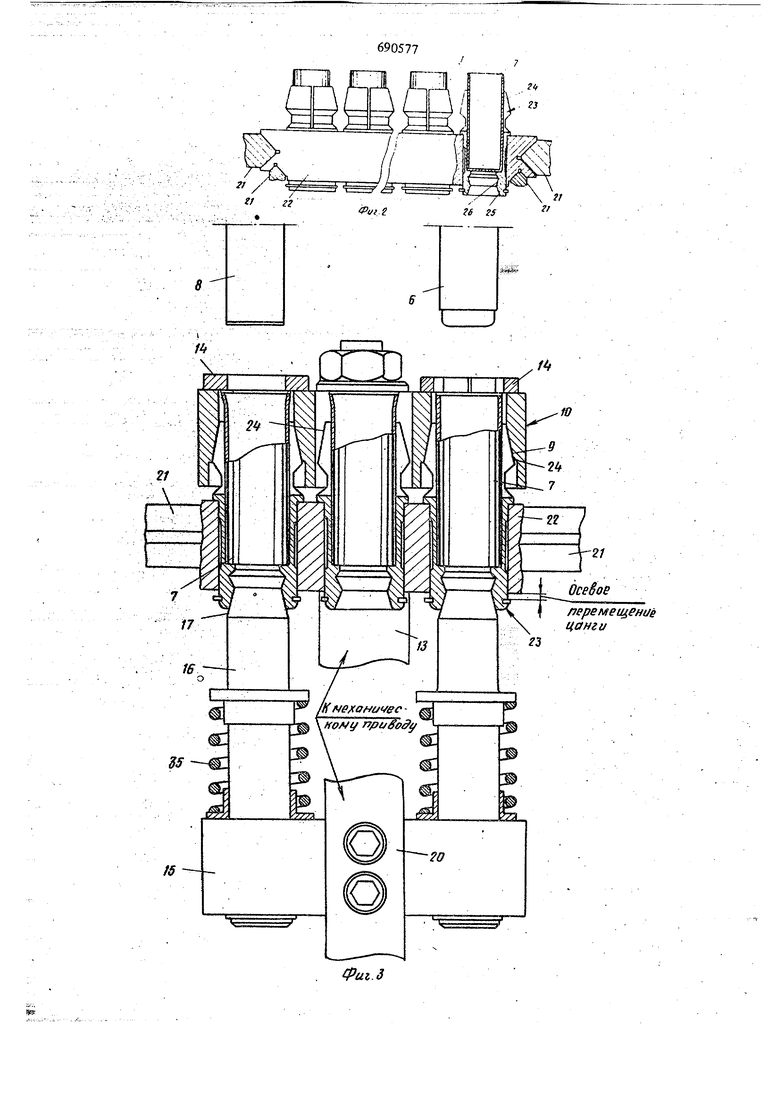
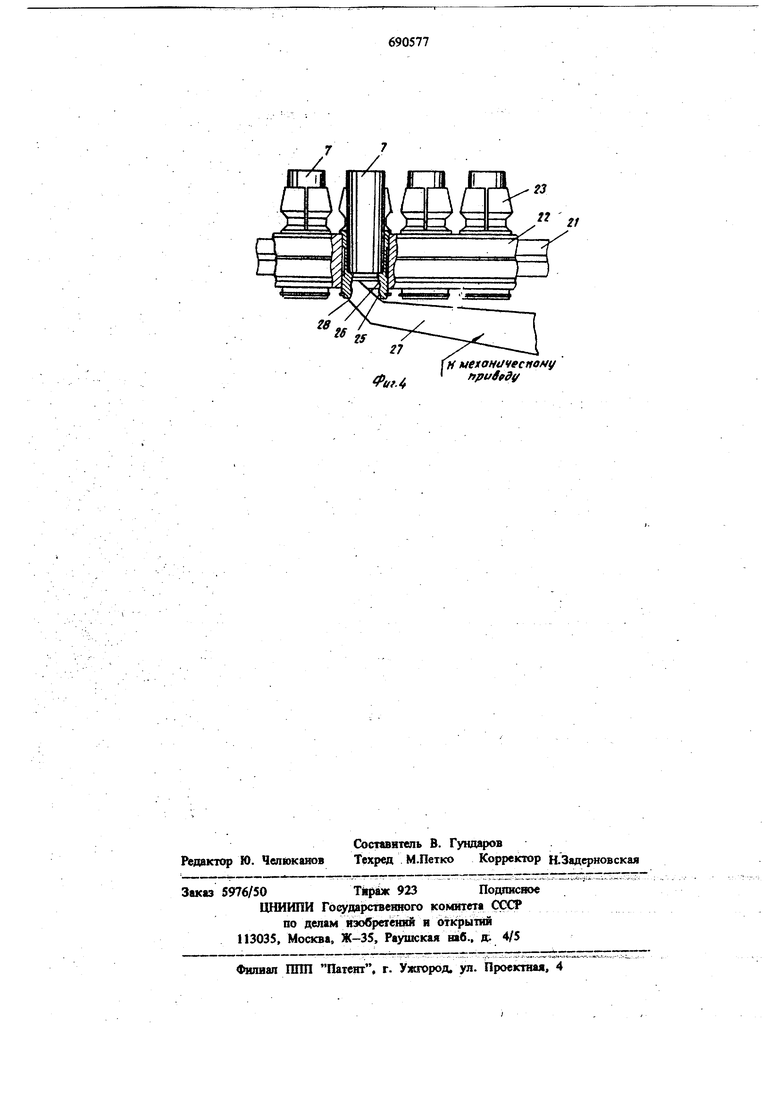
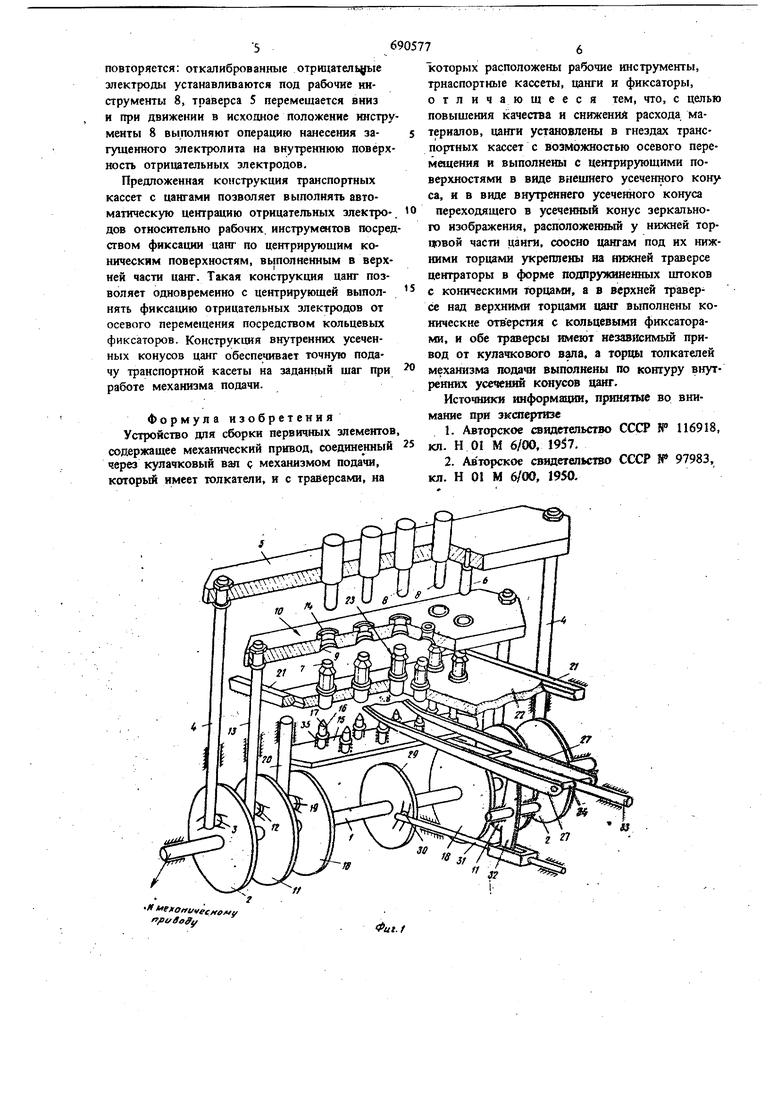
Изобретение относится к электротехнической промышленности и может быть испопьзо ваяо в производстве химических источнике тока. Известно устройство для сборки первичных элементов, оодержащее механический яриврд, вал, рабочие тструменты и механизм подачи 1. Однако недостатком иэвеётяо го устрюйства является то, что центрация агломерата выполняется только в вер( его части. Нижняя астъ агломерата не фшсафуется о1жк;итепьно геоЕ етрической оси отркоатепьного эле рода, и это приводит к значительным смещениям ашомерата относительно отрвщательяого электрода. Известно также устройство для сборки первичш х элементов, содержащее механический прбшоД, соединенный через кулачковьё вал с механизмом подачи, который имеет толкатели и с траверсами, на которых расжложеяы рабочие шструменты, транспортные , ошь ги и фиксаторы 2. Однако в ювестном устройстве отсутствует- фиксация отрицательного электрода от осевого перемещения, что исключает возможность его ишользоваиия для вытюлнения операции по накесеншо загущенного электролита на в {утрегапою поверхность отрицателыюго элект рода. Целью изобретения являются повыш ие качества и сш1жение раюсофя материалов. Для это1ч 1ШГИ устгаовлены в гнёздах тршспортшх кассет с возмо;1пюстью oceihorp перемещения, ti 1аь11юлНе8Ъ1 с цёнтрйру|бщими : повфхиостями в виде внешнего у({енного конуса и в виде виу1ренНего усеченного койуса, переходящего в усеченный конус зеркальиого изображения, расположенный у {ижней торцовой части цанги, соосно цангам под их юскними торцами укреплены иа нижней траверсе центраторы в фсфме яодпружине1Шых штоков с коническими торца|ъШ, а В Bepxjf траверсе над верхними торцами цанг выпдлнены конические отверстия с кольцевыми фвксаторами, я обе траверсы HMeipT незаисимы9 привод от кулачкового вала, торцы телей механизма подачи выполнены по контуру внутренних усеченных конусов цанг. На фиг. 1 изображено предлагаемое устройство, кинематическая схема; фиг. 2 - транспортная кассета с цангами и отрицательными электродами; фиг. 3 - отрицательный электрод в момент центрации относительно рабочего инструмента и фиксации в осевом направ лении; фиг. 4 - момент подачи транспортной кассеты под рабочие инструменты. Предложенное уст ройство состоит из кулачкового вала 