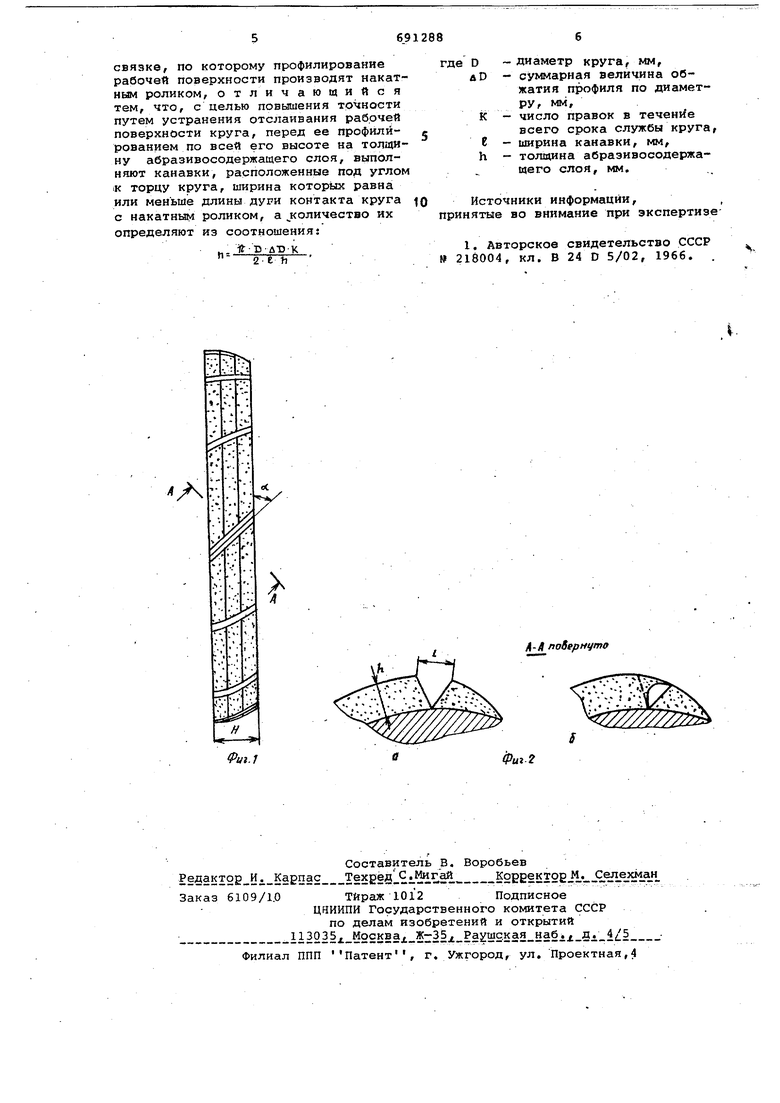
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНОГО ШЛИФОВАЛЬНОГО КРУГА НА МЕТАЛЛИЧЕСКОЙ СВЯЗКЕ ческого деформирования абразивосодер жащего слоя. Поставленная цель достйгаётся тем что после закрепления на основе абра эивосодержамего слоя, балансировки правки круга на шлифовальном станке перед профилированием рабочей -првзрхности круга по всей его высоте Н и на толщину абразивосодержащего .слоя h выполняют канавки углового пр филя, расположенные под углом od к торцу круга, ширина которых равна или меньше длины дуги контакта круга с накатным роликом, а коли ество их определяют из следующего соотношения : V, -СГ-Р- йЛЗ-К - 2 е tt где D ло диаметр круга, мм, суммарная величина обжатия профиля по диаметру, мм, число правок в течение срока службы круга, ширина канавки, мм, толщина абразивосодержащего слоя, мм,- -ч . На фиг, 1 изображен профилируемый круг с канавками на рабочей поверхности на фиг. 2 - профиль канавки на рабочей поверхности круга (а - до {Гакатывания, б - после накатывания) Наличие канавок на рабочей поверх ности круга при ее профилировании н катным роликом всегда обеспечивает истечение материала слоя в тангенциальном направлении , поскольку вытес няемый При пластическом деформирова нии объем имеет возможность раэмеЩаться в указанных канавках. Из-за того что наиболее сильное истечение материала происходит по наружному диаметру абразивЬсодержащего слоя, а нййменьшее - по внутреннему, для равномерного заполнения канавки вытесняемым материалом ее профиль выб ра.н угловым (фиг. 2,а). Заполнение канавки вытесняемым Материалом показано на фиг, 2,6. Для ;;остижения требуемой точност профиля колебание усилия деформации Не должно превышать 10%. Поскольку последнее прямо пропорционально высоте круга, то для обеспечения этог условия нелэбходимо, чтобы в каЖдый мсйлёнт времени из контакта с ролико исж/почалось не более iO% высоты кру га. С этой целью канавки выполняют под углом сзС к торцу