Изобретение относится к отделочной обработке деталей вращающимся абразивным инструментом и может быть использовано в любой области мащиностроения для обработки деталей с декоративным рисунком, например для изделий щирпотреба.
Известно устройство для осуществления способа отделочной обработки поверхности детали гибким вращающимся абразивным инструментом с торцовой режущей поверхностью, ось вращения которого расположена под углом к обрабатывааемой поверхности, а обработку ведут чаастью торцовой поверхности инструмента при равномерном прямолинейном поступательном перемещении его с одновременным равномерным перемещением по круговой траектории постоянного радиуса 1.
Это устройство не дает высокого качества отделки поверхности.
Цель изобретения - повыщение качества обработки за счет нанесения пятнистого рисунка.
Поставленная цель достигается тем, что устройство для отделочной обработки поверхности детали, содержащее станину, смонтированные на ней стол для установки издеЛИЯ и щлифовальную головку со щпинделем, приводом его вращения и инструментом с торцовой режущей поверхностью, снабжено приводом вертикального перемещения стола, закрепленным на станине, при этом стол установлен с возможностью поворота и снабжен втулкой с радиальными выступами, а на станине закреплен введенный в устройстве копир, смонтированный с возможностью взаимодействия с выступами втулки.
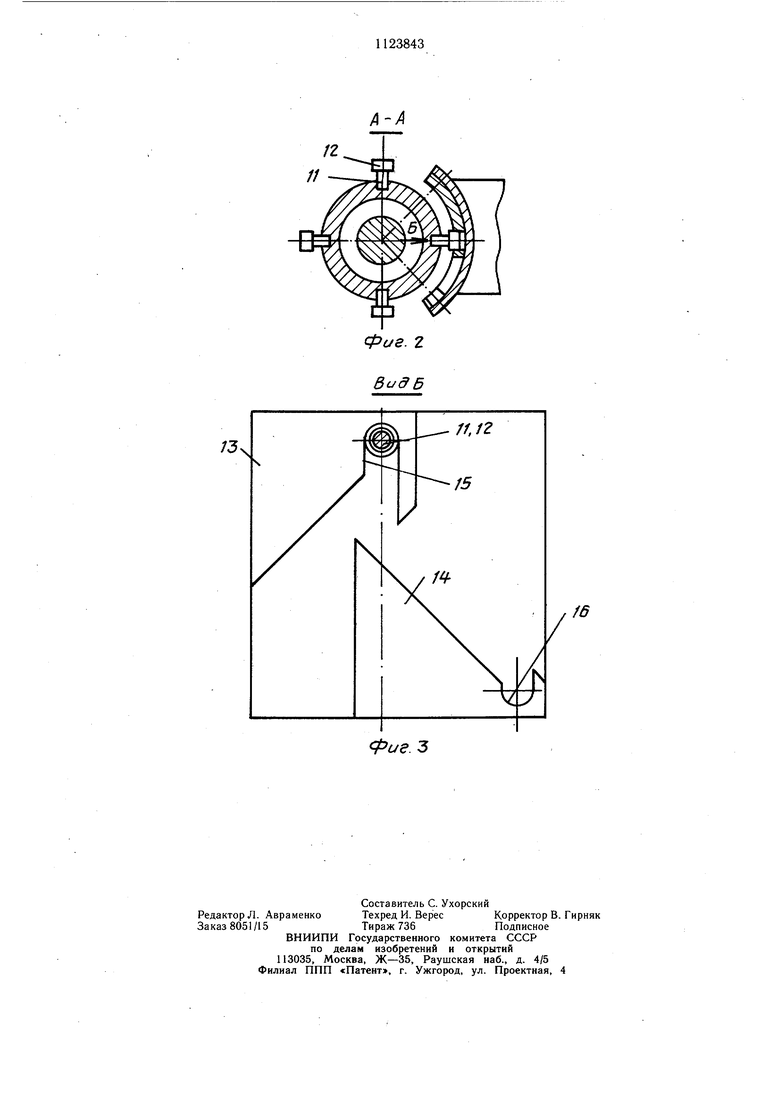
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2.
Устройство состоит из многощпиндельной щлифовальной головки 1, пневмоцилиндра 2 и копира 3, закрепленных на колонне 4. Головка 1 оснащена абразивными инструментами 5 с торцовой режущей поверхностью, расположенными рядами. На конце штока 6 пневмоцилиндра2 на подшипниках 7 закреплен стол 8 с упорами 9 для фиксации на нем обрабатываемой детали 10. Ось вращения стола 8 смещена относительно центра многощпиндельной головки по горизонтальным осям на 1/4 щага между инструментами. Стол 8 снабжен четырьмя выступами 11 с роликами 12, расположенными равномерно по окружности и поочередно взаимодействующими с копиром 3, состоящим из двух частей; верхней 13 и нижней 14. Верхняя часть копира 13 предназначена для поворота стола 8 на угол 45° при его подъемеприжиме, а нижняя 14 - для поворота стола на 45° в том же направлении при его опускании.