1, соединенного с механичесКИМ приводом (на чертеже механический привод не показан) с закрепленными кулачками 2, которые через ролики 3 и штоки 4 им ют кинематическую связь с траверсой 5. На Траверсе 5 закреплены рабочие инструменты б для выполнения операции калибрования отрицательных электродов 7 и рабочие шгструiifeHtbi 8 для выполнения операции нанесения загущенного электролита на внутреннюю поверхность отрицательных электродов 7. Соосно с рабочими инструментами 6 и 8 выполнены центраторы 9 в форме конических отверстий, расположенных в траверсе 10, имеющей кинематическую связь с кулачковым валом 1 через кулачки 11, ролики 12 и штоки 13. Над ценграторами 9 установлеш 1 кольцевые фиксаторы 14. Соосно с рабочи ми инструментами 8 на траверсе 15 установле ны центраторы 16 в форме подпружиненных штоков с коническими торцами 17. Траверса 15 кинематически связана с кулачковым валом 1 через кулачки 18, ролики 19 и щтоки 20. В параллепьных направляющих 21 установлена транспортная кассета 22 с возможностью движения в плоскости, перпендикулярной к плоскости расположения рабочих инструментов 6 или 8. В транспортной кассете 22 установле ны рядами с шагом, соответствующим шагу расположения рабочих инструментов 6 и 8, цанги 23 с возможностью осевого перемещения. Имеющие центрир ующие поверхности в форме внеашего усеченного конуса 24 и внутреннего усеченного конуса 25, который переходит в конус 26 зеркального изображения и является опорной поверхностью для толкателей 27, контактирующих с ней торцами 28 в момент подачи транспортной кассеты 22 под рабочие инструменты 6 и 8. Механизм подачи содержит толкатели 27, имеющи кинематическую связь с кулачковым валом через кулачок 29, ролик 30, шток 31, рычаг 32, щток 33 и траверсу 34. Цанги 23 установлены в транспортной кассете 22 с возможностью осевого перемещения, центраторы 16 выполнены в форме штоков, подпружинен ных пружинами 35, что позволяет в момент центрации отрицательных электродов 7 относительно рабочих инструментов 6, 8 компенсировать . все неточности изготовления центрирующих поверхностей 9, 17, 24, 25 путем устранения зазоров пружинами 35. Предложенное устройство работает следующим образом. Отрицательные электроды 7 устанавливают , в цанги 23 транспортной кассеты 22, которую пермещают по направляюцщм 21 до момента, когда торцы 28 толкателей 27 войдут в контакт с коническими