I
Изобретение относится к металлургии, а именно к термообработке титана и его сплавов.I
Известен способ обработки металлов н сплавов в вакууме с разрежением Ю 10 мм рт. ст. при температуре 0,4-0,8 от температуры плавления в течение времени, достаточного для заращивания пустот, пор, мнкротрещин в материале 1 Этот способ имеет следующие недостатки:
неизвестно .время, необходимое для .устранения окисных пленок и тонких газонасыщенных слоев, имеющихся на поверхности деформированных полуфабрикатов и существенно влияющих на свойства металла;
нагрев титана в вакууме при Р . мм рт. ст. приводит к окислению поверхности, а при больших степенях разрежения ( мм рт. ст.) - к растравливанию поверхности.
Целью изобретения является удаление окисных пленок и газонасыщенных слоев на полуфабрикатах и деталях из титанов1,1Х сплавов без растравливания поверхности.
Цель достигается путем термообработки полуфабрикатов или деталей с окисной пленкой или с газонасыщенным слоем в атмосфере очищенных инертных газов с . содержанием кислорода менее 0,003% при давлении 0,1-20 мм рт. ст. и при температурах, близких к температуре полиморфного превращения, в течение 2-15 ч.
Пример. ОбразЩ) с газонасыщенных слоем толщиной 40-80 мкм сплавов ОТ4 и ВТ22 подвергают нагреву до 850°С в течение 4 и 8 ч в атмосфере очищенного аргона с содержанием кислорода менее 0,003%. Низкое содержание активных газов обеспечивается путем двойной откачки печи до степени разрежения 0,1 мм рт. ст. с промежуточным наполнением ее очищенным аргоном при давлении 5 мм рт. ст.
Применение инертной среды по предлагаемому crtoco6y позволяет использовать низкие степени разрежения, обеспечивая при этом содержание активнь1Х газовых примесей (Oj
и д) на уровне вакуума 10 мм рт.ст. В результате не происходит ни окисления, ни растравливания поверхности. Устранение окисных пленок и газонасыщенного слоя достнга; ется сочетанием указанных температ)ф с длительными выдержками и осуществляется за
691499
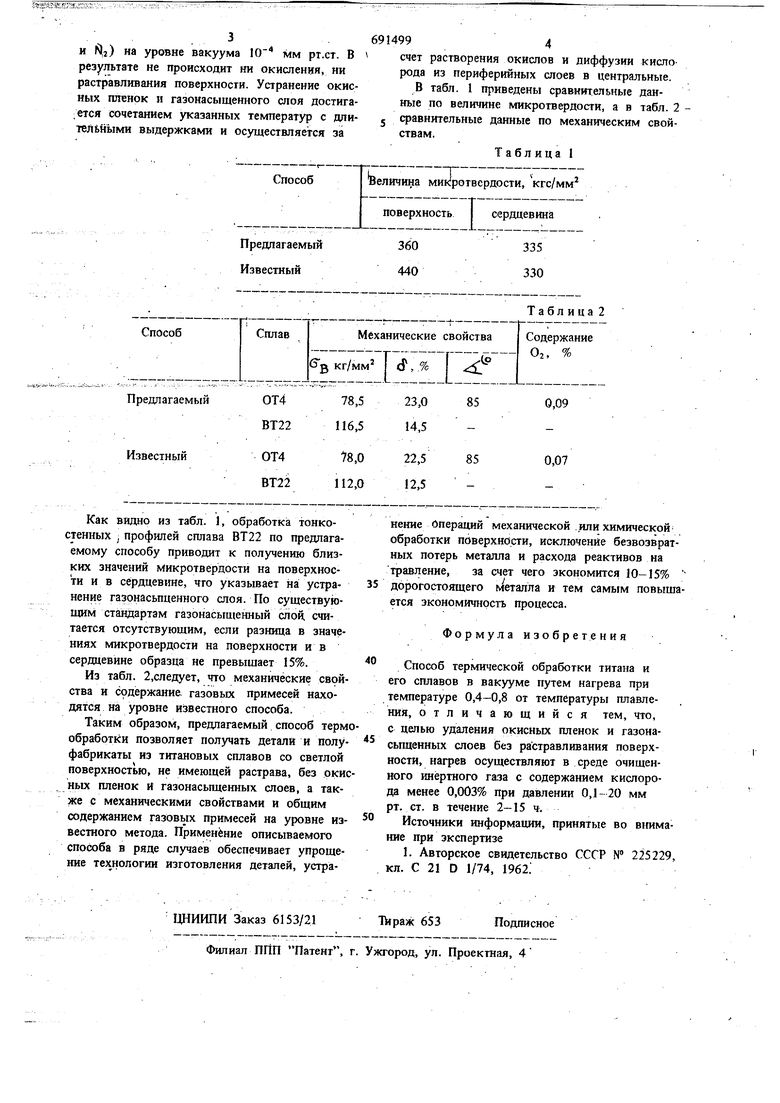
счет растворения окислов и диффузии кисло рода из периферийных слоев в центральные.
В табл. 1 приведены сравнительные данные по величине микротвердости, а в табл. 2 сравнительные данные по механическим свойствам.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ | 2008 |
|
RU2370342C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ СТАЛЕЙ И СПЛАВОВ | 1980 |
|
SU854030A1 |
| Способ обработки слитков | 1975 |
|
SU673658A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ НИОБИЕВОЙ МАТРИЦЫ С ИНТЕРМЕТАЛЛИДНЫМ УПРОЧНЕНИЕМ | 2015 |
|
RU2595084C1 |
| СПОСОБ НАНЕСЕНИЯ НА ИЗДЕЛИЯ ЗАЩИТНО-ДЕКОРАТИВНЫХ ПОКРЫТИЙ | 1992 |
|
RU2039844C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АКТИВНОГО ЭЛЕМЕНТА ГАЗОВОГО ЛАЗЕРА С ХОЛОДНЫМ КАТОДОМ | 1991 |
|
RU2012943C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ЛЕНТЫ ИЗ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ В ИНЕРТНОЙ СРЕДЕ | 2007 |
|
RU2351438C2 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРСПЛАВОВ НА ОСНОВЕ НИКЕЛЯ, ЛЕГИРОВАННЫХ РЕДКОЗЕМЕЛЬНЫМИ МЕТАЛЛАМИ | 2014 |
|
RU2572117C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ МАЛОЛЕГИРОВАННЫХ ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2198237C2 |
| СПОСОБ ВЫПЛАВКИ ФЕРРОТИТАНА ПОВЫШЕННОЙ ЧИСТОТЫ В ИНДУКЦИОННОЙ ПЕЧИ | 2003 |
|
RU2243280C1 |