Верхняя и нижняя части копира 3 снабжены пазами 15 и 16 для фиксирования стола 8 в верхнем и нижнем положениях. Уctpoйcтвo работает следующим образом.
На стол 8, когда он находится в крайнем нижнем положении, укладывают деталь 10 и фиксируют ее в плоскости стола упорами 9.
Включают привод прижима и перемеще° ния стола В.- При ходе стола 8 вверх один из роликов 12, взаимодействуя с верхней частью копира 13, поворачивает стол на 45° и фиксирует его в этом положении. При этом поверхность детали прижимается к ин5 струментам и осуществляется ее обработка на 1 позиции. После выдержки во времени, необходимой для качественной обработки поверхности, стол 8 отводится в крайнее нижнее положение. При этом ролик 12, взаимодействуя с нижней частью копира 14, пово0 рачивает стол 8 еще на 45° в том же направлении. После этого пневмоцилиндр 2 включается на подъем и следующий ролик 12, взаимодействуя с копиром 3, поворачивает стол 8 еще на 45° и фиксирует его в этом по5 ложении. Деталь 10 снова прижимается к инструментам и осуществляется ее обработка на 2 позиции. Таким образом, за один двойной ход пневмоцилиндра 2 стол 8 поворачивается на 90°. А так как ось вращения стола смещена относительно оси многощпин0 дельной головки на 1/4 щага между инструментами, то деталь при этом перемещается относительно инструмента в плоскости обработки вправо в продольном направлении на полшага между инструментами.
При повторении хода пневмоцилиндра 2
вниз и вверх стол 8 еще раз поворачивается на 90° и деталь 10 перемещается в плоскости обработки на величину, равную половине шага между инструментами, в поперечном направлении, т. е. деталь из 2 позиции
0 перемещается на 3 позицию. После третьего хода пневмоцилиндра 2 деталь 10 перемещается на t/2 влево на 4 позицию. На этом обработка поверхности детали заканчивается. Стол 8 отводится в крайнее нижнее положение, обработанная деталь снимается.
и далее цикл повторяется.
Совмещение механизма перемещения стола с механизмом прижима позволяет одновременно осуществлять прижим детали, к