поверхностями 26 дв)пс несущих цанг 23 первого ряда и включают механический привод устройства. Механический привод устройства приводит во вращение кулачковый вал 1 и закрепленные на нем кулачки 2, 11, 18, 29, рабочие поверхности которых выполнень в соответствии с заданной программой сборки первичных элементов. Транспортная кассета 22, получив движение от кулачка 29 через ролик 30, щток 31, рычаг 32, щток 33. траверсу 34 и толкатели 27, перемещается на один шаг, равный щагу размещения рабочих инструментов 6, 8, после чего торцы 28 толкателей 27 вькодят из контакта с конусами 26 несущих цанг 23 первого ряда и входят в контакт с конусами 26 несущих цанг 23 следующего ряда. Траверса 10, получив движение от кулачка 11 через ролики 12 и штоки 13, опускается вниз и ее центраторы 9 входят в контакт с центрирующими поверхностями 24 несущих цанг 23, устакавливая их sepxinie торцы соосно с рабочими инструментами 6 и одновреА1енно обжимая цанги 23, обеспечивают фиксацию отрицательных электродов 7 от осевого перемещения, дополнительная фиксация выполняется кольце-. выми съемниками 14, которые прижимает отрицательщ 1е электроды по торцам. Траверса 15, получив даижение от кулалков 18 через ролики 19 и штоки 20, перемещается вверх и через пружины 35 перемещает центраторы 16, которые коническими торцами 17 входят в контакт с центрирующими поверхностями 25несущих цанг 23, выставляя их (шжние торцы соо(о с рабочими инструментами 6 и одновременно Ьыбирая все зазоры между центр1фующ1{ми поверхностями 9, 17, 24, 25. Как только . траверса 15 достигнет верхне-) пояожешш, а траверса 10 - нижнего положения, траверса 5, получив движения от кулачков 2 через ролики 3 и щтоки 4, опускается BiGi3, И рабочие ииструмеиты 6 входят в Ьхряца. тельные электроды, вьшояняя операцию калиб|рования, после чего траверса 5 возвращается в исходаое положение. Далее рабочий Цикя повторяется: откалибровэнные отрицателцр 1е электроды устанавливаются под рабочие инструменты 8, траверса 5 перемещается вниз и при движении в исходное положение ннстру меиты 8 выполняют операцию нанесения загущенного электролита на внутрениюю поверх ность отрицательных электродов. Предложенная конструкция транспортных кассет с цангами позволяет выполнять автоматическую центрацию отрицательных электродов относительно рабочих, инструментов посред ством фиксации цанг по центрирующим коническим