Известными штампами с прижимами для прессов одинарного действия практически не удается получить глубокой вытяжкой качественных деталей. При опускании ползуна пресса прижим первым соприкасается с заготовкой и при дальнейшем опускании пуансона пружина давит на прижим, вследствие чего он прижимает заготовку к матрице, в то время как пуансон выходит из прижима и протягивает заготовку через отверстие в матрице. Недостатком таких штампов является увеличение давления на прижим по мере опускания пуансона и возможный обрыв вытягиваемой детали, благодаря уменьшению площади заготовки между матрицей и прижимом.
Поэтому, как правило, вытяжка глубоких форм производится на прессах двойного действия.
Предлагаемый прижим не имеет указанного недостатка и создает постоянное давление на изделие в течение всего хода пуансона во время вытяжки. Достигается это тем, что прижим образован двумя подвижными по пуансону частями, верхняя
из которых отжимается вниз пружиной и в свою очередь давит пружиной на нижнюю часть; для верхней части имеются упоры на матрице. Как только верхняя часть прижима ляжет на эти упоры, нижняя часть, нажимающая на заготовку, оказывается под постоянным давлением пружин, находящихся между нею и верхней частью.
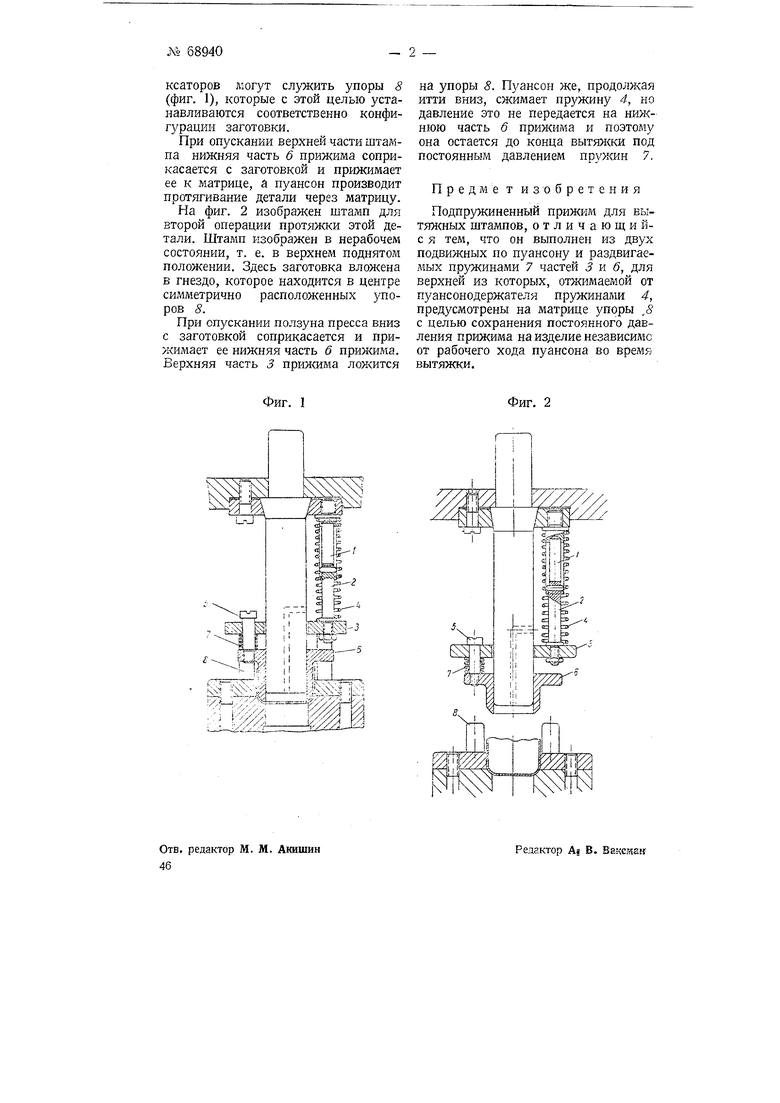
На фиг. 1 и 2 изображен предлагаемый прижим.
