исполнительными гидроцилиндрами, а также возможность плавного регулирования жесткости клети. На чертеже изображена схема предлагаемого устройства. Исполнительные цилиндры 1 при регулировании междувалкового зазора, воздействуя на подушки валка, уравновещивают усилие прокатки. Цитание исполнительных цилиндров рабочей жидкостью осуществляется .о.и.мппковыми распределителями 2. ПодBii/Ki:i,ie итулки золотииковых распределителей cBn:uii bi кинематически посредством рыч;иов 3 и устаповочпыхвинтов 4 с порпшями исполнительных пплиндров 1. К торповым .поверхностям пи, управления 5 пружиной 6 подиружипен но.кпн 7. Рабочие полости цилиндров ,правления .3 соединены с рабочими по.юстями исполнительных пилиндров трубопроводами 8. В пазу ползуна 7 посредством осей 9 (парнирно закреплены два конира 10, коптактируюи1их каждый своим концом с одним из к.1иновых выступов линейки 11,. установ.тенной в 1азу ползуна 7 с возможностью продольного перемещения, а другой конец каждого из копиров подпружинен одной из пружин 12. Линейка 11 подпружипе.на к торцовой поверхности уста, :)дгчно1 о винта 13 пружиной 14, Копиры взаимодействуют рабочими поверхностями с торцами золотников 2, Устройство работает следующим обраТребуемая жесткость прокатной клети устанавливается предварительно посредством перемещения линейки 11 установочными винтами 13, При этом клиповые выступы лпнейки поворачивают копиры п изменюят угол наклона их рабочих поверхпостей, что в свою очередь изменяет передаточное отношение между порщнями цилиндров управления 5 и золотниками распределителей 2, Контроль величины угла наклона выполняется по перемещению установочного винта 13. При подключении устройства к источнику давления рабочей жидкости и отсутствии в валках прокатываемого металла в исполнительных цилиндрах поддерживается давление холостого хода, уравновешивающее валок с подушками. При этом порщни исполнительных цилиндров занимают положение, еоответствующее начально.му зазору между валками. Поток рабочей жидкости па входе каждого из золотниковых распределителей равен потоку жидкости на выходе этого распределителя. При входе в валки прокатываемого .металла рабочая клеть деформируется, а давление жидкости в исполнительных цилиндрах и цилиндрах управления повышается пропорционально усилию прокатки. Поршни цилиндров управления, сжимая пружину 6, пере.меш,ают ползун 7. Копиры, перемещаясь вместе с ползуном, своими рабочими поверхностями задают перемещение золотникам распределителей, пропорциональное приращениюдавления в исполнительных цилиндрах и тангенсу угла наклона рабочих поверхностей копира. Перемещение золотников распределителей вызывает нарущение равенетва входного и выходного потоков. Разность потоков с распределителей поступает в исполнительные цилиндры, порщни которых начипают перемеп1аться, отрабатывая перемеnienne, заданное золотниками распре.челителей. Втулки золотпиковых распределителей, перемещаяс) вместе с iio|iiHiiH H( исполнительных цилиндров, умепыпаюг р,% .ность входного и выходного потоков. К да перемещение порпшей исп();1нптел).ч:я цилиндров равно nepe.MeiueiniK) зо/ютни ков раепределителей, разпос1ь входп( п выходного потоков распределителей равна нулю, а nopinnn исполнительных пплиндров останавливаются в положении, . ответствующем установившемуся процесс) прокатки. При дальнейше.м увеличепии или умень пении усилия прокатки порп1ни исполнительных цилиндров снова перемеп1.аются К; величину пропорциональную iif)np;jnier:i-;io усилия прокатки. Зазор между ;ia, определяется зависимостью: S So + б кл 2 - f , где So-начальный зазор между валка ;.и; 5хл2 -суммарная деформация элеме -:тов клети; YP-регулирующее во 5;ic-твне устройства. Фактическая жесткость прокатной клети определяется уравпенпем: -ЙТу, где Рпр -усилие прокатки. Величипа и направление регулпрующего воздействия устройства на регулирование междувалкового зазора определяется углом наклона рабочих поверхностей копиров. Чем больше угол наклона копиров, тем больще фактическая жесткость прокатной клети. Описываемое устройство для регулирования жесткости прокатной клети обеспечивает повыщение точности и устойчивости регулирования междувалкового зазора при прокатке. Устройство позволяет также бесступенчато изменять жесткость прокатной клети и задавать ее оптимальную величину в соответствии с фактическими параметрами процесса прокатки. Вследствие этого повышается точность геометрических размеров прокатываемой полосы. Формула изобретения Устройство для стабилизации раствора валков прокатной клети, включающее установленные под подушками валков исполнительные гидроцилиндры, рабочие полости которых гидравлически соединены с источником давления (через золотниковые распределители) и с рабочи.ми полостями цилиндров управления, причем втулки золотниковых распределителей через кинематическую связь соединены с порщнями исполнительных гидроцилиндров, а золотники - с порщнями цилиндров управления, отличающееся
тем, что, с полью повышения точности прокатки иутем синхронизации действия исиолннтельных гидроцилиндров с обеих сторон клети и обеспечения возможности нлавного регулирования ее жесткости, кинематическая связь норшней цилиндров у 1равления с золотниками выполнена в виде клинового вариатора, в свою очередь выполненного в виде ползуна, в нродольном пазу которого установлена с возможностью перемещения посредством винтового привода .тинеика с двумя клиновыми выступами, на кажды из которых опираются шарнирно закрепленные на ползуне копиры, взаимодействующие своими рабочими поверхностями с торцами золотников.
Источники информации, принятые во внимание при экспертизе
1. Патент Германии ЛЬ 634324, кл. 7 а 37/12, 1935.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки и стабили-зАции PACTBOPA ВАлКОВ пРОКАТНОйКлЕТи | 1979 |
|
SU845913A1 |
| Устройство для стабилизации раствораВАлКОВ пРОКАТНОй КлЕТи | 1979 |
|
SU804030A1 |
| Устройство для регулирования жесткости прокатной клети | 1977 |
|
SU749479A1 |
| Прокатная клеть | 1974 |
|
SU610578A1 |
| Гидравлическое нажимное устройство прокатного стана | 1980 |
|
SU884759A1 |
| Устройство для адаптивной настройкиРЕгуляТОРА ТОлщиНы пРОКАТА HA ТРЕбуЕМыйпАРАМЕТР | 1976 |
|
SU806187A1 |
| Прокатная клеть | 1979 |
|
SU839636A1 |
| Устройство для автоматической коррекции межвалкового зазора прокатной клети | 1982 |
|
SU1049131A1 |
| Предварительно напряженная прокатная клеть | 1979 |
|
SU835543A1 |
| Предварительно напряженная прокатная клеть | 1989 |
|
SU1660778A1 |