поверхностям, выполненным в верхней части цанг. Такая конструкция цанг позволяет одновременно с центрирующей выполнять фиксацию отрицательных электродов от осевого перемещения посредством кольцевых фиксаторов. Конструкция внутренних усеченных конусов цанг обеспечивает точную подачу транспортной касеты на заданный шаг при работе механизма подачи. Формула изобретения Устройство для сборки первичных элементов содержащее механический привод, соединенный через кулачковый вал ; механизмом подачи, который имеет толкатели, и с траверсами, на
ff flOHuvecftOHu pi/goffy которых расположены рабочие инструменты, трнаспорткые кассеты, цанги и фиксаторы, отличающееся тем, что, с целью повышения качества и снижений расхода материалов, цанги установлены в гнездах транспортных кассет с возможностью осевого перемещения и выполнены с центрирующими поверхностями в виде внешнего усеченного кону са, и в виде внутреннего усеченного конуса переходящего в усеченный конус зеркального изображения, расположенный у нижней торцовой части цанги, соосно цангам под их нижними торцами укреплены на нижней траверсе центраторы в форме подпружиненных штоков с коническими торцами, а в верхней траверсе над верхними торцами цанг выполнены конические отверстия с кольцевыми фиксаторами, и обе траверсы имеют неззвшимый привод от кулачкового вала, а торцы толкателей механизма подачи выполнены по контуру внутретшх усе%ш1й конусов цанг. Источники информации, принятые во внимание при экшертизе 1.Авторское свидетельство СССР W 116918, кл. Н 01 М 6/00, 1957. 2.Авторское сввдетелыггао СССР fP 97983, кл. Н 01 М 6/00, 1950.
перемещение цанги
fpui.d
28
If
21
fff NeXOHtlVfCnONy 4 Uf4fipfffdy
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ СБОРКИ СТАРТЕРОВ | 1972 |
|
SU326662A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Устройство для накатывания кольцевых канавок на трубах | 1985 |
|
SU1269907A1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| Сцепная самоцентрирующаяся муфта с приводом | 1978 |
|
SU779677A1 |
| СТАНОК-АВТОМАТ ДЛЯ НАПЛАВКИ ПОЯСКОВ ПА ТРУБНЫЕЗАГОТОВКИ | 1968 |
|
SU231687A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК | 2003 |
|
RU2264889C2 |
| Патрон кулачковый механизированный для установки вала на центрах станка | 2024 |
|
RU2841354C1 |
| Устройство для установки клапана с трубкой в аэрозольный баллон | 1991 |
|
SU1778029A1 |