В пуансонодержатель на резьбе ввинчены четыре пустотелые колонки 7, внутрь которых введены цилиндрические колонки 2, укрепленные посредством гаек в верхней части J прижима. На колонки 2, между пуансонодержателем и частью 3, одеты пружины 4. К верхней части 3 прижима посредством винтов 5 подвешена нижняя часть 6, На винты 5 между частями Зиб прижима надеты пружины 7. На матрицу ставятся четыре упора 8 определенной высоты. Для выполнения первой операции вытяжки вырубают плоскую заготовку и кладут на вытяжную матрицу между фиксаторами. В качестве фи45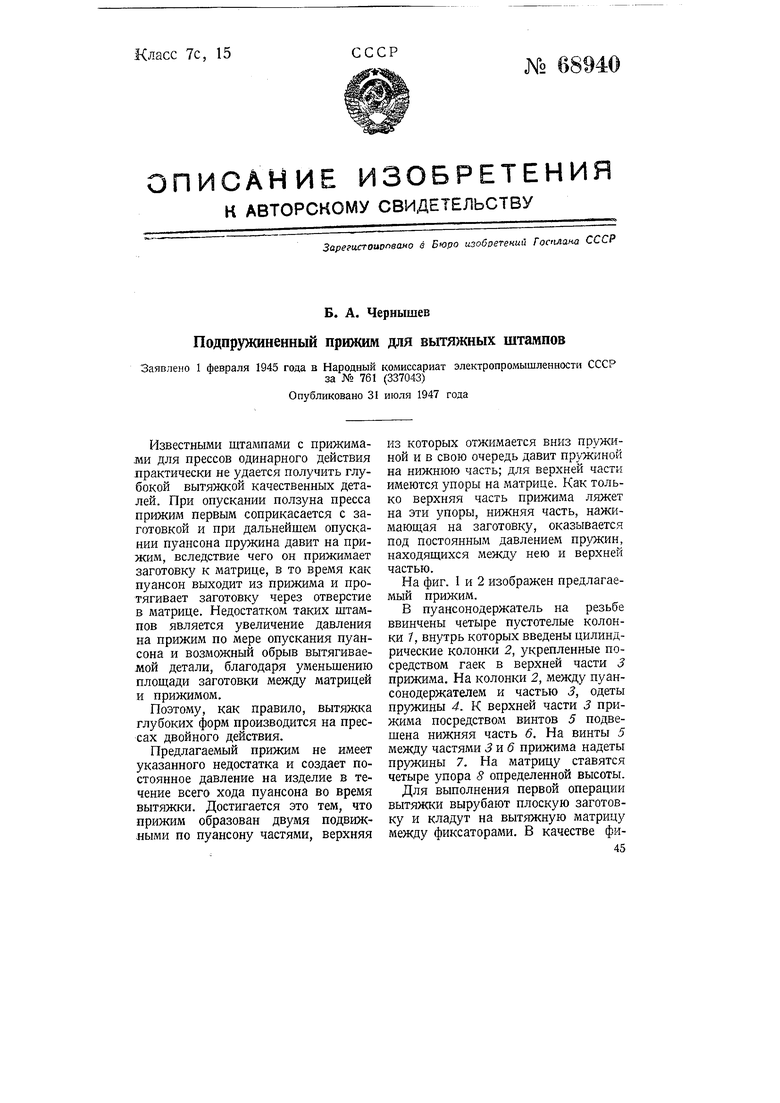
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для глубокой вытяжки | 1976 |
|
SU593779A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ТЕЛ | 1992 |
|
RU2093291C1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| Штамп для отрезки заготовок из углового проката | 1979 |
|
SU1005986A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Устройство для глубокой вытяжки заготовок из труднодеформируемого материала | 2022 |
|
RU2785759C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2000 |
|
RU2194590C2 |
| Штамп для вытяжки | 1979 |
|
SU893324A1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
