1
Изобретение относится к области отделочной обработки деталей гибким вращающимся абразивным инструментом и может быть использовано в любой области мащиностроения для обработки деталей с декоративным рисунком, например лопастей гидротурбин.
Известен способ отделочной обработки поверхности гибким абразивным инструментом, работающи.м своей периферией, которому сообщают возвратно-поступательное движение относительно обрабатываемой поверхности 1. Недостатком этого способа обработки является отсутствие декоративного рисунка на обработанной новерхности.
Наиболее близким к описываемому изобретению по технической сущности является способ обработки детали гибким вращающимся абразивным инструментом с торцевой режущей поверхностью, согласно которому ось вращения инструмента располагают под углом к нормали, восстановленной к обрабатываемой поверхности в месте обработки, а обработку ведут частью торцевой поверхности инструмента при равномерном прямолинейнам поступательном перемещении его 2.
Известный способ не обеспечивает возможности получения на обрабатываемой по-верхности декоративного рисунка, повыщающего качество поверхности изделия и придающего изделиям особый товарный вид. так как приемы его осуществления не создают таких условий кинематики наложения срезов абразивными зернами, которые обеспечивали бы малую величинушероховатости с направленным расположением следов от абразивной обработки в виде повторяющегося однотипного геометрического узора.
Целью изобретения является повышение качества поверхности детали и придания изделию особого товарного вида путем получения на обрабатываемой поверхности декоративного рисунка.
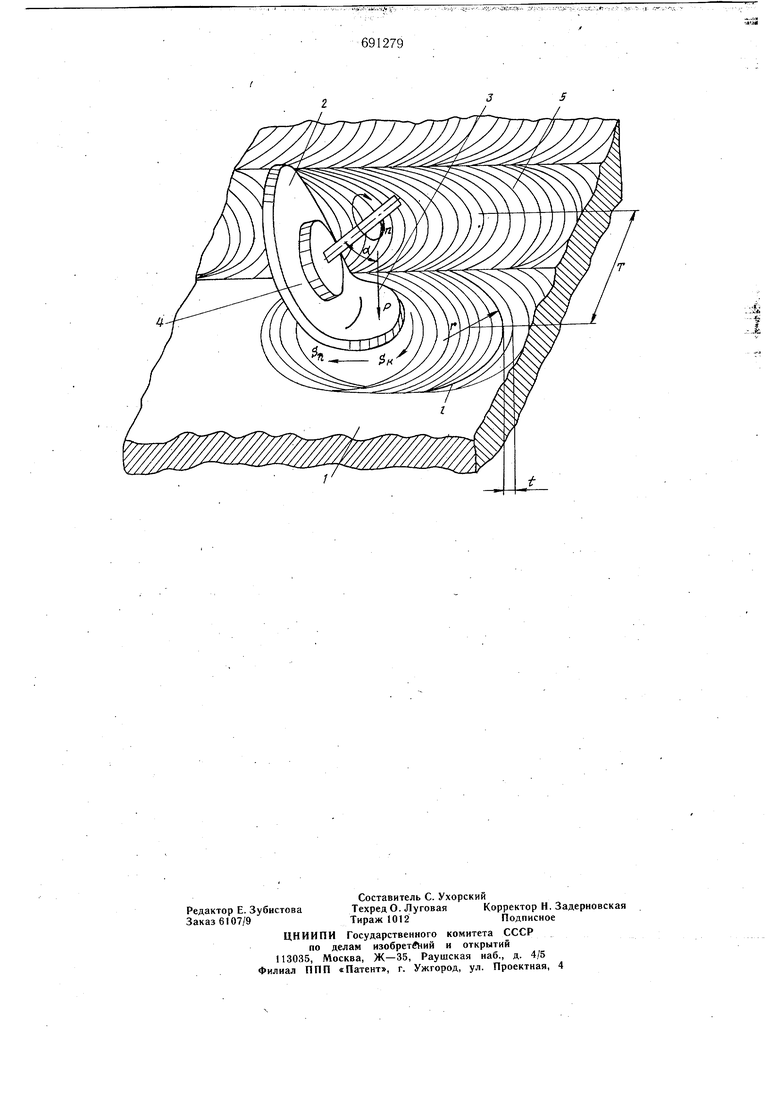
Поставленная цель достигается тем, что способ отделочной обработки детали гибким вран ающимся абразивным инструментом с торцевой режущей поверхностью, согласно которому ось вращения инструмента располагают под углом к нормали, восстановленной к обрабатываемой поверхности в месте обработки, а обработку ведут частью торцевой поверхности инструмента при равномерном прямолинейном поступательном перемещении его, инструменту дополнительно сообщают равномерное перемещение по круговой траектории постоянного радиуса. На чертеже изображена схема осуществления способа отделочной обработки гибким абразивным инструментом с получением декоративного рисунка. Способ осуществляется следующим образом. При отделочной обработке поверхности 1 ось гибкого абразивного инструмента 2 устанавливают под углом о к нормали 3, восстановленной к обрабатываемой поверхности в месте обработки. Затем торцевую режущую поверхность 4 инструмента 2 прижимают к обрабатываемой поверхности с усилием Р, что за счет изгиба торца инструмента обеспечивает обработку частью его режущей поверхно.сти. После этого перемещают инструмент поступательно с подачей Sn.no обрабатываемой поверхности и одновременно сообщают ему перемещение по круговой траектории S постоянного радиуса г. В результате указанных двух движений риски от абразивной обработки располагаются по спиральной траектории, образуя строку 5. Выполняя указанные выще приемы и движения, поверхность обрабатывают постепенно, образуя строку за строкой, располагая строки либо параллельно друг другу, как показано на чертеже либо под углом от О до 360° относительно друг друга. Таким образом на обрабатываемой поверхности получают декоративный рисунок