круга, который определяют из соотношения: c( qrctgr-. Для кругов высотой Н от 15 до 40 мм л оС колеблется в диапазоне 24-50 5 Ширина канавки 6 принимается равной или меньше длины дуги контакта накатного ролика с кругом для плавного безуда;рного обката роликом, ибо ударные нагрузки будут вызывать искажение получаемого профиля круга и разрушение абразивосодержащего слоя. Длина дуги контакта ролика с кругом определяется графическим или аналитическим путем. Фасонный шлифовальный круг будет подвергаться не одной, а нескольким правкам К, осуществляемым с целью восстановления профиля по Мере его износа в процессе работы, Ьоэтому объем канавок выбирается т41ким образом, чтобы обеспечить свободное размещение суммарного перемещаемого объема материала слоя, что резгулирубтся числом канавок, определяемым по вышеприведенной формуле (1)1. Для шлифования с затылавЬнием центровочных сверл с дугообразной образующей изготавливался профильный круг диаметром D 300 мм, высотой Н 15 мм, толщиной абразивосодержащего слоя с подслоем h 10 мм на металлической связке М 07. После закрепления на основе абразивосодержащего слоя с подслоем, балансировки и круга на шлифовальном станке перед профилированием его рабочей поверхности на ней электроискоровым способом выжигали канавки углового профиля под углом к торцу круга . сС 24° шириной Z- 3,4 мм, равной длине дуги контакта накатного ролика Ф 125 мм с кругом D 300 мм. Учитывая из опыта, что круг с абразивосодержащим слоем и подслоем толщиной h 10 мм рассчитан на 10 правок, а суммарная величина обжатия для получения нормального профиля .uD 0,1 мм, на рабочей Поверхности круга было прожжено 14 канавок. .При накатывании круга наблюдался плавный безударный обкат ролика. Полученный профиль круга проверялся шаблоном и на профилешлифовальном станке мод. 395 М по кальке. Отклонений профиля не наблюдалось.