инструментам и перемещать ее в плоскости обработки и тем самым сократить время об- работки, упростить конструкцию устройства. Это дает возможность повысить производительность отделочной обработки поверхности детали с получением декоративного рисунка на ней, снизить затраты на изготовление и эксплуатацию устройстваа.
П
11
фие. 3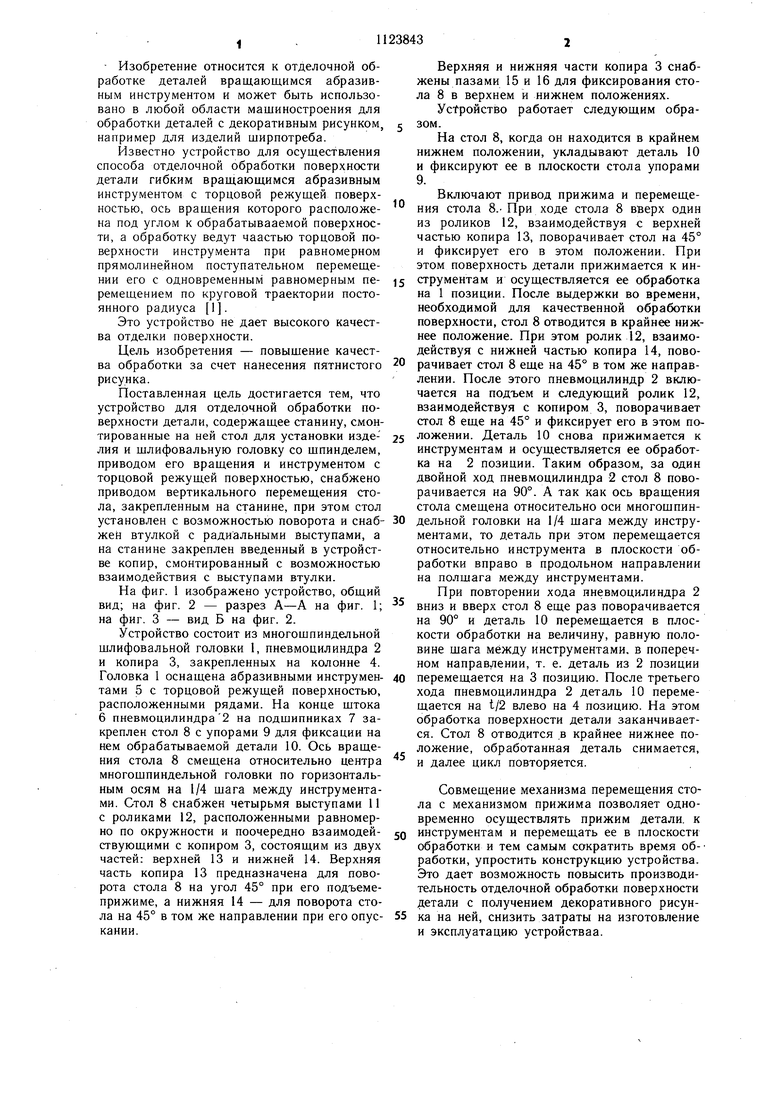
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для декоративной отделки поверхности детали | 1991 |
|
SU1802789A3 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1135616A1 |
| Копировальный станок | 1979 |
|
SU821078A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| Устройство для абразивной обработки торцовых поверхностей деталей | 1969 |
|
SU468765A1 |
| Ленточно-шлифовальный станок для обра-бОТКи НАРужНОй пОВЕРХНОСТи длиННОМЕРНыХТРуб СлОжНОгО пРОфиля | 1979 |
|
SU818827A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| ФРЕЗЕРНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1993 |
|
RU2065810C1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1988 |
|
SU1693824A1 |
| Универсальный многопозиционный шлифовальный станок | 1986 |
|
SU1404281A1 |
УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТА ЛИ, содержащее станину, смонтированные на ней стол для,установки изделия и шлифовальную головку со шпинделем, приводом его враш,ения и инструментом с торцовой режуш,ей поверхностью, отличающееся тем, что, с целью повышения качества обработки за счет нанесения пятнистого рисунка, устройство снабжено приводом вертикального перемеш,ения стола, закрепленным на станине, при этом стол установлен с возможностью поворота и снабжен втулкой с радиальными выступами, а на станине закреплен введенный в устройство копир, смонтированный с возможностью взаимодействия с выступами втулки. € (Л Ю со 00 00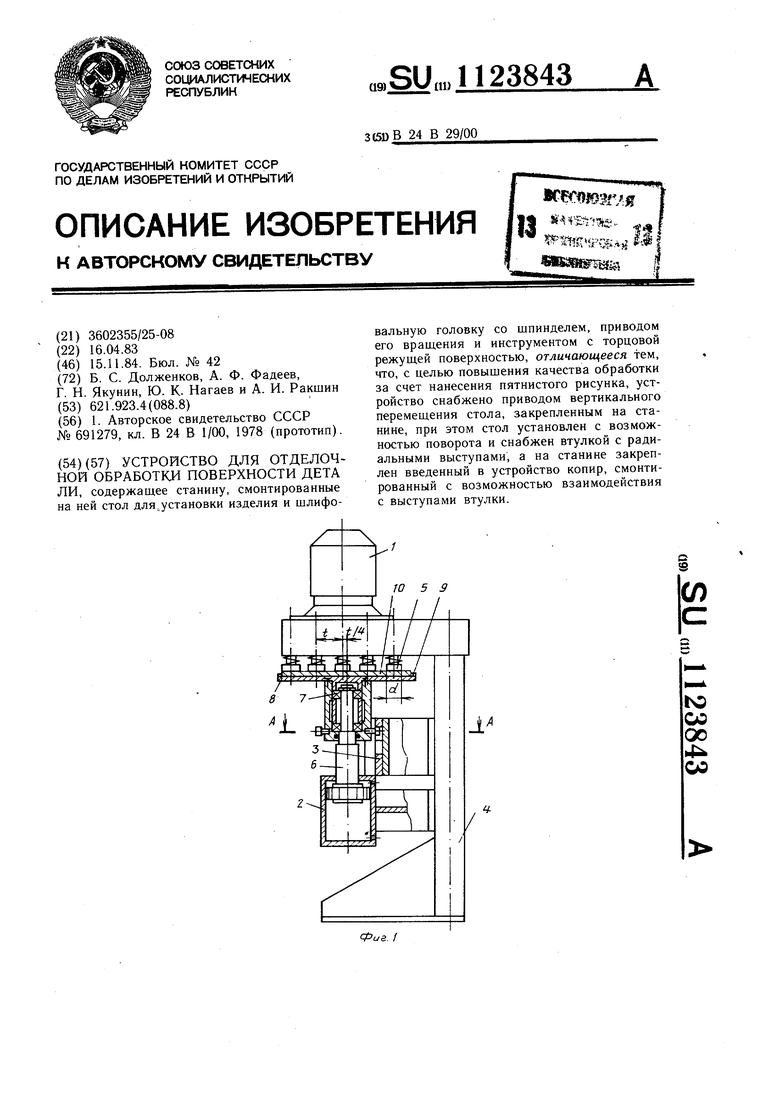
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ отделочной обработки поверхности детали | 1978 |
|
SU691279A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