с параметрами спиральной траектории требуемого радиуса г, шага t и части периметра 1, а также шага между строками Т. Размеры указанных параметров выбирают в зависимости от требуемого вида рисунка, размеров детали и инструмента. Представленный на чертеже декоративный рисунок был получен на лопастигидротурбины экспортного исполнения (площадь обрабатываемой поверхности 12,5 м) при следующих условиях обработки:использовали фибровый абразивный круг с характеристикой 14А25, который закрепляли на щпинд,еле угловой пневматической шлифовальной машины. Скорость вращения шпинделя - 4500 об/мин. Наружный диаметр фибрового круга - 180мм. Круг опирался на резиновую шайбу диаметром 90 мм. Уменьщение диаметра опорной щайбы по сравнению с наружным диаметром инструмента (в 2 раза) позволило достичь определенного постоянного усилия резания деформированным участком круга. Для этих же целей возможно использование опорных шайб из мягкого материала, например, паралона, фетра и т. п. В результате обработки были получены следующие параметры геометрии декоративного рисунка; г 95-мм; t 2 мм; Т 30 мм строки - параллельны друг другу. Шероховатость обработанной поверхности до и после нанесения декоративного рисунка соответствовала величине R 0,83 мкм т.е. были достигнуты условия получения рисунка без увеличения шероховатости поверхности. При уменьшении зернистости абразивного инструмента в процессе декоративной обработки возможно снижение исходной величины щероховатости до 207оТаким образом, использование изобретения позволяет повысить качество выпускае мых изделий и придавать Им особый товарный вид. Формула изобретения Способ отделочной обработки поверхности детали гибким вращающимся абразивным инструментом с торцевой режущей поверхностью, согласно которому ось вращения инструмента располагают под углом к нормали, восстановленной к обрабатываемой поверхности в месте обработки, а обработку ведут частью торцовой поверхности инструмента при равномерном прямолинейном поступательном перемещении его, отличающийся тем, что, с целью повышения качества поверхности детали путем получения на обрабатываемой поверхности декоративного рисунка, инструменту дополнительно сообщают равномерное перемещение по круговой траектории постоянного радиуса. Источники информации, принятые во внимание при экспертизе 1.Гарбер М. И. Декоративное шлифование и полирование. М., 1964, с. 78-92. 2.Патент США № 2349365, кл. 51-404, опублик. 1936.
:4i
-I ...к.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделочной обработки поверхности детали | 1983 |
|
SU1123843A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1996 |
|
RU2136476C1 |
| Способ обработки цилиндрической детали с многогранным поперечным сечением | 1981 |
|
SU1009726A1 |
| СПОСОБ ПЛОСКОГО ТОРЦОВОГО ПЛАНЕТАРНОГО ШЛИФОВАНИЯ | 2009 |
|
RU2421318C9 |
| Способ абразивной обработки круглых деталей | 1976 |
|
SU621547A1 |
| Способ настройки режущего инструмента | 1987 |
|
SU1770099A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2004 |
|
RU2252854C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2237568C1 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ВИНТОВ ПРОВОЛОЧНО-АБРАЗИВНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2002 |
|
RU2230648C1 |
| Способ обработки криволинейной поверхности деталей,преимущественно дисковых кулачков,методом копирования | 1975 |
|
SU891359A1 |