Вместе с тем повысился срок службы опор накатного узла, резко сократился брак из-за поломки кругов. Предлагаемый способ изготовления профильного шлифовального Kjpyra из сверхтвердых абразивных материалов на металлической связке позволяет . Снизить усилие накатывания, предохранить круг от разрушения, уменьшить износ опор накатного узла, повысить точность получаемого профиля круга. Формула изобретения Способ изготовления профильного шлифовального круга на металлической
связке, по которому профилирование рабочей поверхности производят накатным роликом, отличающийся тем, что, с целью повышения точности путем устранения отслаивания рабочей поверхности круга, перед ее профилированием по всей его высоте на толщину абразивосодержащего слоя, выполняют канавки, расположенные под углом iK торцу круга, ширина которых равна или меньше длины дури контакта круга с накатным роликом, а количество их определяют из соотношения:
h-D-&-0 -К
2 t Ь
где D диаметр круга, мм,
дО - суммарная величина обжатия профиля по диаметру, мм, к - число правок в течение
всего срока службы круга, Е - ширина канавки, мм, h - толщина абраэивосодержащего слоя, мм.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 218004, кл. В 24 D 5/02, 1966. .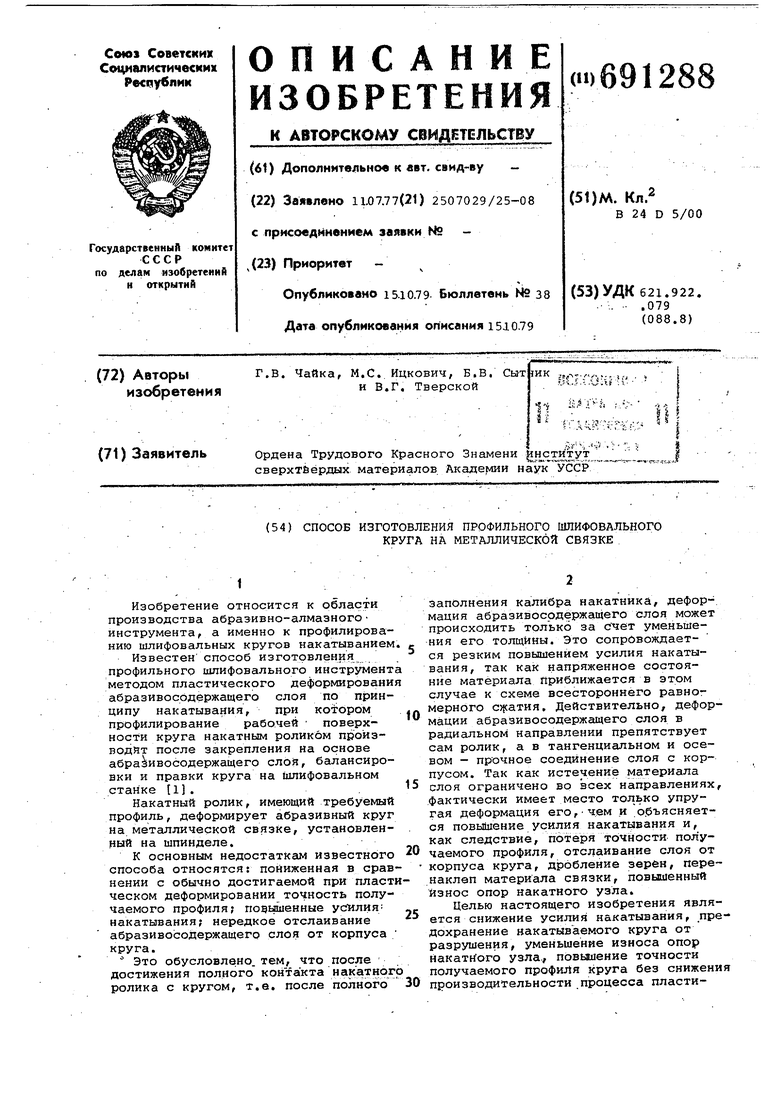

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2364497C1 |
| Способ изготовления профильных шлифовальных кругов из сверхтвердых материалов | 2016 |
|
RU2624879C1 |
| Устройство для правки многониточных шлифовальных кругов | 1987 |
|
SU1785883A1 |
| Способ изготовления профильных абразивных кругов | 1979 |
|
SU770768A2 |
| Способ изготовления профильного шлифовального круга | 1982 |
|
SU1073083A1 |
| Способ профилирования шлифовального круга | 1988 |
|
SU1645117A1 |
| Способ изготовления алмазного инструмента | 1978 |
|
SU709354A1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА СВЕРХЗВУКОВОЙ СТРУЕЙ ЖИДКОСТИ | 1996 |
|
RU2110392C1 |
| Способ профилирования прерывистого шлифовального круга накатным инструментом на станке | 1983 |
|
SU1159770A1 |
| Сегментная головка | 1985 |
|
SU1340940A1 |
А
Н
К-Л поберндто
