Известные станки для притирки резьбовых изделий можно разделить на две группы: 1) станки с вращательным движением притира (или изделия) и только с поступательным движением изделия (или притира), 2) станки с вращательным движением одновременно притира и изделия при наличии относительного поступательного перемещения их. Станки первого и второго типов обладают существенными недостатками, вызывающими искажение угла профиля притираемой резьбы.
В первом типе станков это является результатом неравномерной притирки всех точек витков резьбы вследствие скопления притирочного порошка в нижней части резьбовых ниток, а во втором типе, являющемся более совершенным, как правило, происходит неравномерная притирка обеих сторон профиля резьбы в связи с наличием значительных односторонних тормозящих осевых усилий, действующих на один из элементов резьбовой пары при его навинчивании. Эти усилия возникают в результате трения в кинематических звеньях
33
станка, передающих вращательное движение на подвижный в осевол направлении элемент резьбовой пары.
В предлагаемом станке, обеспечивающем одновременное вращение обоих элементов резьбовой пары применено цевочное зацепление с целью получения минимального трения в механизме для осуществления процесса притирки.
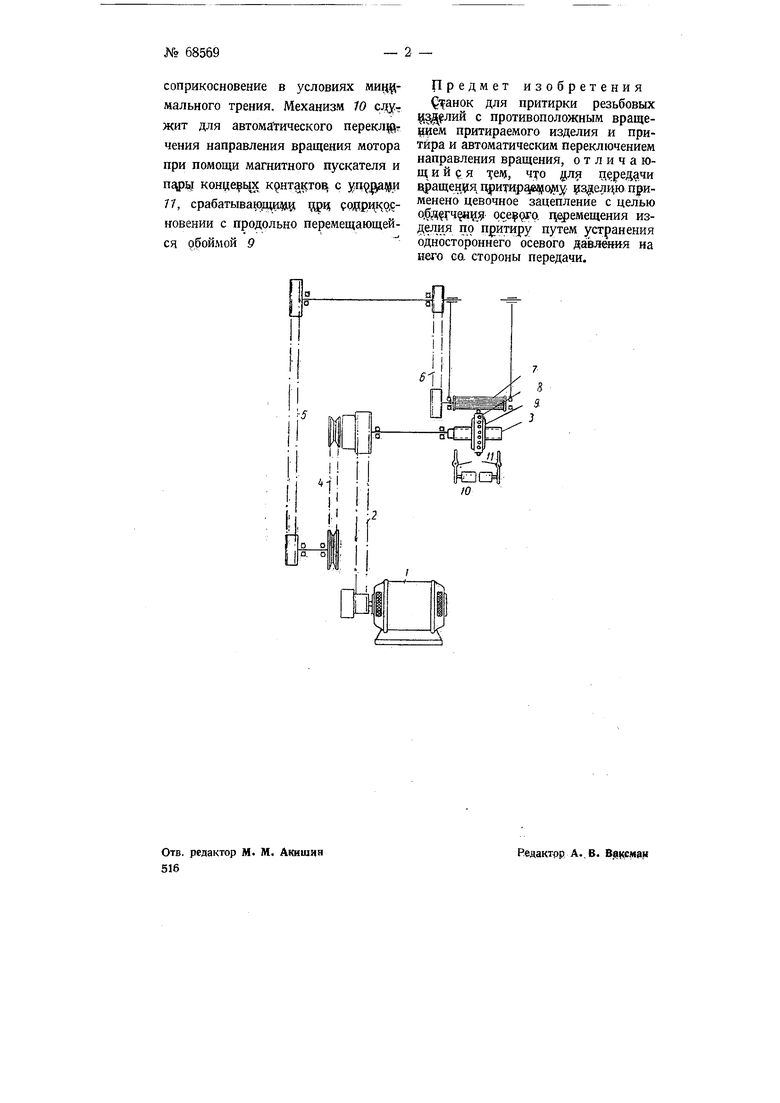
На чертеже изображена кинематическая схема такого станка. Вращательное движение от мотора 7 через ременную передачу 2 передается на шпиндель станка, в котором укреплен притир 3. От шпинделя через тексропную передачу 4 и ременные передачи 5 и 6 движение одновременно передается на длинное цевочное колесо 7, с которым зацепляется цевочная шестерня 8, укрепленная на обойме 9, охватывающей притираемое изделие.
При одновременном вращении притира 3 и изделия с обоймой 9 и при одновременном осевом перемещении изделия по притиру зубцы цевочной шестерни скользят по цевкам цевочного колеса, имея с ними точечное
515
соприкосновение в условиях мищмального трения. Механизм 10 сдужит для автома гического переклщт чения направления вращения мотора при помощи магнитного пускателя и псЦ)%1 конце1рых с 11, срабатыва одщ 4й ц ерярчк о,сновении с продольно перемещающейся обоймой 9
Предмет изобретения QfaHOK для притирки резьбовых щрлий с противоположным враще 1Ием притираемого изделия и притира и автоматическим переключением направления вращения, отличающ и и р я ifeM, что уля 11е,редачи цращен,161я, ц ритирауба о у применено цевочное зацепление с целью ,9 Qcepij ro, д емещения п 5итиру путем устранения одностороннего осевого давления на него со. стороны передачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для притирки деталей | 1980 |
|
SU944882A1 |
| Устройство для притирки клапанов | 1980 |
|
SU963820A2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ И ПРИТИРКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2002 |
|
RU2210482C1 |
| Устройство для притирки клапанов | 1977 |
|
SU623718A1 |
| Устройство для притирки посадочных поверхностей | 1986 |
|
SU1386426A1 |
| Устройство для взаимной притирки конических поверхностей вала и втулки | 1977 |
|
SU722743A1 |
| Станок для отделочной обработай например, притирки зубьев колес | 1945 |
|
SU85059A3 |
| Притирочный станок, например, для правки и шаржирования плит-притиров | 1954 |
|
SU105119A1 |
| Станок для притирки отверстий | 1982 |
|
SU1039701A1 |
| Установка для притирки сопрягаемых уплотнительных поверхностей диска и седла клапана обратного | 2019 |
|
RU2724232C1 |
